Valószínűleg azok a bizonyos" kényszerek" alkotnak olykor megmagyarázhatatlan amorf rajzolatot egy mozgatás, vagy átméretezés során. A méretezés amúgy adott volt corelben is, mi több, nem okozott gondot, ha két összekapcsolt egyenes / görbe vonalat kellett elmozgatni. Rengeteg rajzot készítettem, köztük a 2000db-os puzzle kivágót , ami csak x irányban volt szerkesztbe, de elforgatva az y tengelyre már megalkotta a teljes rajzolatot. Ezt itt már nem merném bevállani Persze, nem rajzoló program
Végül is az origóból húzott egyenes megadja az adott értéket, csak lehetőséget nem találtam annak a rajzon való rögzítésére. De ez is már egy fél megoldás. Csak ugye nem figyeltem, mikor az íveket rajzoltam, hogy két checkbox jelenik meg, hol egymás mellett, hol itt-hol ott, az egyikben a rádiusz hossz, a másikban az adott szög érték.
sanyi | 1926
2020-06-08 13:08:22
[1804]
Szia,
Egy rajz sokat segítene. A Fusionban két egyenes között lehet szöget mérni vagy megadni hogy mekkora legyen. Mivel ez nem egy rajzprogram mit a Corel ezért itt mindent méretezni, kényszerezni kell. Mindaddig amíg a vonalak, ívek kékek szabadon mozgathatók, de a kényszerezést megtartja. Ezért lehetnek "furcsaságok" mert a Fusion tartja a kényszereket akkor is ha átméretezel egy szakaszt ami így teljesen megváltoztathatja az alakzatot. Persze ez nem csak a Fusionra igaz szerintem az összes többi így működik.
A lényeg, hogy nem csak mérni lehet, hanem meg is adhatod mennyi legyen.
A tengelyekhez nem tudsz mérni. Ha jól értem akkor két szöget kellmérned ahhoz legalább 3 egyenes kell.
Évekkel korábban corel-ben készítettem a 2d-s rajzokat, ami lényegesen egyszerűbb, és kezelhetőbb volt, mint az autocad. Fél éve próbálkozom F360-al, de sokszor a hajam tépem, amikor egy már meglévő egyenest, vagy görbevonalat akarok átméretezni, majd valami égtelen baromság kerekedik egy rossz egérmozdulat kapcsán. Nem tagadom, hogy vannak előnyei, mert a 2 6 3D-s vizuális megjelenítés hatalmas előny, de egyelőre a számos hátrány nem tett " szerelmesévé". Amúgy a kérdésem valóban kissé túlbonyolítottam a felesleges sallanggal, de végtére is kihámoztátok amit szerettem volna. Most már csak az a kérdés, hogy matekozás nélkül megkapom-e azt a kezdő szöget, amit a sugár 0 foktól kellene mérnem úgy, hogy ott nincs végpontja az ívnek. Vagy oda is húznom kell egy plusz egyenest? Toni
Ahogy Zozo is írta az így nem fog menni. Kell két segédvonal az ív középpontja és az ív végpontjai között mivel az ív végpontjának nincs önmagában íránya. Ha eseteleg érintő mentén csatlakozik két vonal a végpontokhoz akkor is tudsz már szöget mértni.
Esetleg amikor az ívet létrehozod ott is meg lehet adni a szöget ha az ismert.
Nem teljesen világos a kérdésed, de az ív középpontjából húzzál egyeneseket az ív végpontjaihoz. Az egyenesek egymáshoz, vagy bármely más egyenes vonalhoz képesti szögben állását tudod mérni a measure opcióval. Csak a kívánt két egyenest kell kijelölni.
Kérdésem a következő volna hozzátok: Egy rajzolt ív kezdeti, és vég szögét szeretném megtudni, aminek 0 fok poziciója a tengely vonallal párhozamosan, de nem a tengelyen helyezkedik el. Értelem szerűen az origó is ezen a vonalon. Milyen opcióval tudom megkapni a két szöget? Egyelőre csak a rádiuszt tudtam skálázni Toni
Nagy Csaba | 176
2020-05-11 08:38:22
[1799]
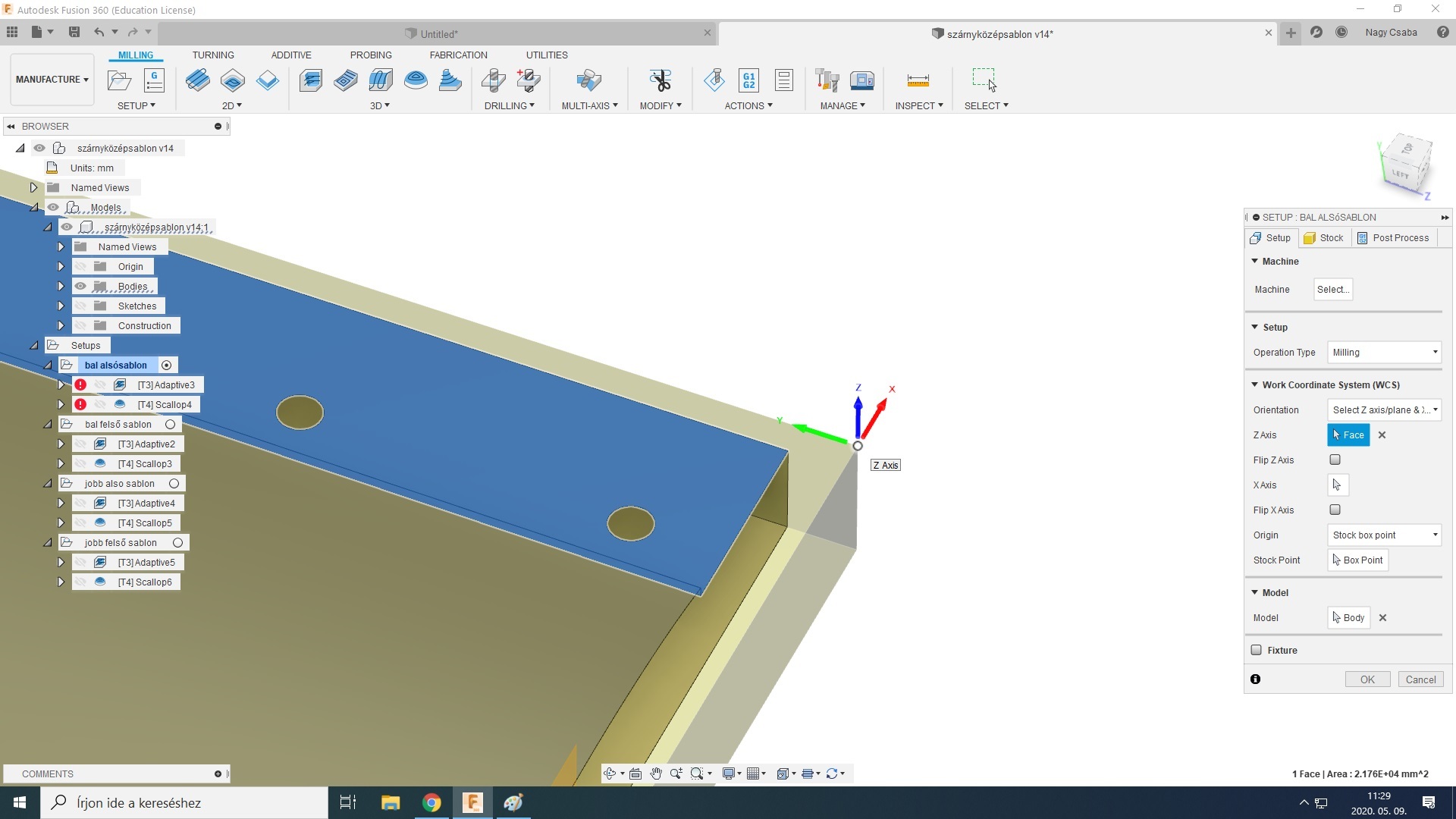
Valóban nem volt helyesen lenullázva a Z, nem fusion bajom volt! köszönöm.
mivel az összes problémám elhárult . Ezért bátorkodtam ma indítani egy mdf marást. 22 mm anyag alátettem egy 12 est. kicsit eltoltam a rajzom mert véleltelen 3 mm magasabb lett mint a 22 mdf gondoltam nagy baj nem lehet a 3 mm belemarja az alattalévő 12 esbe. A camben fix size boxot adtam meg amekkor a valóságban az anyagom és stock box ponttal az egyik sarkát állítottam be nulla pontnak. Lenulláztam a szerszámot mach 3 ban y -x irányban, majd vettem egy érintőt a szerszámmal az mdf tetején és ( elvileg nulláztam is ) majd ráindítotam a marásra és valamiért el volt az egész csúszva negatív irányban vagy 15 mm el de csak a z tengely. Jól csináltam minden beállítást a fusionban? A szimuláción jónak tűnik, a mach 3 oldalon keressem a hibát tovább ?? köszönöm
oistvan | 9
2020-05-08 12:39:22
[1796]
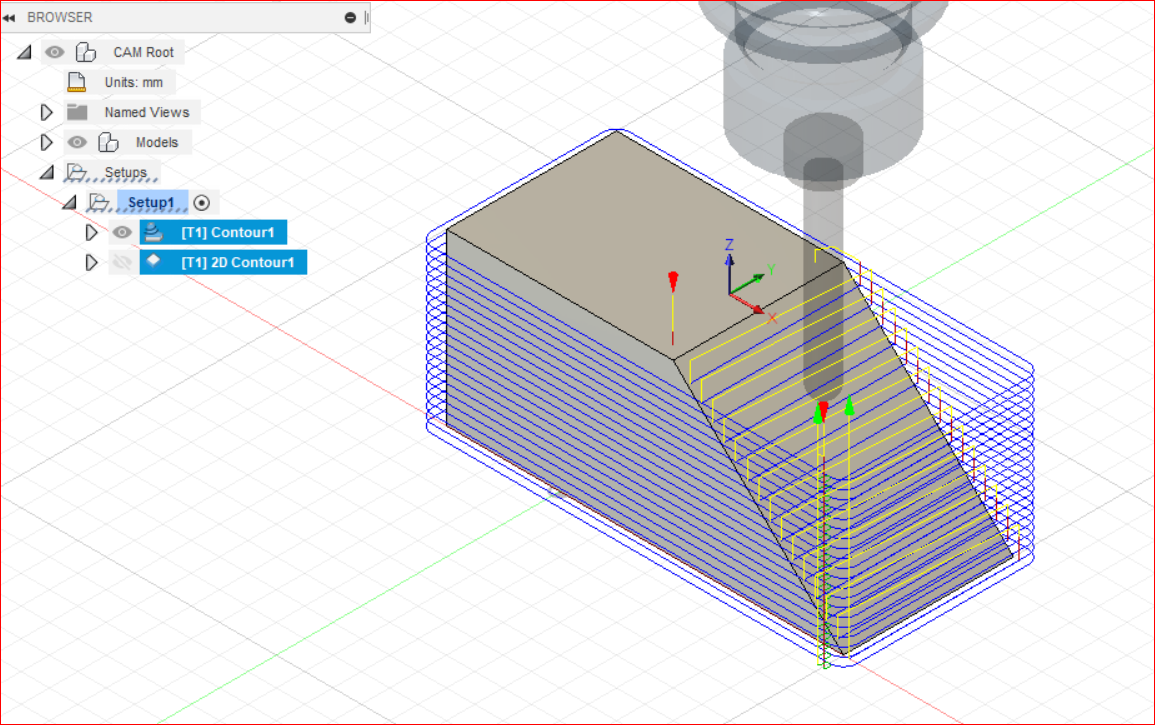
így működik, de akkor sem tiszta. stock nélkül miért csinálja meg a ferde felületet, a többit pedig miért nem?
az adaptive clearing nagyoló megmunkálás, nem? azzal nem célszerű felületet simítani. egyébként nincs valahol élő chat, ahol egyszerűbben tudok kérdezni?
dehát 2d kontúrnál is mozog z tengelyen, hisz fogást vesz . akkor mi az a megmunkálás, ahol felület alapján tudok szeletelő és vagy satír mozgást előidézni?
hát ezaz, ez nekem nagyon furcsa. miért éleket kell kiválasztani, és miért nem felületet? nx-et használtam eddig. ott pl úgy van, hogy lehet felület, él, vagy saját görbe által határolt. egyébként azt sem teljesen értem, hogy a 2d és 3d kontúr miért van külön?
Igen, ALT-al tudsz nem teljes láncolatot, hanem egyes kontúr részeket kijelölni. Illetve ha egy kattintással kijelölöd az egészet, feltűnik a kurzor mellett egy kis "Open Contour" ikon, ott szintén meg tudod csinálni.
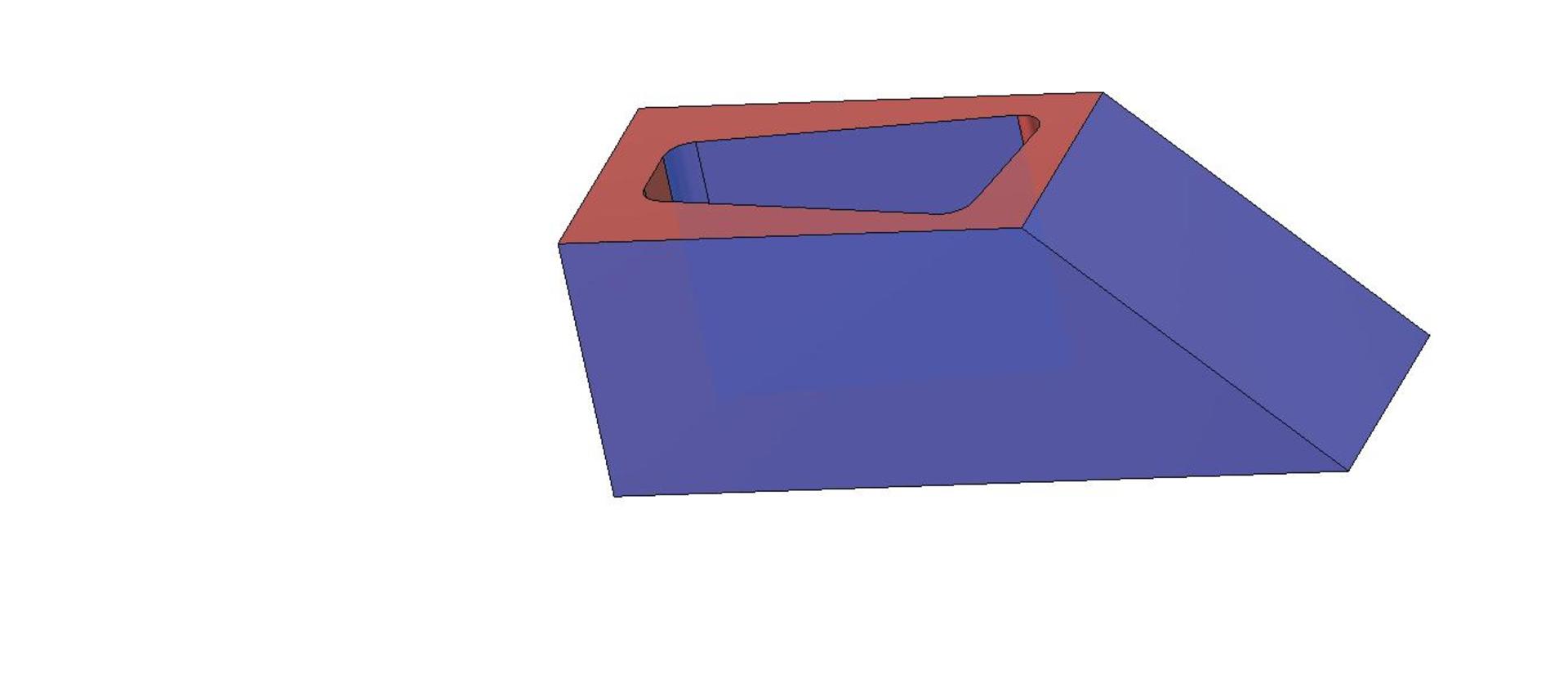
sziasztok. új vagyok fusion 360 témában. olyat lehet csinálni vele, hogy csak kijelölt felületeket marjon meg? pl 3d contourral egy kocka két függőleges oldalát. ha igen, hogyan?
Aknai Gábor | 3191
2020-04-28 15:35:08
[1782]
Arra gondolok, hogy az akár külön, akár egy setup fül alatt lévő marási feladatok, együtt legyenek kijelölve és a posztprocesszorra küldve. Csak így tud M6-ot (szerszámcserét) generálni az egyes feladatok után.
nem kell ám itt semmi extrára gondolni. Csupán annyi a dolgod, hogy a szerszámok szerkesztéseinél bepipálod "manual tool change"-t. Ilyenkor ha az adott szerszám befejezte a G-kód által diktált munkáját, megáll vagy kiáll egy adott pontra (nekem általában fölmegy "Z0"-ra) és ki lehet cserélni a szerszámot, majd Start-ot nyomva kezdődhet a következő művelet. Természetesen ez csak akkor érvényes, ha összefűzöd egy fájlba a marási műveleteket.
Újabb kérdésem merült fel nem tudom hogy kell szerszámot cserélni. készítek egy setupot megadom neki a kezdő pontot a modell box pontot. Egy adaptívval 6 os maróval eltakarítaniám a felesleget ez jó helyen is kezd ahol szeretném. majd készítek egy scallopot 6 ossal. Ezután szeretnék készíteni egy morphot 2 es maróval de nem tudom beállítani neki hogy ott kezdjen ahol a többi. Akkor hogyan is kell nekem a szerszámot cserélni fizikailag? a mach 3 kiáll végpontra az egyes műveletek után kicserélem a szerszámot és továbbot nyomok vagy hogy lehet kivitelezni ezt. Nyilván kezdő vagyok a témában de ezt a testet nem lehet csere nélkül megmarni mert 16 óra lenne 2 es maróval sajnos ..javaslatokat elfogadok mit kéne tennem. Én igy a levegőben a semmiben nem tudom elképzelni a szerszám cseréjét.
Nagy Csaba | 176
2020-04-27 14:44:23
[1778]
feltételeztem hogy van ilyen opció! köszönöm. megkeresem !
a két marási művelet két különálló G kódot jelent, viszont ha azt szeretnéd, hogy a második marási program vegye figyelembe az előző művelet maró átmérőjét, akkor a "rest machinig"-ot kell bepipálni és megadni a szerszám átmérőt. Ilyenkor az előzőleg kimunkált területen nem fog kóvályogni a kisebb maród, hanem rátér a ki nme kapirgált részekre.
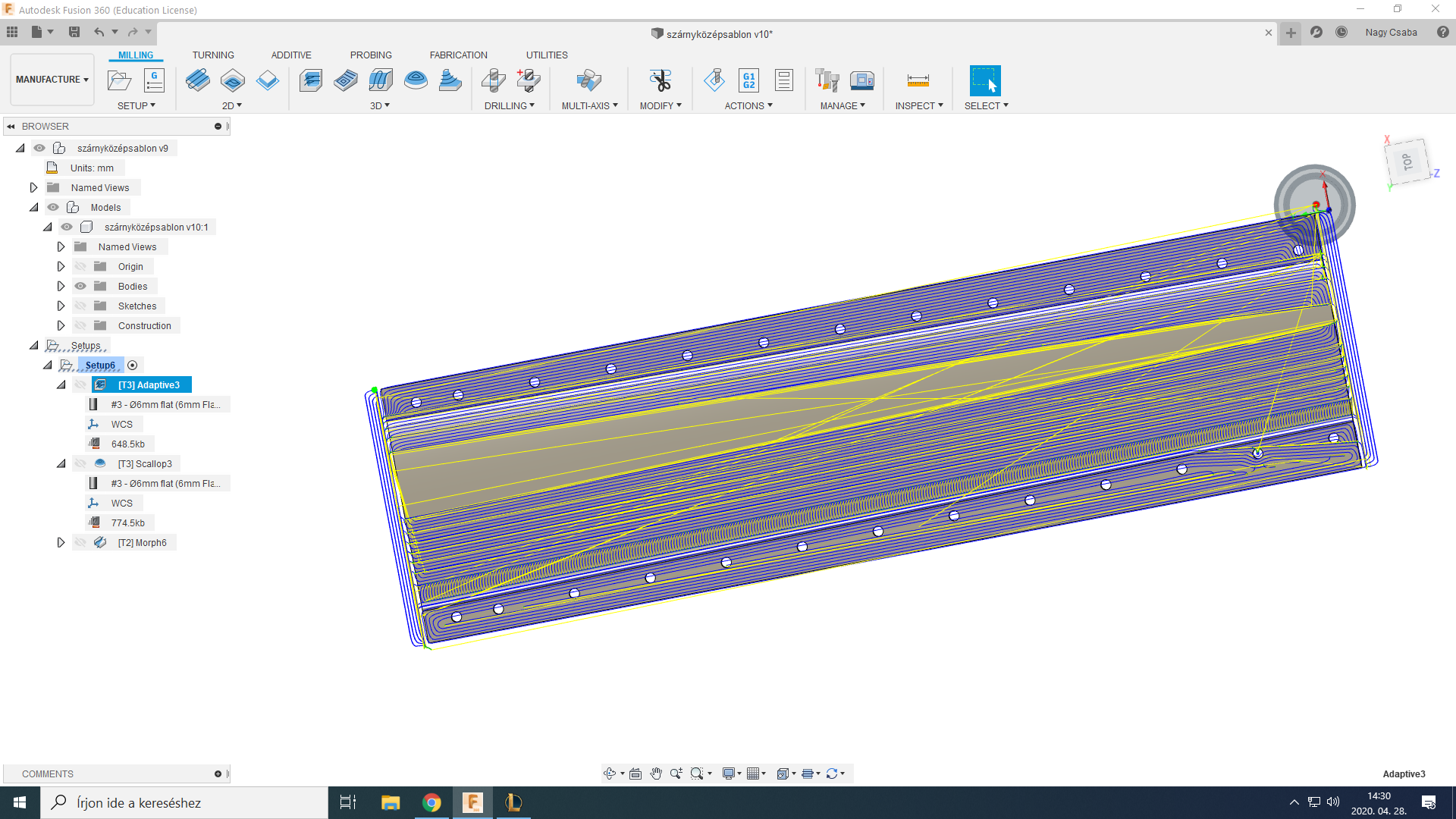
Kicsit összetett a kérdésem de megpróbálom jól megfogalmazni. Készítek egy adaptív clean nagyoló marást es 4 es maróval, utánna szeretnék egy simítót 2 es maróval pl scallop vagy morph al. Több kérdésem is felmerült. ezt a két műveletet össze kell fűznöm valahogy a fusionban vagy ha csak egymás után kijelölöm és úgy postolom G kódnak akkor egybe generálja le? Tulajdonképpen azt szeretném hogy a 2 es maró a lenagyolt részen már ne menjen, csak tovább símítsa. Legutóbb martam egy nútot és a símító is végigmarta amit már az előző kivett. Ha ugyn arra a stock box pontra teszem a kezdést akkor ha egyszer mach3 ban "kinullázom" az X -Y -z tengelyt akkor ha betöltöm a simítót elvileg onnan kéne folytania a marást ahol a 4 es maró bejezezte jól gondolkodom? köszönöm szépen!!
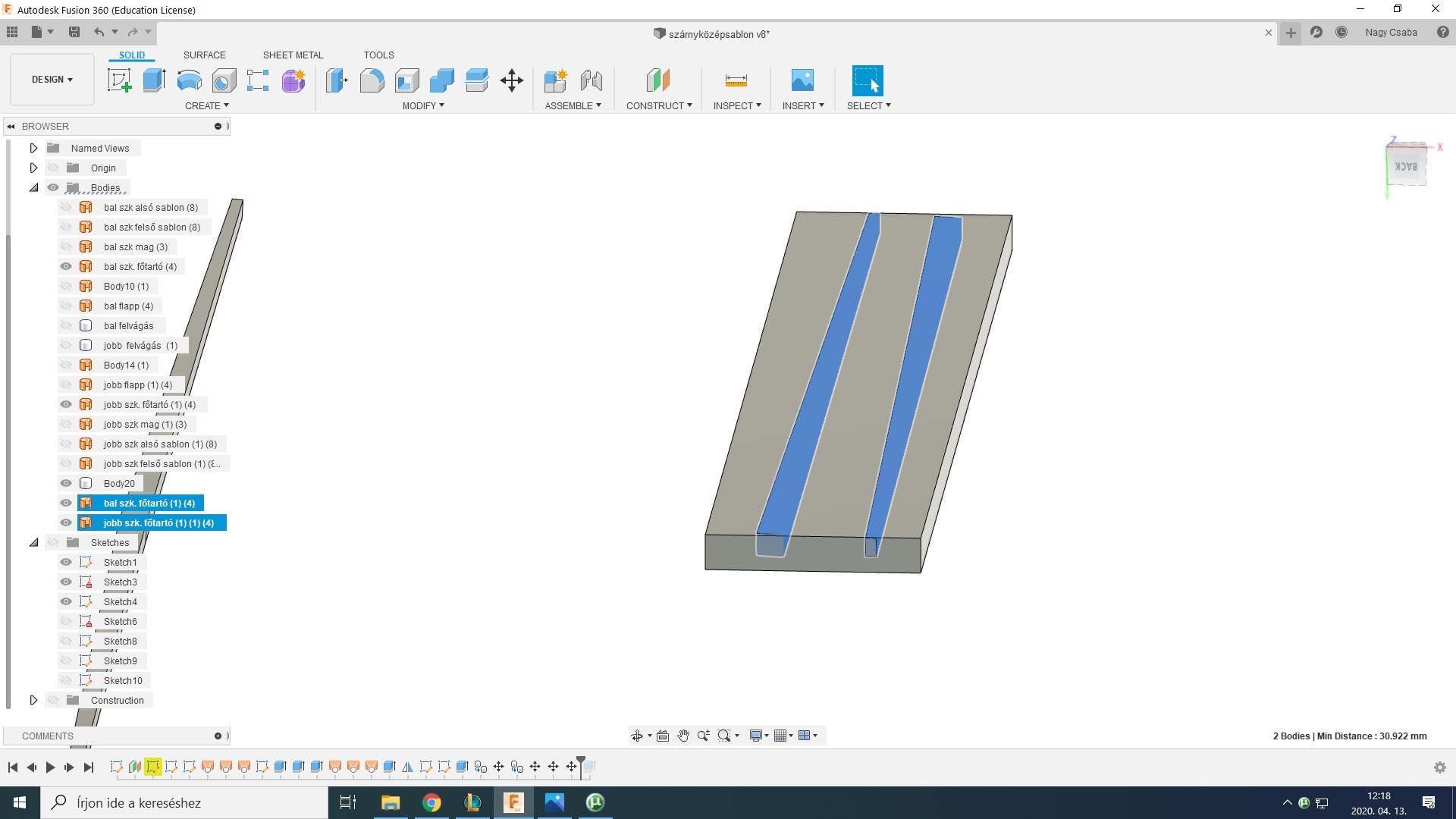
Alapvetőan az a probléma, hogy a "sárgával jelöltek 0 vastagságú felületek és nem 'tömör testek" ezért nem is engedi kiválasztani a loft funkció.
Ha mindkettő "tömör" test akkor lehet kivonni egymásból.
Vagyis neked van 3 felöleted (előlap, hátlap, palást) ezeket a stich funkcióval össze kell ragasztani és akkor már tömör test lesz belőle aminél lehet alkalmazni a combine eljárást.
Nem teljesen értem, hogy miért ilyen módon alkottad meg ezeket az alkatrészeket, mikor a a loft funkció megtalálható a tömör alkatrészeknél.
csak olyan testet enged itt kijelölni ami előtt a fehér karika van ahol a naracssárga azt nem. Nem tudom hogy lehet fehét testet csinálni belőle hogy elfogadja a parancsot azok után..
Segítsetek kérlek. Van egy loft parancsal összekötött badym. ezt a testet szeretném kivágni egy téglatestből. Eddig ezt sok esetben combine al meg is tudtam tenni hogy kijelöltem a két tágyat és cut. De a loftolt testek esetében ezt nem tudom megtenni. Mi ilyenkor a megoldás? köszönöm a hasznos ötleteket.
farkastibor | 670
2020-03-22 18:26:24
[1766]
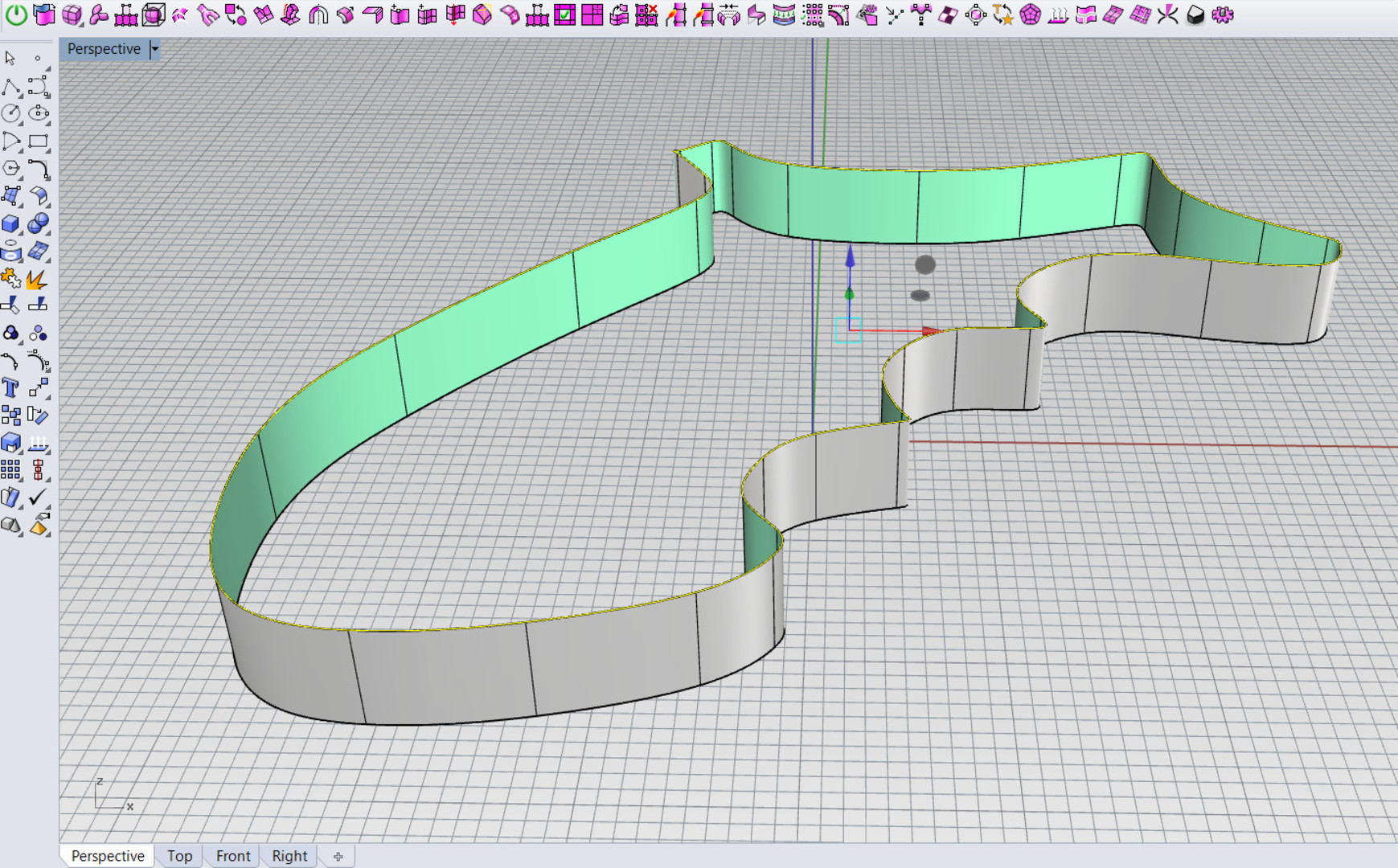
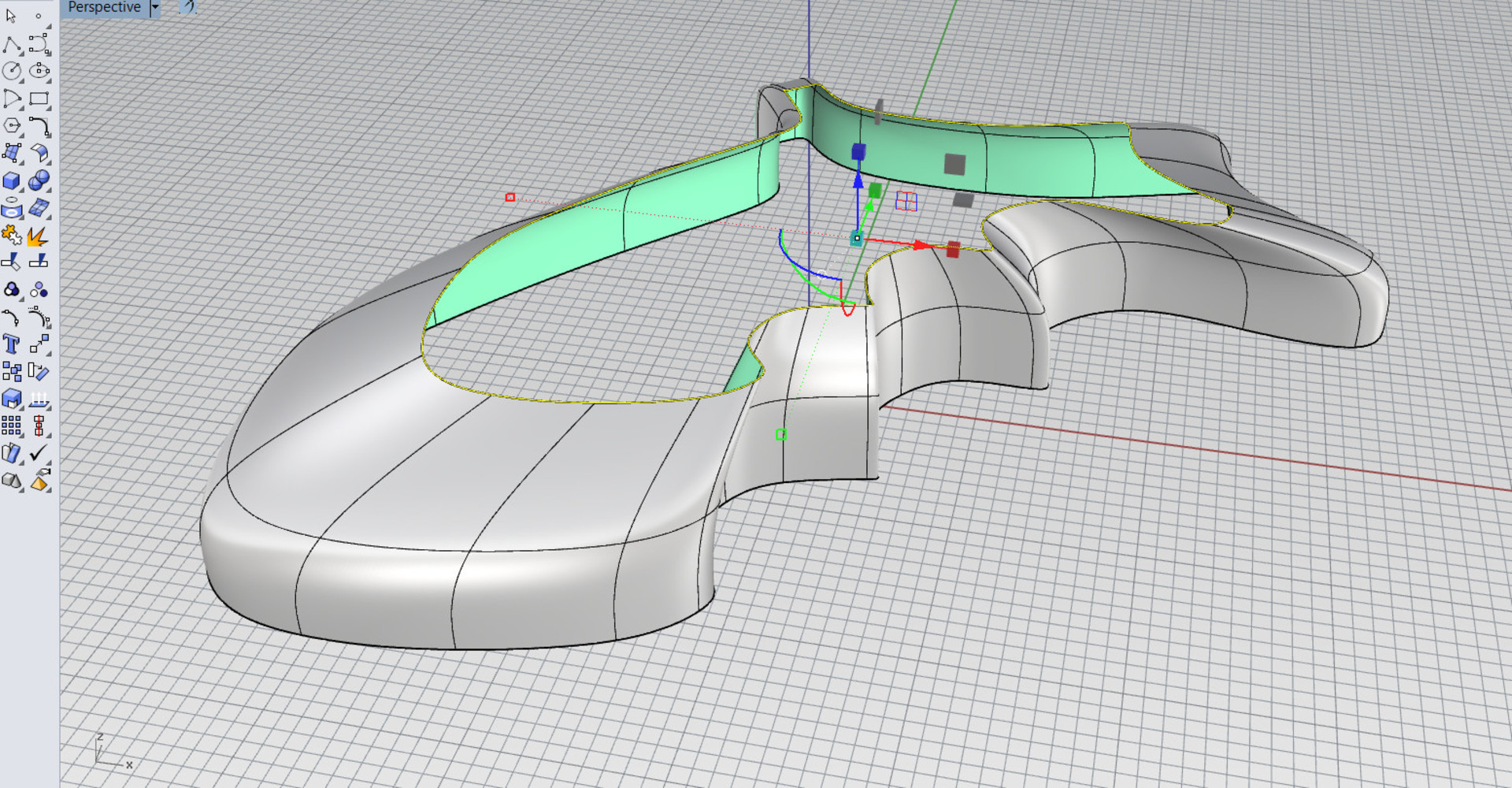
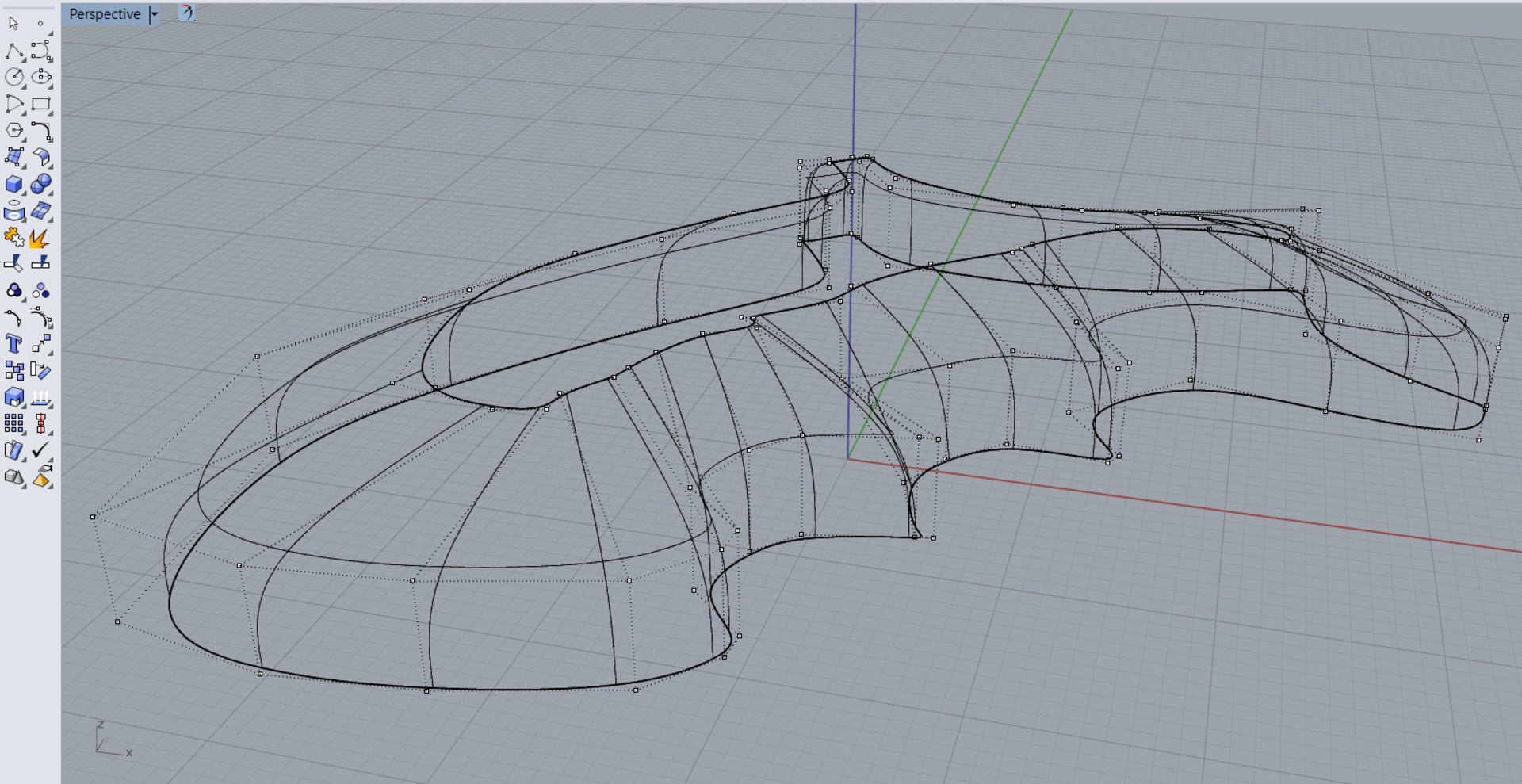
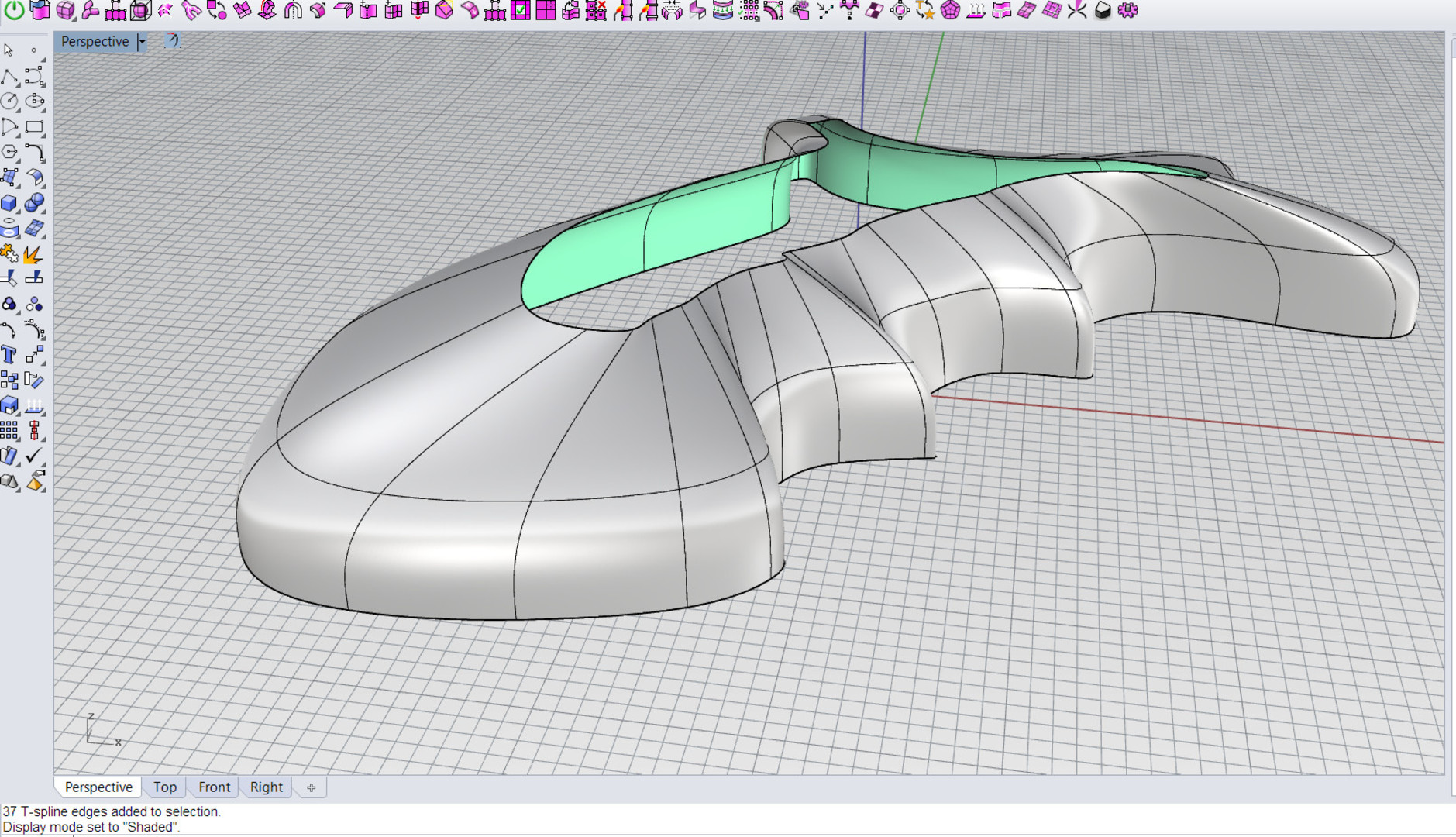
Nem Fusion360 de ez a régi tSplines amit bekebelezett az Autodesk ( a fuknciók szerintem maradtak) egy egyszerű megoldás 1 zárt kontúr létrehozása 2 extrude edge + scale 3 point/edge/face szerkezhetők
faja, pedig úgy látom ilyenkor nem távoli gépen molyol hanem a helyin, legalább is a proci használatból ez látszik hálózati fogalom nulla proci használat vagy 40% -on
Köszönöm, valami ilyesmire gondoltam én is. A problémám csak annyi, hogy készen van a 3D modell a belső kimunkált részekkel kompletten. A próbanyomtatás során is minden a helyén van. Ezt most teljesen újra kellene kezdeni?
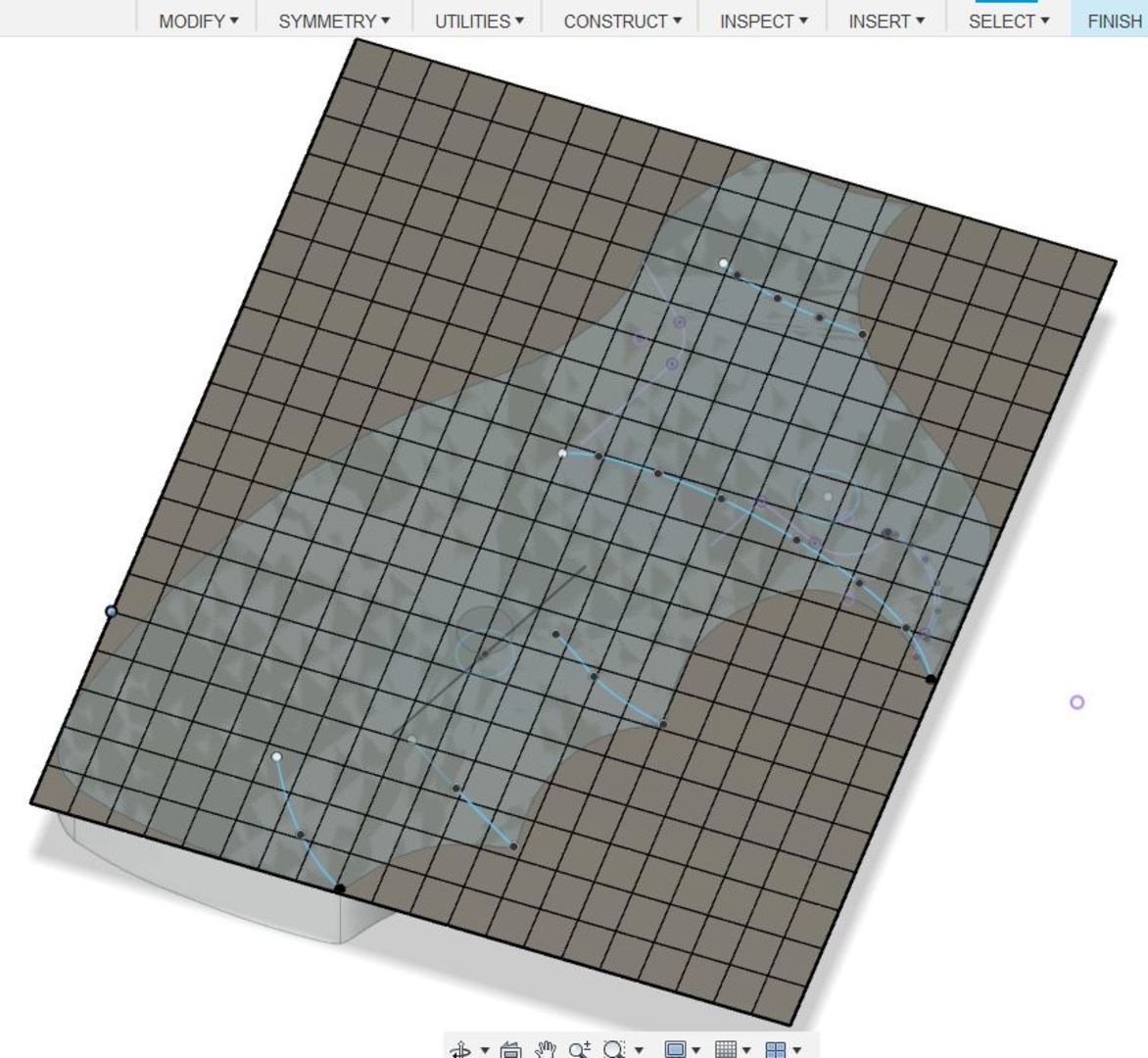
Én nagyon szívesen gyurmáznék a felületen, csak elkezdeni nem tudom. Teljesen úgy kell, mint a videón? Csinálni egy téglatestet és azt benyomkodni a határoló vonalakig, stb? Próbáltam úgy, de az nem lesz kézzel igazgatva teljesen pontos.
Valami módja biztosan van egy kész 3D modell felületét alakítani, de nem jövök rá a módjára. Azt nem hinném, hogy minden esetben újat kell kezdeni nulláról.
Úgy képzelem, hogy a modellre "terítünk egy hálót" és így berácsozva már alakítható.
 Persze, nem rajzoló program
Persze, nem rajzoló program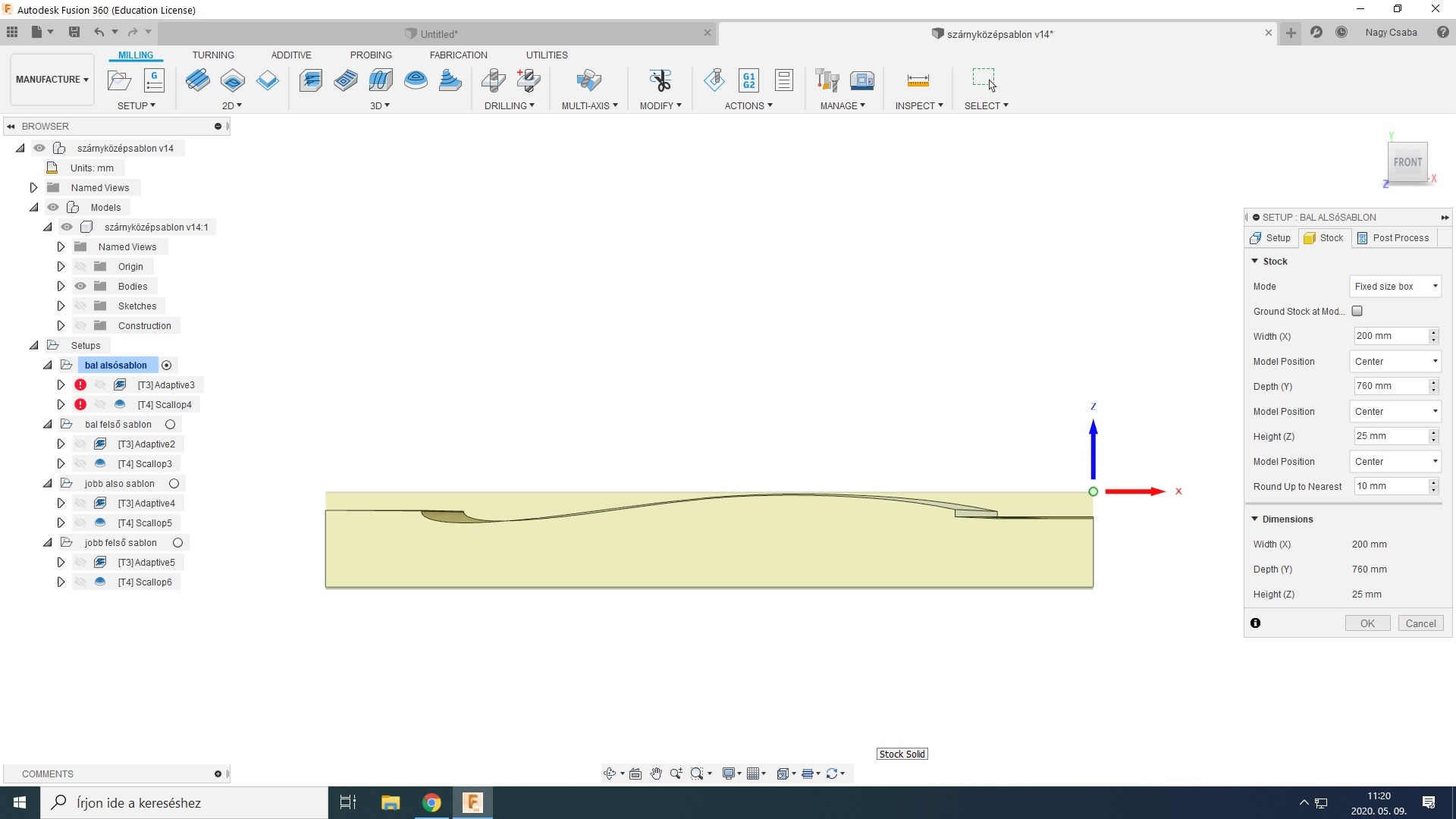

 . akkor mi az a megmunkálás, ahol felület alapján tudok szeletelő és vagy satír mozgást előidézni?
. akkor mi az a megmunkálás, ahol felület alapján tudok szeletelő és vagy satír mozgást előidézni?