|
Előzmény: Törölt felhasználó, 2018-01-10 15:03:42 [13953]
|
|
Előzmény: Törölt felhasználó, 2018-01-10 14:51:49 [13952]
|
|
Előzmény: Törölt felhasználó, 2018-01-10 14:37:31 [13950]
|
|
Előzmény: saradigy, 2018-01-10 10:15:33 [13944]
|
|
Előzmény: Törölt felhasználó, 2018-01-10 14:10:57 [13948]
|
|
Előzmény: saradigy, 2018-01-10 10:15:33 [13944]
|
|
Előzmény: Törölt felhasználó, 2018-01-10 13:01:10 [13947]
|
|
Előzmény: Törölt felhasználó, 2018-01-10 12:52:09 [13946]
|
|
Előzmény: Törölt felhasználó, 2018-01-10 11:12:29 [13945]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 18:33:59 [13931]
|
|
Előzmény: morvfer7, 2018-01-09 16:34:40 [13924]
|
|
Előzmény: PSoft, 2018-01-09 15:29:50 [13921]
|
|
Előzmény: Pali79, 2018-01-09 20:25:35 [13941]
|
|
Előzmény: johnygluglu, 2018-01-09 19:12:22 [13937]
|
|
Előzmény: RJancsi, 2018-01-09 18:19:33 [13929]
|
|
Előzmény: juhasz, 2018-01-09 18:48:01 [13932]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 18:33:59 [13931]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 17:44:50 [13926]
|
|
Előzmény: Pali79, 2018-01-09 18:59:54 [13935]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 18:57:10 [13934]
|
|
Előzmény: Pali79, 2018-01-09 18:50:15 [13933]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 18:33:59 [13931]
|
|
Előzmény: johnygluglu, 2018-01-09 16:09:51 [13922]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 18:28:26 [13930]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 17:51:08 [13928]
|
|
Előzmény: RJancsi, 2018-01-08 21:13:51 [13916]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 17:44:50 [13926]
|
|
Előzmény: Törölt felhasználó, 2018-01-09 17:44:50 [13926]
|
|
Előzmény: johnygluglu, 2018-01-09 16:09:51 [13922]
|
|
Előzmény: saradigy, 2018-01-09 12:26:10 [13920]
|
|
Előzmény: saradigy, 2018-01-09 12:26:10 [13920]
|
|
Előzmény: West, 2018-01-08 17:54:26 [13904]
|
|
Előzmény: Törölt felhasználó, 2018-01-07 21:22:25 [13896]
|
|
Előzmény: Kelepeisz Lajos, 2018-01-08 21:11:29 [13915]
|
|
Előzmény: RJancsi, 2018-01-08 21:02:51 [13914]
|
|
Előzmény: RJancsi, 2018-01-08 20:26:39 [13910]
|
|
Előzmény: designr, 2018-01-08 20:33:59 [13911]
|
|
Előzmény: RJancsi, 2018-01-08 20:26:39 [13910]
|
|
Előzmény: RJancsi, 2018-01-08 20:20:56 [13908]
|
|
Előzmény: RJancsi, 2018-01-08 20:20:56 [13908]
|
|
Előzmény: Kelepeisz Lajos, 2018-01-08 18:43:15 [13906]
|
|
Előzmény: RJancsi, 2018-01-08 17:35:54 [13902]
|
|
Előzmény: RJancsi, 2018-01-08 18:16:58 [13905]
|
|
Előzmény: Kelepeisz Lajos, 2018-01-08 17:41:53 [13903]
|
|
▲
◊
|

 A port&pins menüben a spindle setup részben középen lent a General Parameters részben vannak a késleltetések. Ha ezeket átírod 0-ra akkor M3 után nincs késleltetés.
A port&pins menüben a spindle setup részben középen lent a General Parameters részben vannak a késleltetések. Ha ezeket átírod 0-ra akkor M3 után nincs késleltetés.


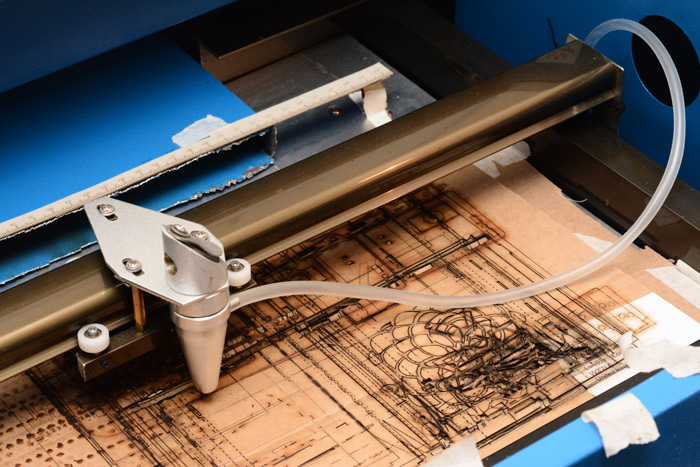
 Jobb videóra ne számítsatok, de ha sikerül valami látványosat kivágnom, azt majd megmutatom és a vágási paramétereket sem rejtem véka alá.
Jobb videóra ne számítsatok, de ha sikerül valami látványosat kivágnom, azt majd megmutatom és a vágási paramétereket sem rejtem véka alá.