Tehát van a szeletelő ami sok mindent megold és készít egy G kódot. Ennek az eredménye kézzel fogható, jól nyomon követhető és még érthető is.
De aztán hogy mi történik a Marlin-ben mint mozgásvezérlőben az nekem nem egyértelmű.
Már ott elakadtam hogy a mozgás szekcióban több dologról van szó és nem igazán értem ezeket mikor, milyen logikában kell engedélyezni vagy rem-elni. Valahogy nem igazán látom a változtatások hatását.
Vagy pl, hogy a G-kódtól függetlenül a Marlin még bele tud avatkozni pl. az extruder mozgásába az X/Y-tól függetlenül?
Minden esetre azt belátom, hogy ez a pár nap részemről a tévedések vígjátéka volt. Most már jó lenne okosabban csinálni a dolgokat vagy legalább nem leírni ide minden bugyuta próbálkozásomat.
Lehet, hogy segít ha a Curában bekapcsolod a relatív extrusiont. Ez kiküszöböli a kerekítési hibák akkumulálódását. Ha esetleg eddig nem így használtad volna...
Ha már szétszedted akkor érdemes lett volna lemérni az analizátorral, hogy a sarkoknál mi történik az extrudálással. Elvileg arra a motorra is vonatkozik a jerk, gyorsulás, sebesség stb. Nyilván a sarkoknál a mennyiséget is csökkentenie kellene, hogy ne legyen túl sok anyag egy helyen. Nyilván az egész függ az irányváltás szögétől.
A bovdenes extrudernél kísérleteim szerint a motor sebesség változásai nagyon késleltetve jelentkeznek esetleg, és ki is egyenlítődnek, mert a bovden mint puffer viselkedik a benne tárolt mechanikai feszültség miatt.
De sajnos nem tudom összehasonlítani egy direkt exruderessel, mert ilyen mind két nyomtató. 2% eltérés is pár másodperc után lesz látható a nyomaton, persze ez függ a sebességtől is.
TBS-TEAM | 3006
2020-03-25 21:25:36
[26037]
Nagy a tömeg az Y és az X és a gyors lassulás hatását látod a sarkokon a szíj rugalmassága miatt. Növeld a mostani duplájára a fel és lefutási értéket és nyomtass egyet és jó-e vagy még növelni kell az értéket.
A co hegesztőgép huzaltoló mechanika irányába fejlődik 2 görgős majd a 4 görgős áttétel növelés a pontosság és a csúszásmentesség érdekében. Szerintem jó irány
A kottymentesség mennyire is számít itt? A visszahúzás mértékének a korrigálás kiejtené a kottyanás hibáját ugye? Folyamatos nyomtatásnál meg nem gond.
Nem hiszem hogy fogok vele foglalkozni, mert most megint kitaláltam, hogy miért nem is lehet jó az egész.
No jó a hullámzás lehet megszűnne, de alapvetően az is baj, hogy mondjuk jön a forró szál balra az szépen letapad az előző rétegre. De következik a sarok és mi történik? A még olvadt szálat hirtelen megrántjuk 90 fokkal. Persze hogy az előző oldal külső sarka meghorpad, itt a másik oldal kezdeténél meg anyagtöbblet lesz. Ez utóbbi talán látszik a belső sarkokban is.
„Az viszont majdnem biztos, hogy kell nekem egy áttételes extruder...”
Készülök a direkt extruderemet levenni az "X" kocsiról és kitenni jobbra a híd végére, vagy fel a váz tetejére. Ha a híd jobb oldalára teszem, akkor együtt emelkedik/süllyed a híddal, ergo...rövidebb lehet a "bovdenes" szakasz. A súlyától nem félek, hisz eddig is emelte a "Z". Ha fölteszem a váz tetejére, akkor hosszabb lesz a "bovdenes" szakasz.
Látni ezt a megoldást is, látni azt a megoldást is.
Hajlok a híd végén jobb oldalon "utazó" extruderre a rövidebb "bovden" miatt, no meg úgy állandóan kb. azonos súly nyomná a híd mindkét oldalát, szemben a mostani eléggé változó súlyelosztással.
Ki, hogy látja, melyik lenne a jobb megoldás?
De visszatérve az idézett mondatodhoz, akkor már lehetne az enyém is áttételes extruder. Te, mit tervezel? Veszel valami "bevált" típust, esetleg...csinálsz, csináltatsz? Vagy már ki is néztél valami nyomtatható verziót?
Itt egy 3:1 áttételű szíjas, duplagörgős, egész jókat ír róla. Szinte teljesen kész egy példánya nálam, kerekek szíjak hiányoznak csak, hogy kipróbáljam.
Igazából nekem ebben az állapotban is bőven megfelel, csak most ugye volt egy kis időm és PSoft hatására elkezdtem én is foglalkozni a részletekkel. Már vissza is állítottam az eredeti állapotot.
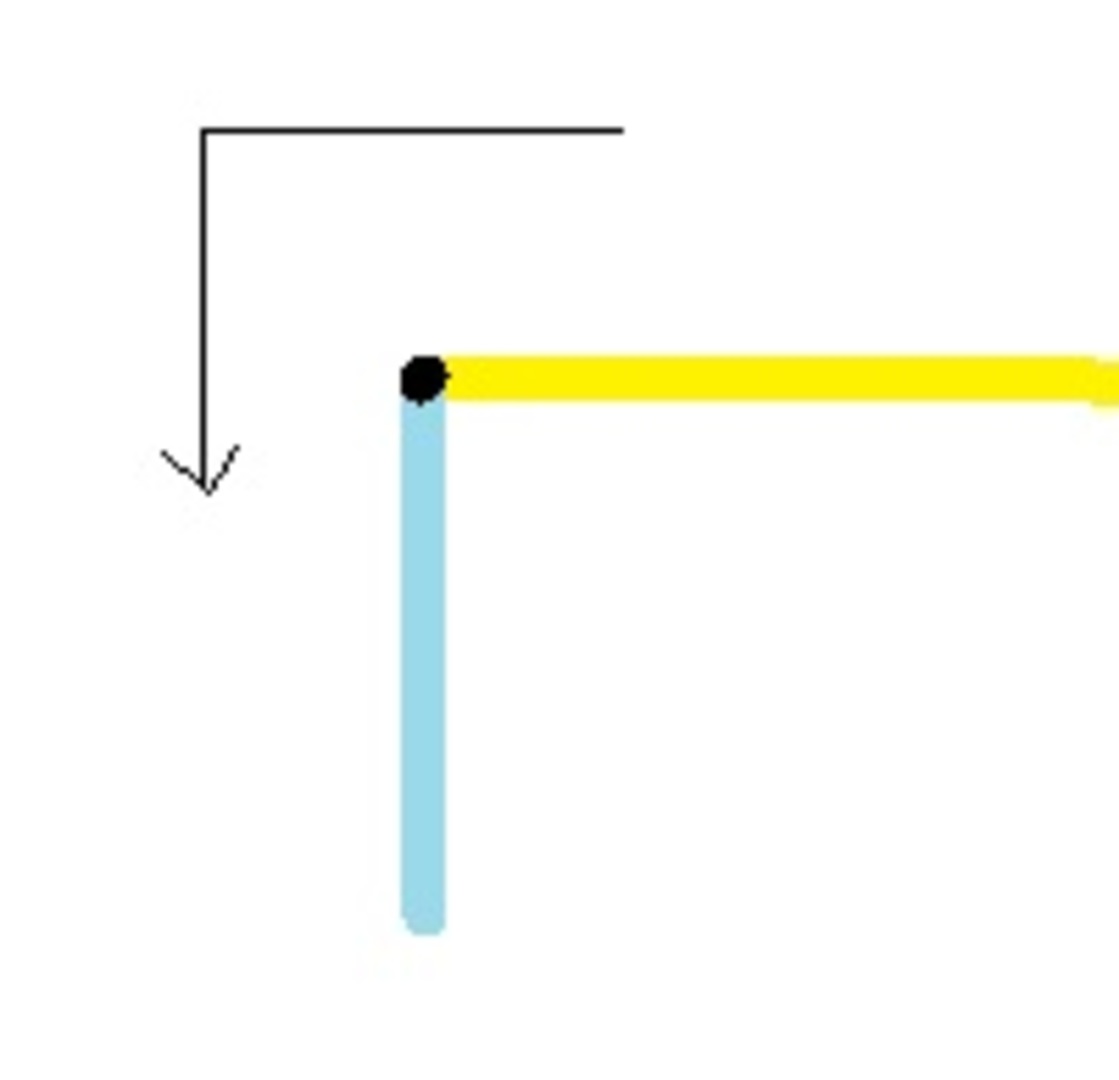
Ugye a sárga és a kék vonal a sarokban keresztezi egymást tehát a zölddel jelölt részen most dupla mennyiségű anyag van.
Tehát vagy le kellene az extrudert lassítani -ami nem tudom fizikailag kivitelezhető lenne-e- vagy meg kellene oldani hogy a sarkokat bizonyos mértékig kerekítse le opcionálisan.
Engem úgy is elfogultnak ítéltek így nincs értelme kommentálni. Minden esetre másra számítottam.
Volt amelyik G61-el készült volt amelyik G64-gyel és volt amelyiknél a G64 sarok toleranciát nagyobbra vettem.
Az viszont majdnem biztos, hogy kell nekem egy áttételes extruder, ahogy sanyi írta már valamelyik nap. Már számtanilag sem jó a mostani. Az extruderem felbontása most 207,5 step/mm. Ez ugye azt jelenti hogy a felbontása majdnem 5 mikron. A Cura meg a az általa generált G-kódban 5 tizedesjegy pontosra számolja az extrudert. Elég nehéz elhinni, hogy ennyi számítana, de elképzelhető, hogy ettől lehet az ismétlődő hullámosság.
Csak egy gyors kérdés a beállított és a tényleges sebesség közti eltérésről. Ugye a szeletelő kiírja, hogy mennyi idő és mennyi madzag kell hozzá. Nálam a valóságban mindig sokkal hosszabb ez az idő. Ez normális, vagy beállítás probléma?
Nyomj egyet Te is váza módban és mérd a kinyomott fal vastagságát. A falvastagságnak meg kell egyeznie a fúvóka névleges méretével. Ha nem, a flow értékének változtatásával -csökkentés/növelés- tudod pontosítani a méretet.
Igazából, ezt mindegyik épp használt filamentnél meg kéne tenni, -hogy korrekt legyen az adagolás- no de...
Mivel a legutoljára nyomott réteg a legmelegebb, az tud deformálódni, elhúzni az alatta lévőt, azt kell hűteni, ez evidens. A thingiverse rengeteg megoldást kínál, a rendelkezésre álló hely, felfogatás lehetősége, fej tipusa, stb függvényében. Láttam már olyan videot is, ahol nyomtató fej alá tett kis tálkába töltött vízzel tesztelte a kifújt levegő erejét, irányát a "gazda". Az igazi tuti megoldás talán nem is létezik.
Örülök, ha a jelek egyértelműek, mert akkor tudom mit kell módosítani. Tehát azt mondod, hogy a ventillátorok által fújt levegőt "koncentrálni" kellene?
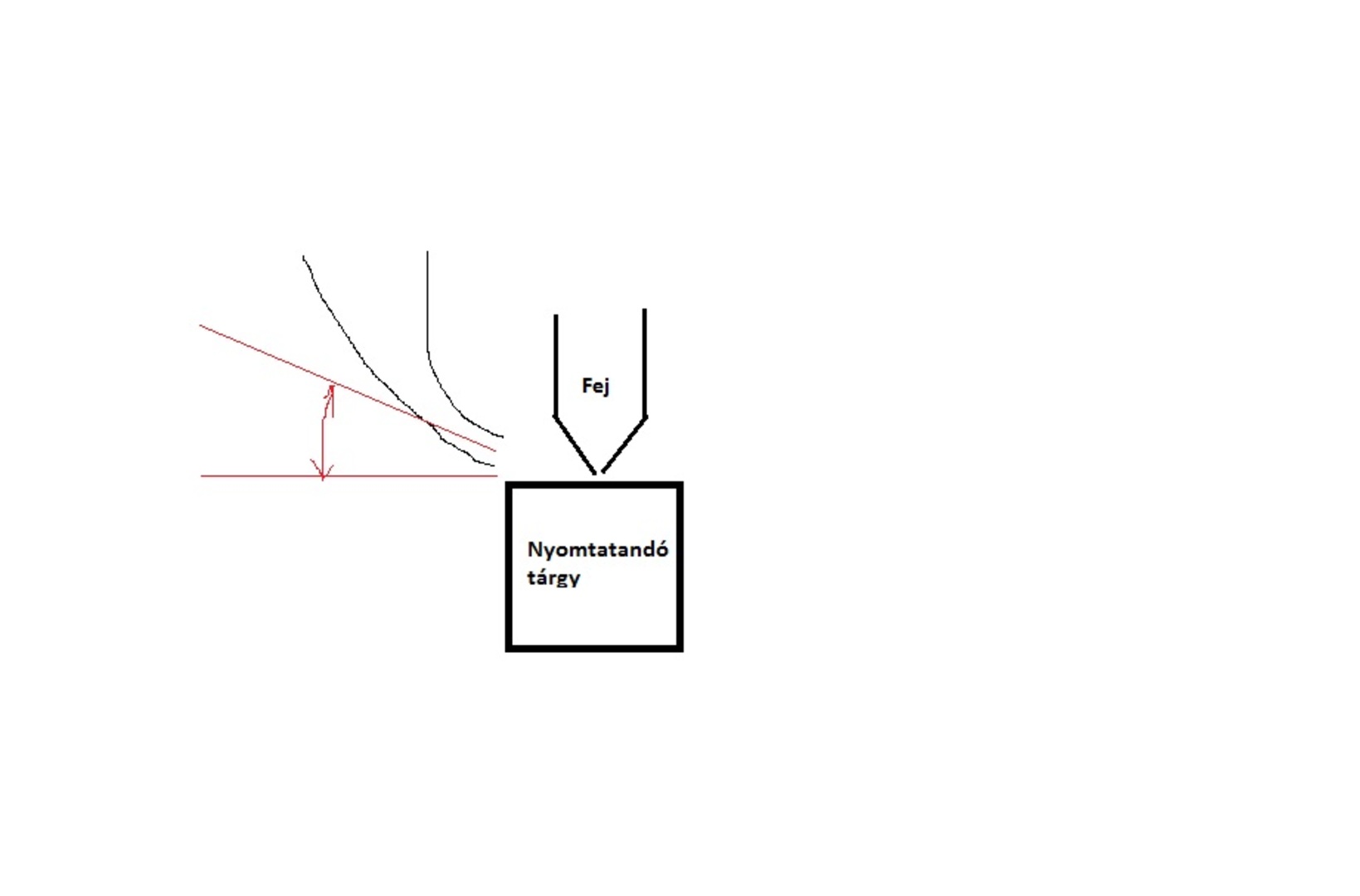
Az ehhez szükséges modellt megrajzolom magamnak, csak a kérdésem annyi lenne, hogy a levegőt milyen irányból/szögből érdemes a nyomtatandó felületre fújni? Fontos, hogy szinte csak a legfelső réteget fújja, azaz szinte a fejre merőlegesen áramoljon a levegő?
Rajzoltam egy Móricka ábrát, ahol pirossal jelöltem a szöget, amire gondolok.