|
Előzmény: endolomit, 2022-10-25 21:54:10 [18305]
|
|
Előzmény: nadas, 2022-10-25 10:22:13 [18302]
|
|
Előzmény: nadas, 2022-10-25 10:22:13 [18302]
|
|
Előzmény: endolomit, 2022-10-20 11:32:33 [18300]
|
|
Előzmény: TBS-TEAM, 2022-10-20 08:26:02 [18299]
|
|
Előzmény: endolomit, 2022-10-19 22:21:46 [18298]
|
|
Előzmény: TBS-TEAM, 2022-10-11 18:55:49 [18255]
|
|
Előzmény: Dress, 2022-10-17 11:47:10 [18295]
|
|
Előzmény: Dress, 2022-10-17 11:47:10 [18295]
|
|
Előzmény: endolomit, 2022-10-15 20:14:10 [18290]
|
|
Előzmény: nadas, 2022-10-14 11:50:35 [18274]
|
|
Előzmény: endolomit, 2022-10-16 14:59:42 [18291]
|
|
Előzmény: endolomit, 2022-10-16 14:59:42 [18291]
|
|
Előzmény: nadas, 2022-10-14 14:20:30 [18277]
|
|
Előzmény: Dress, 2022-10-14 20:34:17 [18288]
|
|
Előzmény: Dress, 2022-10-14 20:34:17 [18288]
|
|
Előzmény: Dress, 2022-10-14 20:06:57 [18286]
|
|
Előzmény: Dress, 2022-10-14 20:06:57 [18286]
|
|
Előzmény: farkastibor, 2022-10-14 18:45:12 [18284]
|
|
Előzmény: farkastibor, 2022-10-14 18:45:12 [18284]
|
|
Előzmény: Dress, 2022-10-14 10:21:18 [18270]
|
|
Előzmény: Dress, 2022-10-14 14:56:14 [18278]
|
|
Előzmény: nadas, 2022-10-14 14:20:30 [18277]
|
|
Előzmény: nadas, 2022-10-14 14:20:30 [18277]
|
|
Előzmény: D.Laci, 2022-10-14 11:41:39 [18273]
|
|
Előzmény: endolomit, 2022-10-14 12:00:12 [18276]
|
|
Előzmény: endolomit, 2022-10-14 11:56:18 [18275]
|
|
Előzmény: nadas, 2022-10-14 09:37:20 [18268]
|
|
Előzmény: D.Laci, 2022-10-14 09:48:30 [18269]
|
|
Előzmény: Dress, 2022-10-14 10:21:18 [18270]
|
|
Előzmény: Dress, 2022-10-14 10:21:18 [18270]
|
|
Előzmény: Dress, 2022-10-14 07:56:30 [18266]
|
|
Előzmény: D.Laci, 2022-10-14 09:21:24 [18267]
|
|
Előzmény: nadas, 2022-10-14 09:37:20 [18268]
|
|
Előzmény: TBS-TEAM, 2022-10-11 18:55:49 [18255]
|
|
Előzmény: Dress, 2022-10-14 07:02:23 [18264]
|
|
Előzmény: Dress, 2022-10-14 07:02:23 [18264]
|
|
Előzmény: Dress, 2022-10-13 20:44:52 [18261]
|
|
Előzmény: Dress, 2022-10-13 20:42:45 [18260]
|
|
Előzmény: farkastibor, 2022-10-13 20:01:36 [18258]
|
|
Előzmény: dezsoe, 2022-10-13 20:38:56 [18259]
|
|
Előzmény: farkastibor, 2022-10-13 20:01:36 [18258]
|
|
Előzmény: Dress, 2022-10-13 18:36:35 [18257]
|
|
▲
◊
|

 ???
???


 itt egy újabb szépség, ma találtam:
itt egy újabb szépség, ma találtam:




 )
)

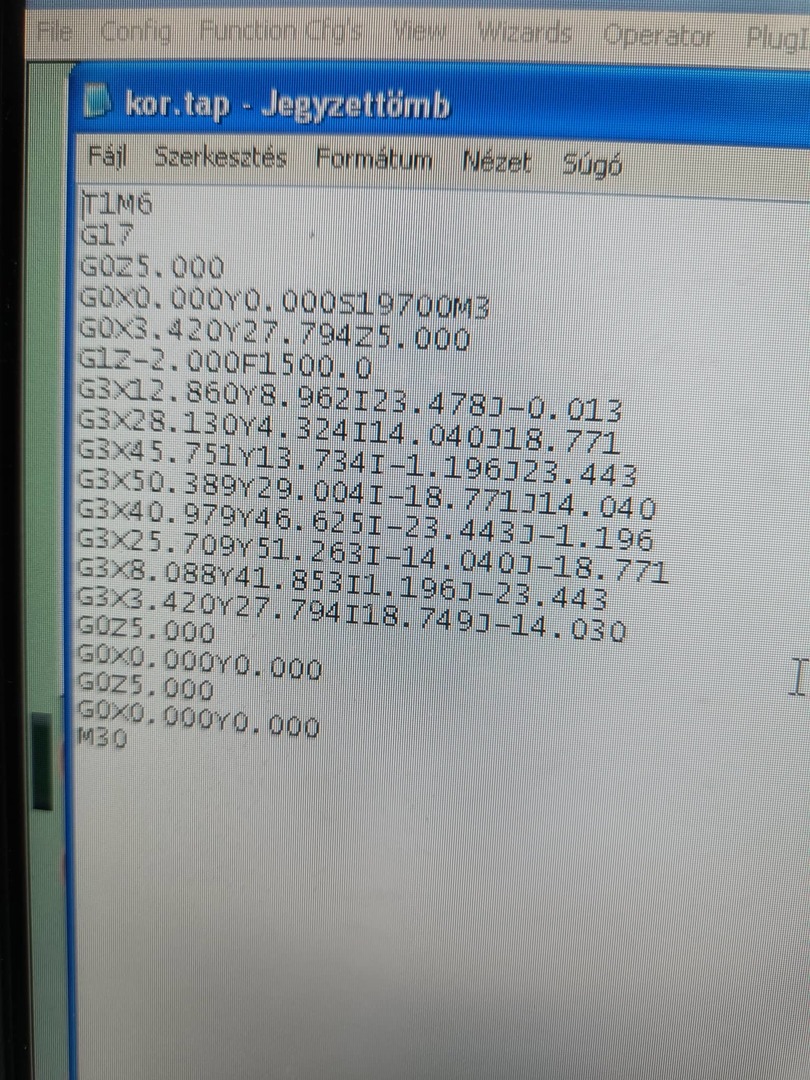
 A videó alapján arra tippelek, hogy a cikkek nem passzolnak pontosan, azért kell megállnia, de ha felmásolod a g-kódot, akkor le tudom futtatni.
A videó alapján arra tippelek, hogy a cikkek nem passzolnak pontosan, azért kell megállnia, de ha felmásolod a g-kódot, akkor le tudom futtatni.