tehát ha jól értem, a program ill. mondjuk ha Fusion 360-ról beszélünk, akkor a Cam modul G-kód generátora fogja elkészíteni a marópályát, ami egy kiterített síknak felel meg? Mármint ha egy forgatóba fogott kör keresztmetszetű anyagra gondolok.
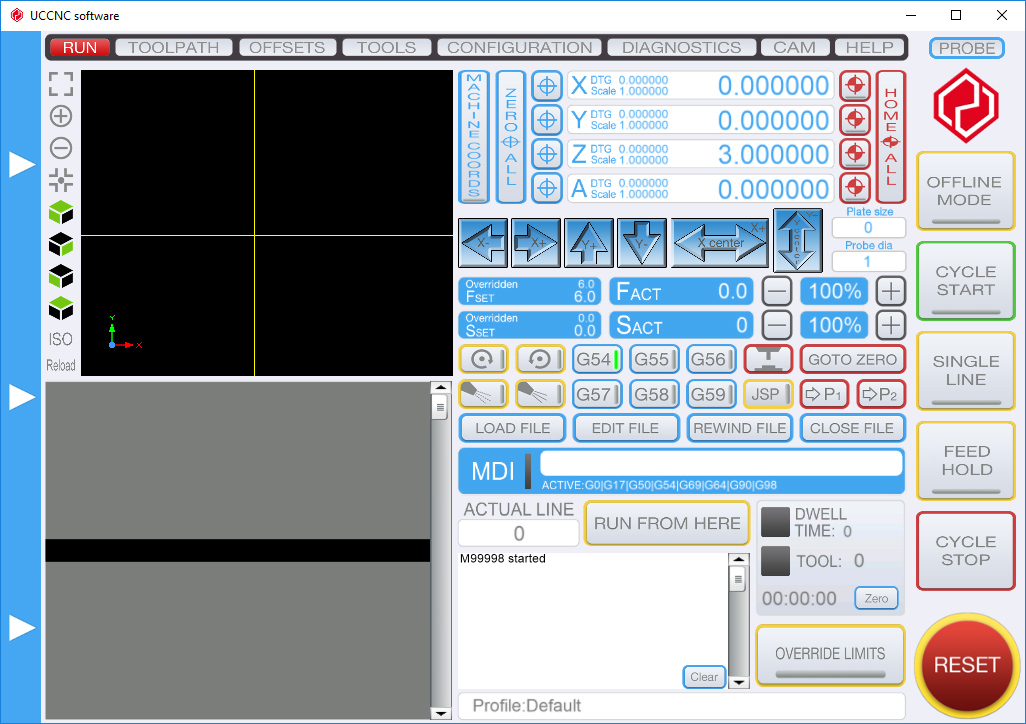
Az X (vagy Y) tengelyt úgy állítod be, hogy a forgatót forgassa. A programnak teljesen mindegy, hogy az X tengely forog vagy mászkál: kiadja a jelet és kész. A lézer plugin az X és Y tengelyeket vezérli, meg persze a lézert.
Ja azt elfelejtettem, hogy lézerrel.Mert van ugye lézer pluginje képekhez.Na ezt be lehetne-e valahogy állítani,hogy forgatóra?
dezsoe | 2934
2017-10-07 18:44:46
[4387]
Lehet, csak annyi korlátozással, hogy a henger átmérője fix legyen. Akkor az egyik tengely a forgató lesz, a megfelelő beállításokkal, hogy az X:Y arány megmaradjon.
Helló! Köszönöm a hozzászólást. Te is megerősítettél benne, hogy inkább egy normálisat vegyek. Lehet kicsit drágább lesz, de nem fogok vele kinlódni, és nem veszi el a kevem az egésztől. No meg kompatibilis lesz az Uccnc-vel. Üdvözlettel: barath27
E-bayen amit kapsz az nem UC100, hanem egy kínai mozgásvezérlő, amire UC100 feliratot ragasztottak abból a célból, hogy el tudják adni. A recept egyszerű, a kínai körülnézett az interneten, látta, hogy az UC100 mozgásvezérlő népszerű, bedobozolta a sajátját hasonlóképpen és ráírta, hogy UC100. Ezek a mozgásvezérlők az UCCNC-vel nem működnek, sőt Mach3-al is csak félig meddig, ahogy ezt már jó pár megtévesztett ügyféltől hallottuk, akik nekünk kezdtek el panaszkodni a kínai mozgásvezérlők miatt, amit UC100-nak adtak el nekik az ebayen.
Köszönöm hogy tisztáztad a dolgokat. Tanúság: Tapasztalatlan vagyok ezen a téren, nem ismerem/keverem a szakszavakat. Ezért elnézést kérek. De legalább ebből is tanultam. Köszönöm Mindenkinek a segítő hozzászólásokat. Lehet inkább a kezdő vagyok topikba kellett volna kérdeznem. Még foglak benneteket zaklatni ha megakadok. Köszönöm mégegyszer.
1. Szorgalmasan soros portról beszélsz, de az nem az, hanem párhuzamos. (Nem baj, tudjuk, mire gondolsz.)
2. Ebay-t írtál, nem Klaviot. A Klavio rendes cuccot árul, az ebay tele van hamisítvánnyal. Nagyon nem mindegy!
3. Átlagos boltban vett "usb to soros port"-tal nem tudsz mit kezdeni (még akkor sem, ha "usb to párhuzamos port"-ot kérsz), mert az nem erre való, hanem antik nyomtatók csatlakoztatására. Más kérdés, hogy sokszor még arra sem jók.
Én úgy értettem, hogy egy ilyet kell vennem. Vagy csak bemegyek egy számtech-es boltba és veszek egy "usb to soros port" átalakítót? És ahhoz lehet licencet is venni?
Nem akarok az uccnc ellen beszélni (én nemrégen vettem a most készülő gépembe ) de ha gyengén állsz anyagilag akkor inkább a cncusb-vezérlőt vedd meg 5-6000Ft környékén megkapod és első gépre tökéletes. (az elsőn nekem is az volt )
Amit az ebay-en kapsz kici-ócó UC100-at, annak annyi köze van a CNCDrive-oshoz, hogy simán ráragasztottak egy olyan matricát. Valami gagyi kínai cucc van benne, ami természetesen nem működik az UCCNC-vel.
Nem vagyok tisztában a külföldi árakkal, de túl nagy különbség nem lehet a valódiak árai között. Itthon a Gugli első néhány találata 500 forinton belül volt. Ja, és nem utolsó sorban, mivel magyar termékről beszélünk, nem valószínű, hogy az ebay-en olcsóbb lenne, mint itthon.
Hobbi szinten szeretnék foglalkozni cnc-vel. Segítséget szeretnék kérni. Laptoprol működtetném a gépet de sajna nincs rajta soros port. Az ebay-en lehet kapni uc100-as vezérlőt, az itthoni ár töredékéért. Valaki használ-e ilyet, illetve erre az Uccnc-t lehet licencet vásárolni? A mach3 -at elvileg támogatja. Sajnos a anyagi kereteim korlátozottak, emiatt kacsingatok az ebay fele.
A válaszokat előre is köszönöm.
exup | 639
2017-10-04 19:21:16
[4373]
Köszönjük.
Bár én mostanra megszoktam az eredetit, ráadásul másik felületet is használok.
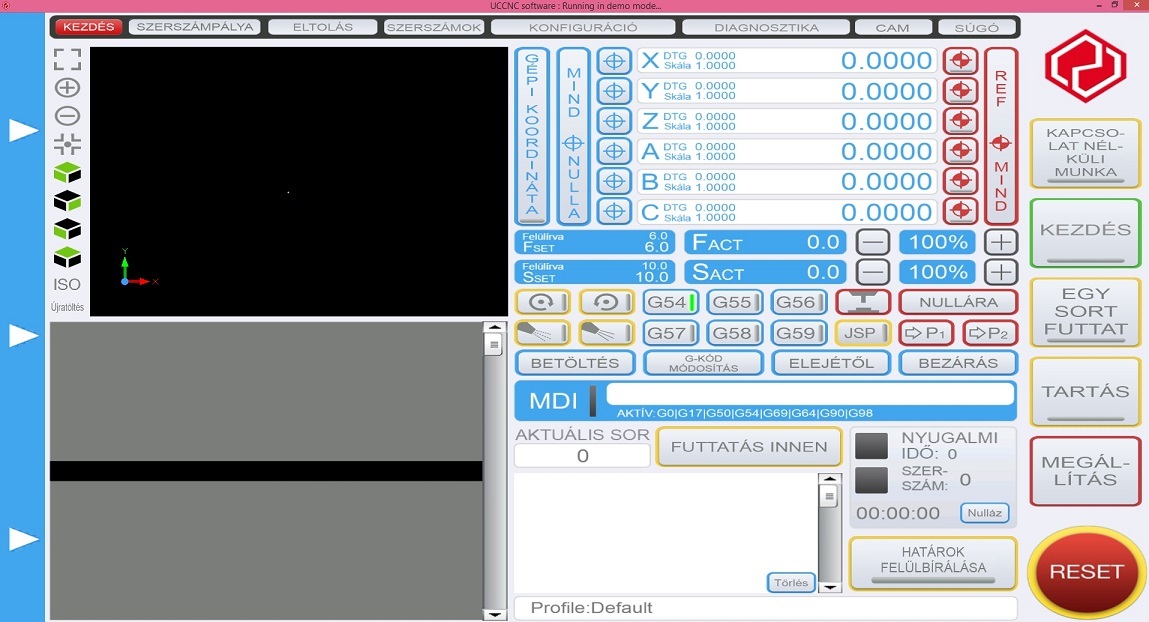
Sokan hiányolták az Uccnc magyarosítását. Úgy gondoltam, hogy elkészítem. Jelenleg, még csak a gombokat fordítottam le egy-két kivételével, mert rövidítés, és nem igazán tudom, hogy mit takar. A háttér szöveg is sorra kerül majd. Akinek esetleg van kedve a szöveg fordításban segíteni, azt szívesen veszem. A grafikai rész azt meg tudom oldani.) Bármilyen észrevételt szívesen fogadok, esetleg javítom, alakítom. Letölthető a (Tibcsi) könyvtárból, csak be kell másolni az eredeti helyére.
sutyko | 297
2017-10-03 15:08:40
[4371]
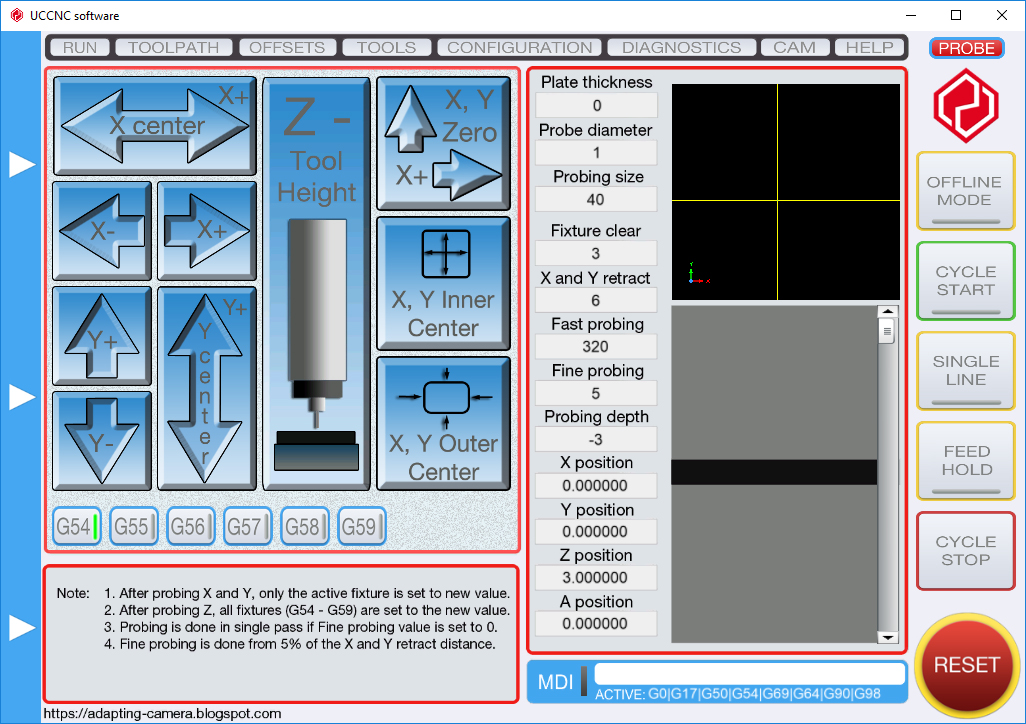
Sziasztok ebben a topikban is! Olyan kérdésem volna felétek, hogy az UCNC progiban a lézer pluginnál amikor legelőször elindítottam majd leállítottam,majd megint elindítottam,akkor onnan folytatta,hol abbahagyta.De lehet ,hogy valamit elnyomkodgattam és most azt csinálja ,hogy ha félbe szakítom az "égetést" és újra elindítom akkor újra kezdi. Van valmi gyógymód rá? Lehet erre lézer pluginra valami forgatót is hozzáadni, ha nem csak síkban szeretnék képet marni,hanem hengeres üvegre is? Előre is köszönöm válaszaitokat!
exup | 639
2017-10-02 11:01:13
[4370]
Azért megoldottam én is egy porton a töltést és az adatot is. De a tablet használat közben többet fogyasztott, mint amit a töltés tolt bele.
Ha jól olvasom a manuált akkor itt a töltés mini USB-n megy és van egy USB3.0 amire egy HUB-ot dugva mehetne egy USb-ethernet átalakító külső billenytű vagy egy pendrive az adathordozásra. De gondolom adthotdozásra maradhat a saját WiFi-je.
Mindenesetre alig várom már, hogy kézbe kapjam a tesztpéldányt
- A menetfúró kódok az Fset értékét nullára állították. A következő mozgás a g-kódban helyreállította az értéket, de ha a mozgás le lett állítva (Cycle stop) menetfúrás közben, akkor az Fset érték 0 maradt, ami problémát okozhatott a következő g-kód végrehajtásakor. Javítva - Ha külön home bemenettel rendelkező mester-szolga tengelypár home-olása közben E-stop történt, és az E-stop a híd kiegyenlítése közben történt, amikor a mester és szolga tengelyek szét vannak választva a külön home-oláshoz, akkor az E-stop azt okozhatta, hogy a mester-szolga kapcsolat szétbontva maradt. Javítva - Az ívek közötti nagyon kis szegmensek CV optimalizálása a kis szegmensnél interpolációs hibát okozhatott. Javítva
elektron | 15859
2017-09-29 21:36:19
[4366]
Kösz a videót, ezt még pont nem láttam, amúgy rámférne már egy kis zenélés ...
Az lehet, hogy van sok ilyen program de az már kb. eldőlt, hogy e kettő közül kell választanom. Bár ez nem mentség de nem régen aktivizálódtam ezen a fórumon és még nagyom nem látom át a régebbi témákat idő hiányában. Kérdésem pedig rengeteg Az adatlapodat elnézve küldöm ezt a videót: Nem semmi Ha láttad már akkor elnézést!
Erről inkább egy mindkettőtől semleges topicban kellene elmélkedni, mert ha már ezt kérdezed van e két program mellett még nem egy kettő, ami létezik, akár DOS alatt futók is, meg olyanok is, amikhez PC sem kell.
Anélkül, hogy hitvitát generálnék (nyihattam volna a topic-ot a MACH3-ban is) összefoglalná valaki tömören, hogy milyen érvek szólnak a MACH3 illetve az UCCNC mellet/ellene? Még egyiket sem láttam melyikkel kezdjem az ismerkedést? Objektív és szubjektív okok egyaránt érdekelnének.
dezsoe | 2934
2017-09-29 12:42:10
[4361]
Bozso777 próbálta:
Meg a Stoney CNC is (ők UCCNC-vel árulják a gépeiket):
Youtube-on beírod, hogy UCCNC tablet, lesz egy pár találatod. Ha a tablet beválik és jó árban lesz, akkor az elsők között jelentkezem rá!
Anno a Mach3 ban irtam egy braint, hogy ha reset be van nyomva akkor villogtasson egy kimenetet. Nem működött az istennek sem pedig jó volt szntaktikailag....
Míg végül Béni koma mondta mag a tutit, miszerint be van nyomva a Reset.
A makrózás tűnik a legegyszerűbbnek. Arra érdemes figyelni, hogy ha a reset ki van kapcsolva, akkor nem fog a makród lefutni, így program indításkor érdemes egy olyan makrót is lefuttatni, ami felolvassa az állapotot és aszerint hív M215-öt.
Hagyományos gépek átalakításánál hogy lehet a tartományváltó állásairól tájékoztatni az UCCNC_t? Rendeljek a váltó érzékelőihez egy-egy makrót és makrókban hívjam meg az M215Pxx utasítást?
másik: Azt látom, hogy ha be van kapcsolva a Pulley figyelés akkor automatikusan lekorlátozza az "S" értékét az aktuális áttétel szerint.
De mi van ha kiadom mondjuk az S3000-et, de a váltóm mondjuk csak 1000-es állásban marad. Az jó, hogy a kijelzés szerint csak ezerrel forog, meg a valóságban is no de a G kódban 3000 szerepel.
Ilyen esetekre jó lenne egy figyelmeztetés, hogy a G kódban nagyobb S érték szerepel mint amit tud a gép.
svejk | 33157
2017-09-28 06:27:55
[4350]
Közel 25 ezernyi hozzászólásomból talán ez a #4345-ös volt a leghasznosabb a közösség számára!
(a főnököm szokta mondani, ha nem kérdezed meg sosem tudod meg)
Az érdeklődésre való tekintettel szombaton, a találkozó ideje alatt, azaz 8-16 óráig 10% kedvezmény jár annak, aki nálam személyesen leadja az adatait és egy héten belül meg is vásárolja a kiszemelt terméke(ke)t.
(Természetesen a termék alatt az UCCNC szoftver, illetve az UCxxx mozgásvezérlők értendők.)
adamkovacs | 125
2017-09-27 14:15:50
[4346]
Hűha vannak ilyen akcijók?! :D akkor várok még egykicsit