Pont erről írtam hogy gyémánt+piros kő. De úgy láttam ez is süket fülekre talált. Úgy viszi a gyémánt a lapkát mint a vajat. Aki nem próbálta el sem tudja képzelni. Tisztább, szárazabb érzés. Egy ideig én is a szürke követ koptattam, de abból sem mindegy melyik van otthon. Van olyan szürke kövem ami csak polírozni tudja a lapkát. Jelzés meg persze nincs rajta. A por nagy részét el lehet nyeletni, ha a korong alá szerkeszt az ember egy vizes tároló edényt. Ebben lehet hűteni a kést is. Munkahelyeken kötelező is, mert a munkavédelmisek ezzel kezdik az ellenőrzést.
Köszi. Tényleg érdemes áttérni a gyémánt tárcsára. Tervezem egy ceruzahegyező beszerzését. Nem probléma számomra egy kés kézből való megköszörülése. A gyakorlatban én még leragadtam a köszörűkorongoknál.
Kézből. Hűtés nincs, de elbírná, na nem a meleg miatt, azért a finom por itt is száll, és ezt lekötné. Lehet koptatni a szürke követ, csak ezért nem érdemes. Ennek az a nagy előnye, hogy a köszörű nem harap a keményfémből, így lehet normális kést köszörülni vele.
Én is tervezem egy ilyen beszerzését. Nem voltam biztos benne, hogy azzal megoldható. Ezek szerint igen. Köszörűkorongnál néhány új kés kialakítása után sokat "le kell szabályozni" a korongból. (nyeli az ember a port) Szóval a gyémánt tárcsa a megoldás.
Kézből köszörülöd, vagy valamilyen készülék segítségével, hogy lehessen hűteni? Vagy a hűtés nem annyira lényeges?
Az ígért képek. Ez egy 20x12mm kés, és néhány perctől többet nem vesz igénybe a kialakítása. Az újraélezéshez annyi kell ezután, hogy a piros kővel leszedek az alsó "támaszból", és a gyémántnak nekitolom az orrát, amivel eltelhet akár újabb 1 perc is.
Lehet én sem írtam elég értelmesen, de ha felteszem a képet meglepődsz majd. Ez már csak holnap lesz, mert reggelig dolgozom, és elfelejtettem neked lefotózni a kést. Nem kell félni az újtól, ki kell lépni a hiánygazdaság árnyékából.
Teljes mértékben osztom az álláspontod. A köszörűgépen legyen egy acélt,és legyen egy keményfémet is bíró szilíciumos kő. A keményfém kés végső simítására azonban gyémánt korongot használok én is.
Valószínű,hogy nem írtam le értelmesen,hogy csakis szürke kő kell,mert egy kitört,vagy új kés beköszörülése nagyolása a gyémánttal lassú lenne.Egyébként van gyémánt fazékkövem is ,de nekem kimondottan a régi szürke kő kellene. Az adatlapot amelyik elmagyarázza a köveknél mi mit jelent azért értelmetlen számomra,mert csak a szemcsenagyság értékét kellene tudnom.Eddigi vásárlásaim során sosem kellett szám szerint választani,mert kézbe vettem ,megnéztem,és máris tudtam melyik kell.A boltba a polcon nem láttam a kő adatait ,ami megmaradt volna a fejembe. Most viszont látok egy számot a szemcsenagyságra vonatkozót,de nem tudom melyik le nne a jó? Remélem érthetően írtam.
Csatlakozom az előttem szólóhoz, gyémántos korongot vegyél a lapkához. Ég és föld a különbség. Én használok kínait, teljesen korrekt. A köszörű másik végére pedig piros korongot tegyél, mert a késszárat pedig ez koptatja sokkal gyorsabban.
Nem is kell hozzá a szürke, veszel egy 100-as gyémánt korongot, és szépen megköszörülöd vele a késeket. Amúgy itt meg tudod nézni mi- mit is jelent a kövön. A szemcseméret száma minél nagyobb, annál finomabb a kő. Holnap ha lesz időm teszek fel képet egy gyémánttal köszörült késről, aztán majd látod a különbséget.
Szevasztok! Infóra,segítségre lenne szükségem. Hagyományos forrasztott lapkás késeket használok,és szükségem lenne a vídia köszörüléséhez hagyományos szilicium karbid kőre 175x20x20 -as méretben.A közelben lévő üzletek (obi) megszüntették a kövek forgalmazását mondván,hogy mindenhol lehet vásárolni.A valóság,hogy most csak interneten lehetne,de ott viszont katalógusból kell szemcsenagyságot választani. Ha tudna ajánlani valaki ilyen követ ami már bevált, kipróbált az nagy segítség lenne nekem.Persze egy üzlet cím is kellene ahol ez megvásárolható. Régebben a személyes vásárláskor a szemcseméret helyett szemrevételezés elegendőnek bizonyult,most viszont ezt fujhatom ,mert a jobb boltokban ugyan adnak egy rendszámtáblányi adatot a kőről,de ezt így eldönteni sajnos nem tudom,mert a durva szemcsével forgácstörőt köszörülni nekem nem szokott sikerülni.
vadember | 1909
2018-07-20 19:28:38
[43056]
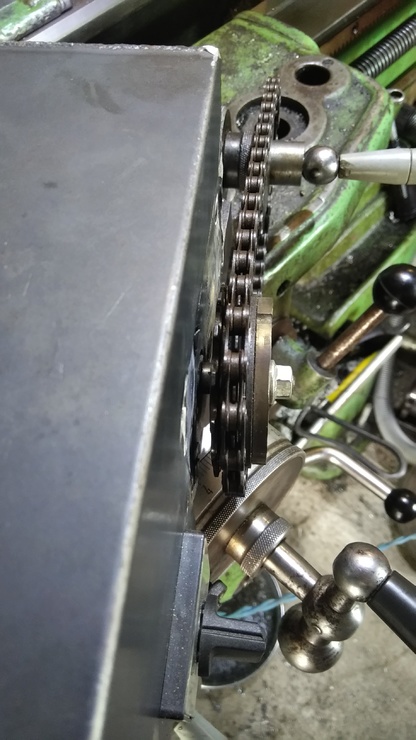
Ma kúpot kellet esztergálnom. Megmutatom, hogy milyen szerkezetet használok hozzá. A Morse kúpokat is ezzel szoktam készíteni a marógép szerszám befogókhoz. A kézi szán motoros mozgatása Wartburg ablaktörlő motor és kerékpár lánckerekek segítségével. Két áttétel és kettő motorsebesség. Két csavarral rögzíthető a szerkezet a szánra.
Kopirnyák | 2705
2018-07-20 19:02:01
[43055]
Áruld el nekem, milyen okosságot láthattunk? Én tényleg nem néztem ki semmit a videóból, viszont tényleg azt vártam, hogy egyszercsak odakapja az ujját.
Látom nem csak nekem akadt meg azon a franciakulcson a szemem,nekem is van,szoktam is használni ha jól elmékszem 48- ig nyillik,akkor használom ha véletlen akad valami olyasmi amihez se krova se villáskulcs nincs (ritka)
hostya | 3111
2018-07-20 00:29:23
[43053]
"Bocsi, de Gábor szerelvényeket írt, nem fittinget"...
Bocsi, de szerény angol tudásom szerint: a fitting = szerelvény...
"csaptelep és társai amit lehet villáskucsal is felszerelni,hogy szép maradjon a krómozása."
Így igaz..!
De a csaptelep és társai, viszont nem a fitting-ek csoportjába tartozik..!
Írtam , nem kötekszem , csak egy megjegyzésnek szántam . És szerintem tökéletesen értettem Gábor mire gondolt . De látom jól belepiszkáltam a dologba Ki mire gondol , mivel van "kettőre" zárva a nyagykapum ,belülről ? Pedig már egyszer írtam
2'42" nél van, ha valaki nem nézte volna végig. Egyébként az ötlet nagyon jó, kisebb műveletek utólagos megoldásához,ha kímélni kell a méretezett felületet, a csiszolószalag érdes oldala tapad a pofára, + a kihajtás miatt nehéz lenne ezt megforgatni, ilyen olajozás mellett, én csak simán az emulziót szoktam adni neki, még azzal is jó!
Sok helyen tényleg csak a keskeny pofával rendelkező csőfogó a megoldás de gondolom Gábor a hatszögletű vagy a lapolt szerelvények villás kulccsal való sérülés mentes szerelésére gondolt . Műagyag szerelvényekhez én meg készítettem egyszerű láncos szorítókat - öntöző rendszert nagyon jó volt vele szerelni ( itt persze nem colos csőről vagy szerelvényekről van szó ).
Ez nem kötekedés , de mit használnál a svédfogó (csőfogó) helyett ,hagyományos acélcsövek menetes szerelésére (vezetékes vízről van szó)? Az iparban talán még használják ezt az elavult ,nem szeretem technikát . Avval egyetértek persze hogy egy szerszám egyvalamire legyen jó ,de oda tökéletes legyen . A csoda univerzális vackok ,nem komoly munkára valók ,szerintem sem .
Előzmény: ANTAL GÁBOR, 2018-07-19 19:16:33 [43040]
ANTAL GÁBOR | 4685
2018-07-19 19:16:33
[43040]
ez Amerika ! Lusta elővenni egy 13 as kulcsot ( a tekerőssel operál) .Nekem volt (a lengyel piacon vettem annó ) de elvittem mind a Méh- be Nem való az semmire ( hasonlóan vélekedek a vízvezeték szerelők svéd kulcsáról) az arra való hogy összebarmolják a szerelvényeket
Te ezekből/től tanulsz? Itt mit lehet(ett) elsajátítani? Mert azon kívül hogy a marhája (nem célom a szarvasmarha degradálása) folyamatosan dugdosta az ujját a forgó mdb. és a báb közé, és csepegtette az olajat a papír alá, itt nem történt semmi érdemleges. Vagy itt most az a lényeg, hogy verseny van kinek szakad le hamarabb az ujja? Ha sikerül akkor meg megmutatják, hogy na ezért nem kell....
Most megfogtál, mert lehet hogy volt alul furat. De ott daruzni eszünkbe se jutott amikor a gépet elvitték tőlem. Nagyon a súlypont alatt emelve instabil, és a hevederek is túl közel kerülnek a kezelőszervekhez. Amikor hoztam akkor 3 csődarabon gurítottam végig az udvaron egyedül. Telitalpas ezért kényelmesen gurítható. A lábakról leemeléshez sem kell semmi, elég egy pajszer meg pár darab léc és fakocka. ( Emelsz és aláépítesz. Ha valami emelő is akad akkor gyorsabb, de könnyebb elbillenteni a gépet. ) Ha nagyobb távra kell mozgatni és sietsz akkor inkább kérj kölcsön egy békát.
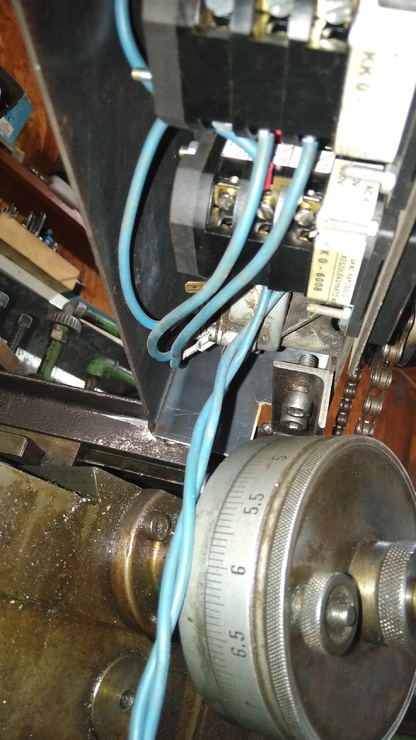
Köszi,de akkor ez nem általános! A gépkönyvében (15.oldal) külön utal a furatokba dugott rúddal történő emelésre.Én személyesen is megmértem a furattávolságot,csak elveszítettem.A képen látható alkalmatossággal lesz a rögzítő csavarokról leemelve és egy kerekes kocsira ráengedve,mert igen nagy távolságra kellene bonyolult útvonalon görgőzni.A pontos furattávolság hiányában így állíthatóra kellett készíteni.
Nem véletlenül nem találod az adatot, az emu200 gépen nincs daruzáshoz kereszt furat. Az ágyazat két prizmája között bújtass be hevedert és a két végét akaszd a darura. ( Az ágyat keresztben ne kösd át mert a vonó és vezérorsó bánja.)
Itt egy link, megcsináltam működik. Azt hiszem csak a késtartóba tett anyagba fúrtam bele, és utána kicsit 1-2 fokra elforgatva a késtartót, raktam bele a vágót. rotációs hatszög vágó
Készítettem magamnak, egy a videóban használt hasonló készüléket, egyszerűbb mint gondolnánk. Röviden, két részből áll, egy csapágyház amiben forogni fog a megfelelő nyomótüske, ez a csapágyház oldalról két csavarral össze van fogva a szegnyeregbe helyezett résszel. A két alkatrész valamelyikét ferdére kell marni pár fokot. Akkor a szerszám kissé ferdén fog állni a gép főorsójához képest. A nyomó szerszámot befogjuk a csapágyházba csapágyazott hüvelybe, majd a szerszám elejét ami ugyan ferdén áll,beállítjuk tengelyvonalba, ugyanolyan hosszú hengeres tüske segítségével{indikátor óra}. Az állítás a ferdére mart oldalon való elmozdulással történik. Ha mind ezt nem tennénk akkor a nem központosság miatt probléma merülne fel.
Egy EMU 200 tulajdonos meg tudná nekem mérni a gépváz hossztengelyére merőlegesen a daruzáshoz kialakított furatok közötti távolságot?( gépkönyvében nincs megadva) S.O.S. még a mai nap gyártanom kell egy segédeszközt de az adatot elveszítettem.
Rengeteg rajzot animációt találhatsz az eljárásról a neten. Lényegében egy támolygó tüskés eljárásról van szó. A szerszám pár fokban alá van munkálva és egy kicsit el van tolva a központtól, ezért mindig csak egy ponton forgácsol. Olyan a mozgása mint néha a ledobott pénzérmének amikor kóvályogva egy gyorsabban rezegve ér le a lapjára. Lehet oszlopos fúrógépen is dolgozni így: