Nem szép, de elfér az ott. Gondolom, a kódgenerátor teszi oda minden blokk elejére és nem kizárt, hogy meg is van az oka. Ha kiveszed a kódból akkor is rosszul működik, úgyhogy ez most teljesen lényegtelen.
Megkaptam, kipróbáltam. Tényleg nem jó. Program indítás után elsőre mindig stabilan elrontja. 1.2044-1.2046-os verziókkal néztem, ez elégnek tűnt. Ha nem rögtön Start-tal indítod, hanem soronként mész, amíg az M3 utáni M11 is lefut, majd itt nyomsz Start-ot, akkor elsőre is jó.
Egy elég rendesen lerövidített, de a tesztnek megfelelő kódot belinkelek ide, ha Balázs is olvassa, legyen mivel kipróbálnia.
Szervok hangolasat addig modositsd amig minden tengelynel adott gyorsulasi es sebesseg ertekekkel a hiba/lemaradas/ ugyan annyi hosszmertekre atvaltva.
A teszt verziók közül az 1.2046 a legfrissebb. (Lásd #4492 hsz.) Ebben pont egy lézeres probléma javítása is volt, úgyhogy nézd meg. Te hányas verziót használsz? Ha nem titok, akkor küldd el a kódot, hátha abban van valami, amit nem szeret. Én most megnéztem 1.2046-tól visszafelé 1.2040-ig de nem láttam a jelenséget. Ez semmit nem jelent, ha nem ugyanazzal a kóddal teszteljük.
Nekem olyan kérdésem lenne. Uccnc-nél melyik verzió amelyik lasernél teljesen tökéletes? Most nem vagyok a gépem közelében, nem tudom pontosan melyik verzió van fenn. De úgy járok minden égetés előtt g-kódnál az m3 benne van progi elején, de viszont csak a második m10 utáni részt kezdi el égetni, ha nyomtam egy program elejére ugrást, akkor egyből jó volt, de ha a progi elején a zárójeles szövegről indul, az m3 elől, akkor nem kapcsol, mi lehet a gond? Valaki taálkozott ilyennl?
Mindenkinek köszönöm a hozzászólást! Hasznos volt a számomra, megerősített egy gyanúmat a szervóval kapcsolatban, így azok hangolását újra szemügyre veszem! SVEJK ajánlatát is ellenőriztem, derékszög rendben volt.
Kis méretű körök marása jó teszt bármely CNC gép számára. Nagyon jól megmutatja, ha a gépnek mechanikai gondja, merevségi problémája, lógása van, vagy ha szervós a gép akkor ha a szervók rosszul vannak behangolva. Azért látszik meg jól kis méretű köröknél minden hiba, mert a tengelyeken a mozgás sebessége állandóan változik, hiszen a kör mentén a pálya irányvektora is folyamatosan változó. Ez igénybeveszi a szervókat és a mechanikát is.
Esetleg próbáld meg kiszűrni első körben, hogy a szervók-e a hibásak. Teszteld le jóval alacsonyabb végrehajtási sebességgel és ha úgy jobb lesz a helyzet akkor szinte biztos hogy a szervók okozzák. Illetve ha a szervóknál lehet nézni, mérni a követési hibát, akkor azt is ellenőrizd.
dezsoe | 2934
2017-11-04 19:50:19
[4584]
Az USB-s cuccot hagyjuk, nincs értelme egy csomó pénzért teljesen felesleges és megbízhatatlan eszközöket venni. A linkelt kütyü is nagyon korszerű: már van hozzá XP-s driver is, nem semmi! Lehet, hogy billentyűnek, egérnek jó, de könyörgöm, ne kössük már rá a kedvenc gépünket!
A kapcsolóknál elvesztettem a fonalat... Miért ne lenne jó, amit rendeltél? Mi bizonytalanított el, és pláne miért?
Nem lehet egyszerű derékszögelési probléma? Tapints végig X-Y-ban egy derékszögű vonalzót. Vagy fúrj le egy 100-100-as négyszög sarkaiba és mérd meg az átlókat.
Olvasgattam vissza kicsit, néhány nap alatt lett pár hozzászólás!
usb rj45 ről csak amit olvasgattam- Nálunk van több ilyen cucc de csak azért van átalakító mert messze kb 6-7M re kéne egeret és billt rakni és oda vissza alakítjuk, de csak USB miatt!
Valami infó majd jól jönne mert már úton van sok cucc a kézivezérlőhöz:D
köszike
martonsmt | 20
2017-11-04 18:42:59
[4580]
Hát nem tűnt fel soha a MACH esetében, bár nem is vágtam előtte méretpontos alkatrészeket, lehet, hogy ezért nem tűnt fel. Arra gondoltam, hogy még valamit nem állítottam be esetleg! Holnap vissza állítom MACH-ra és kipróbálom.
Sajnos a G61 nem segített ez az exact stop mód. Bekapcsoltam az UCCNC menüjében is, szaggatott módon végig megy, mert így nem konstans, de az eredmény ugyan az, tojás alak.
Ránézésre a gép az adott helyen mechanikailag csuklik, tehát valahol valami göfeség van, ettől még visszatérhet ugyan oda ahova indult, mert szoroluni nem szorul meg, csak mintha lenne benne egy sín váltó
Szükségem lenne a segítségetekre! Nemrég átálltam én is UCCNC programra és meg kell mondjam alapvetően megvagyok vele elégedve!
De akad itt egy kis probléma, nem sikerülnek a körkivágásaim. Kérem ,hogy adjatok ötleteket mert én már belefáradtam, nem találok mechanikai hibát akárhogyan tesztelem a vas részét. A tengelyek annyi utat tesznek meg amennyit beírok, a visszatérések kiórázva mindig jók. A pályakövetési beállítások a gyári értékek.A szervók SNECI féle DC vezérlők.
Lehet ez valami beállítás még? Vagy valami elkerüli a figyelmemet?
Üdvözlök minden fórum társat! Köszönöm és örülök,hogy itt lehetek! Érdeklődni szeretnék ,hogy a lenti YouTube linken látható Mach 3 magyarosított felületet hol lehet beszerezni vagy letölteni?
No, igen, ezt akartam megkeresni. Ez viszont tényleg nem leválasztós. Egy ideje túrom a guglit, de eredménytelenül. Létezik, hogy senki nem gyárt ilyet? Mondjuk, nem egy nagy művészet megépíteni, csak csodálkozom, hogy nincs a piacon. Az egyetlen, amit találtam és nagyon dicsérik az ez a kártya, az UB1. Ebbe beledugod az UC300Eth magot és az LPT1-2-3-at kifejti leválasztva. Csak egy kissé borsos az ára. Talán egyszerűbb megépíteni egy optós kártyát a tizedéért...
Az opto lassúsága csak akkor érdekes, ha pl. főorsó enkódert akarsz rákötni. Mivel I/O triggert írtál, gondolom, hogy nyomógomb vagy valamilyen érzékelő megy rá, nem gyors cucc. Valahol az angol fórumon írta valaki, hogy milyen kártyát használ bemenethez, majd este megpróbálom megtalálni. (Nem túl régi hozzászólás, szerintem az utóbbi két hónapban volt.)
Már keresem egy jó ideje, nézzem tovább. Visszatérve a tegnapi opto csatolt bemenetekre az elképzelhető, hogy lassú lenne az optocoupler a uc300 100khz hez és ez okoz gondot?
Ez nem jó. Olyat keress, amiben a 2-9-es lábak is bemenetek.
Előzmény: Törölt bejegyzés
Törölt felhasználó
2017-11-02 14:52:57
[4554]
Uc300eth milyen leválasztó kártyát tudnátok ajánlani ? Elsősorban 1# 4# 5# portokra gondolok (bidirectional) Lpt kiosztású egy natur pl ilyen gondolom nem jó
kapcsolási rajz sajnos nincs 2db nagy sebességű opto input van az egyiket néztem a másik kitudja, de neki fekszek pihent erővel hátha valamit benézek. Köszönöm az észrevételeidet!
Akkor sajnos nincs ötletem. Illetve annyi, hogy egy műszerrel végig kéne nézni, hogy hol tűnik el a jel. (Optocsatoló előtt, után, kimeneten, UC300-on stb.) Jobbat nem tudok. Kár, hogy csak a nagysebességű opto van foglalatban, ha esetleg az opto-kkal lenne baj.
illetve mindkét kártyán az összes be és kimenet jól működik kivéve a említetteket nem sikerül életre kelteni, esetleg van valami módja hogy tesztelni lehessen?
Elkészültek a makrók. Meg lehetett volna kicsivel egyszerűbben is csinálni, de ahogy megírtam, úgy rugalmasabb, mert amelyik bemenetet nem akarod használni, oda portra és pinre 0-t írsz. (Így a második makrót például esztergához be tudod úgy állítani, hogy csak a 0-s, az X és a Z legyen aktív.) A bemenetek feldolgozása azért van így, hogy a tekerő köztes és kontakt hibás állapotaiban ne kapcsolgasson feleslegesen. Amúgy is csak akkor vált, ha a bemenetek állapota és a pillanatnyi beállítás eltér. Mivel az eltérést figyeli, a program induláskor rögtön beáll a bemeneteknek megfelelően, ahogy akartad.
Mindkettőt be kell állítani macroloop-nak, automatikus futással.
Az első a lépést változtatja:
// ================================================================================================// Mxxxxx - Macroloop: Yaxley olvasás - lépés // ================================================================================================ // "A másik Yaxley 3 állású és kiválasztja a 0,001, 0,01 és 0,1 léptetést az MPG-nek." // ================================================================================================
int GetLEDNumber(int port, int pin) { int LED = -1; switch (port) { case 1: LED = pin; break; case 2: LED = 68 + pin; break; case 3: LED = 85 + pin; break; case 4: LED = 102 + pin; break; case 5: LED = 119 + pin; break; } return LED; }
const int modeCont = 145; const int modeMPGMulti = 154; const int axisX = 155;
// =============== Gomb konstansok
const int btnCont = 161; const int btnMPGMulti = 228; const int btnAxisX = 220; const int btnAxisY = 221; const int btnAxisZ = 222; const int btnAxisA = 223;
// =============== Bemenetek - Port, pin, negálás
const int portCont = 1; const int pinCont = 12; const bool negCont = false;
const int portMPGX = 1; const int pinMPGX = 11; const bool negMPGX = false;
const int portMPGY = 1; const int pinMPGY = 15; const bool negMPGY = false;
const int portMPGZ = 0; const int pinMPGZ = 0; const bool negMPGZ = false;
const int portMPGA = 0; const int pinMPGA = 0; const bool negMPGA = false;
// =============== Bemenetek - LEDek
static int ledCont = -1; static int ledMPGX = -1; static int ledMPGY = -1; static int ledMPGZ = -1; static int ledMPGA = -1;
int GetLEDNumber(int port, int pin) { int LED = -1; switch (port) { case 1: LED = pin; break; case 2: LED = 68 + pin; break; case 3: LED = 85 + pin; break; case 4: LED = 102 + pin; break; case 5: LED = 119 + pin; break; } return LED; }

 Miért ne lenne jó, amit rendeltél? Mi bizonytalanított el, és pláne miért?
Miért ne lenne jó, amit rendeltél? Mi bizonytalanított el, és pláne miért?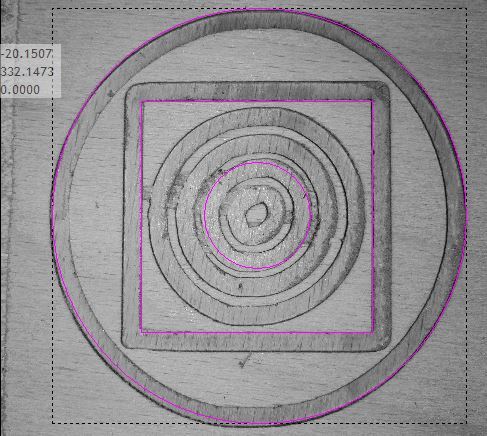
 Ez az! Köszi!
Ez az! Köszi!