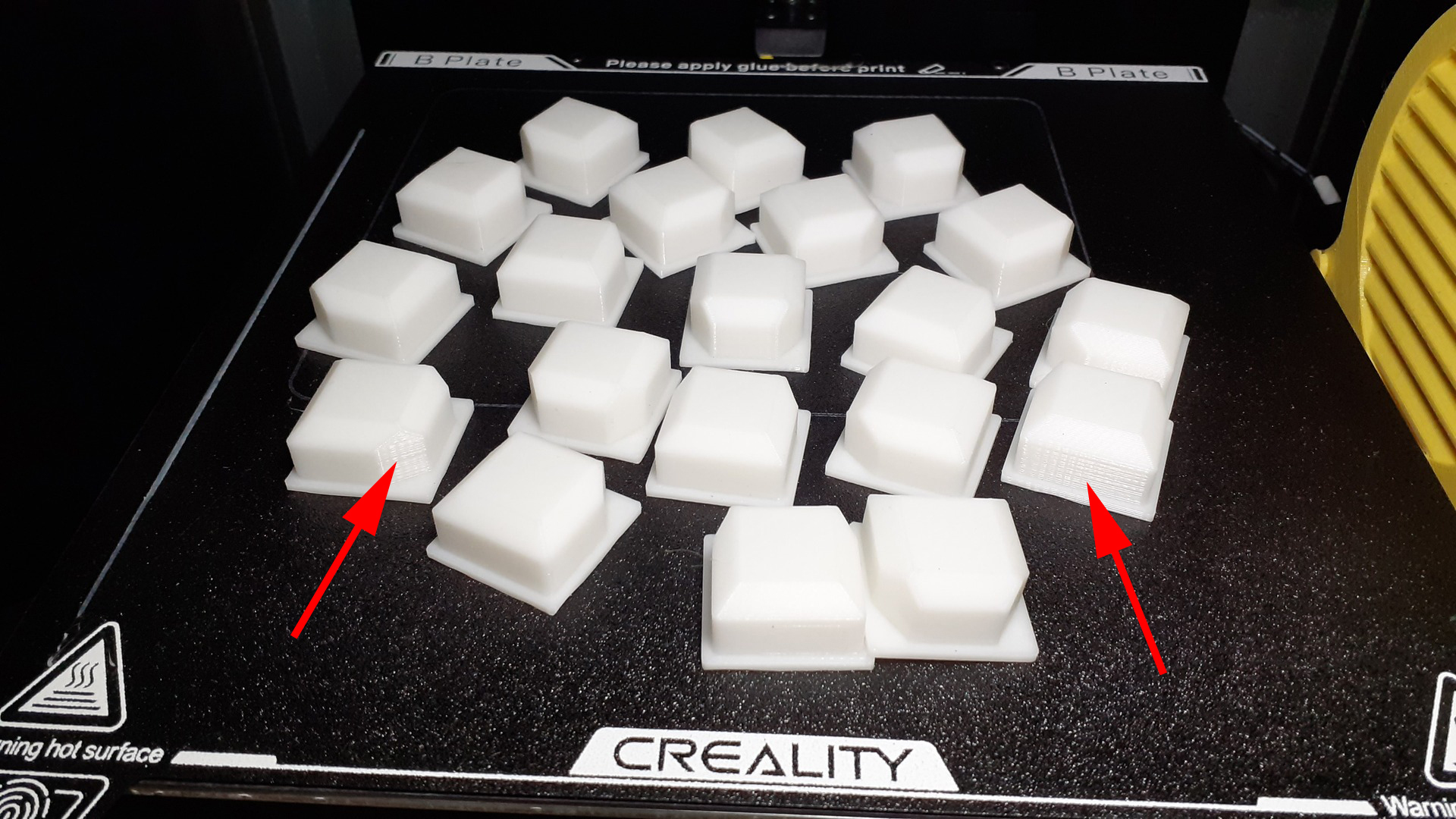
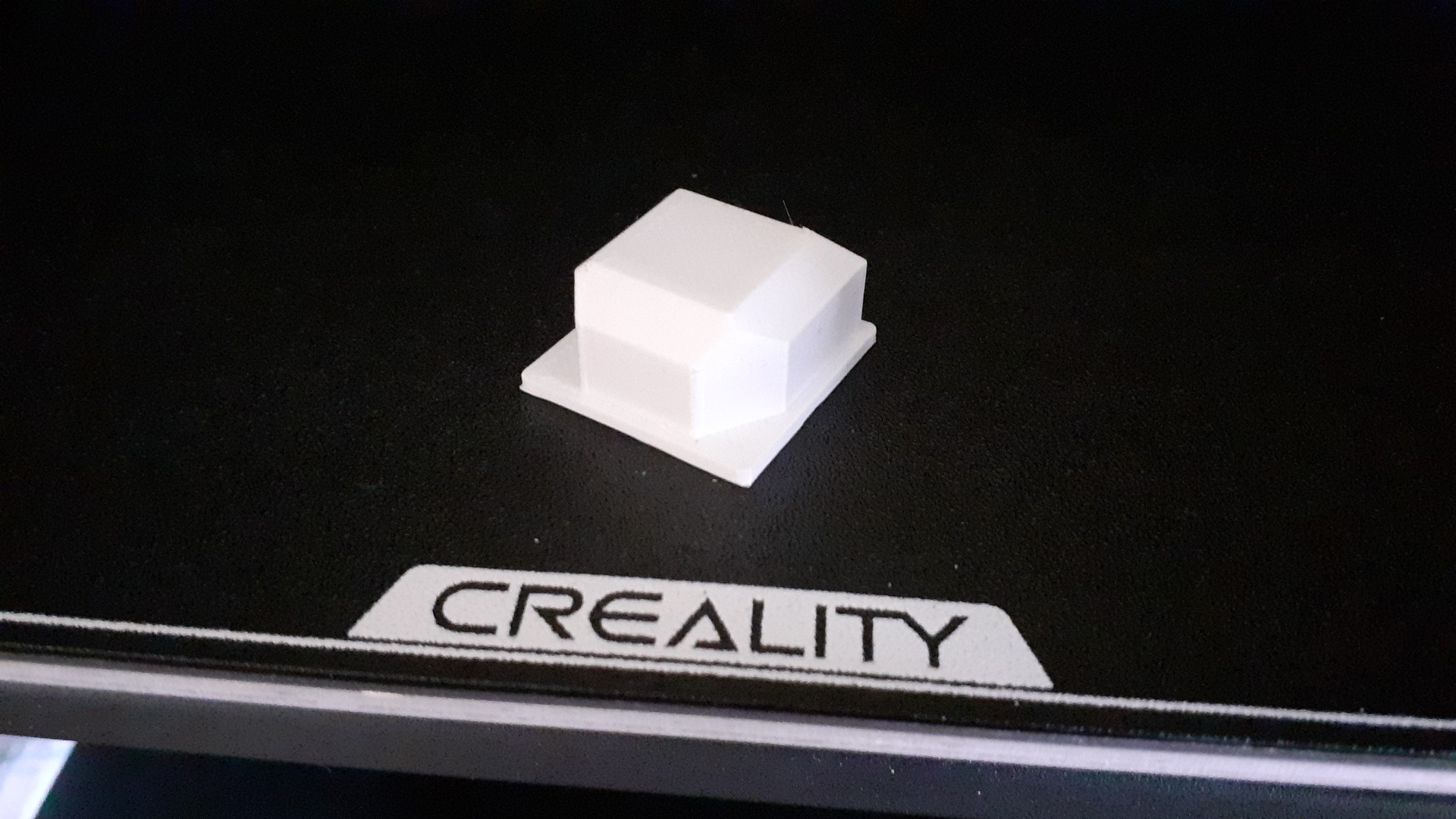
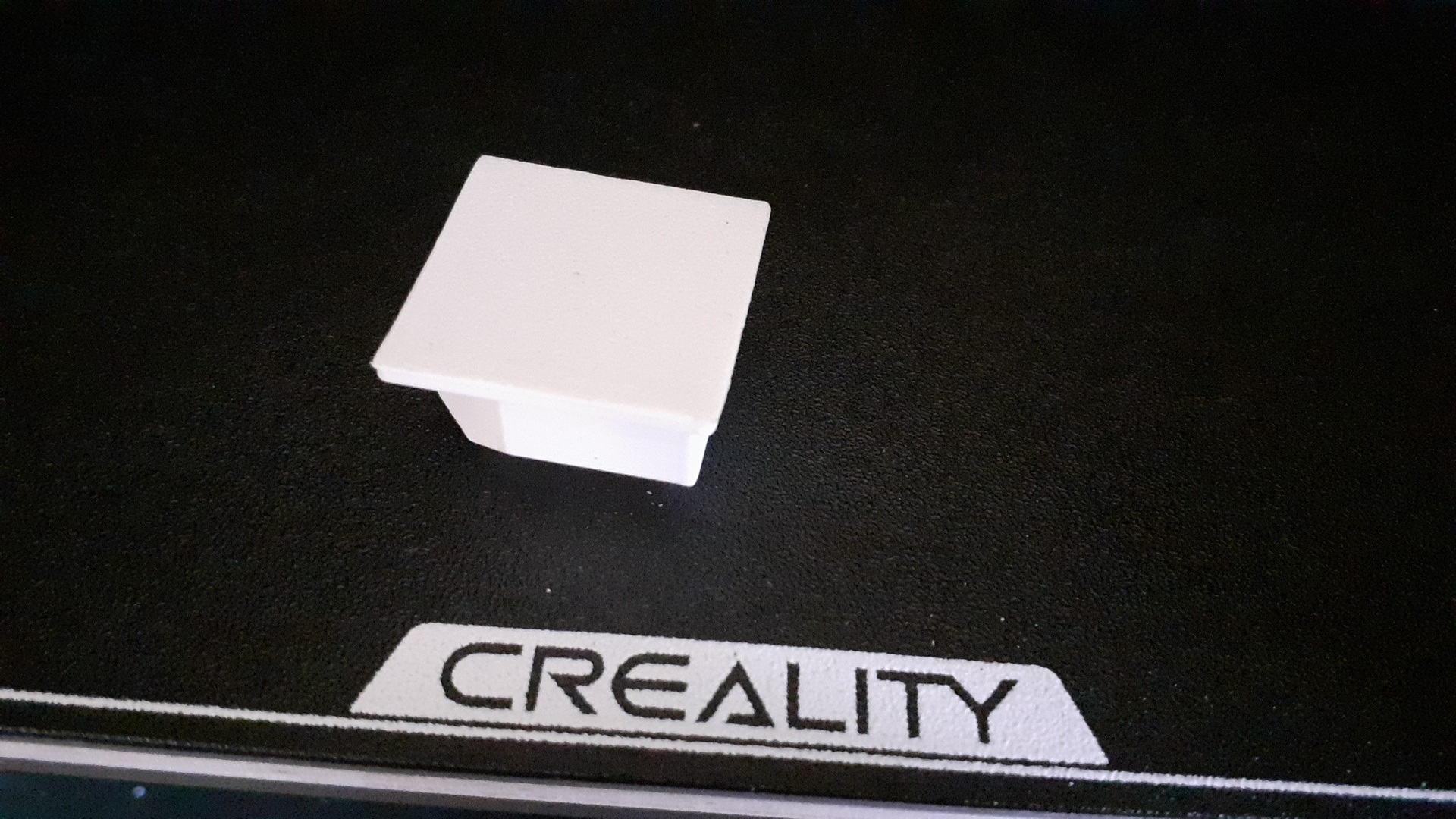
De, lehet "jobban" is! Gyorsan is nyomtam, sok volt a rétegmagasság is...siettem vele. A rétegtapadás így is tökéletes, nem hullanak szét. Oda, arra a célra, pont megfelel(t) így is.
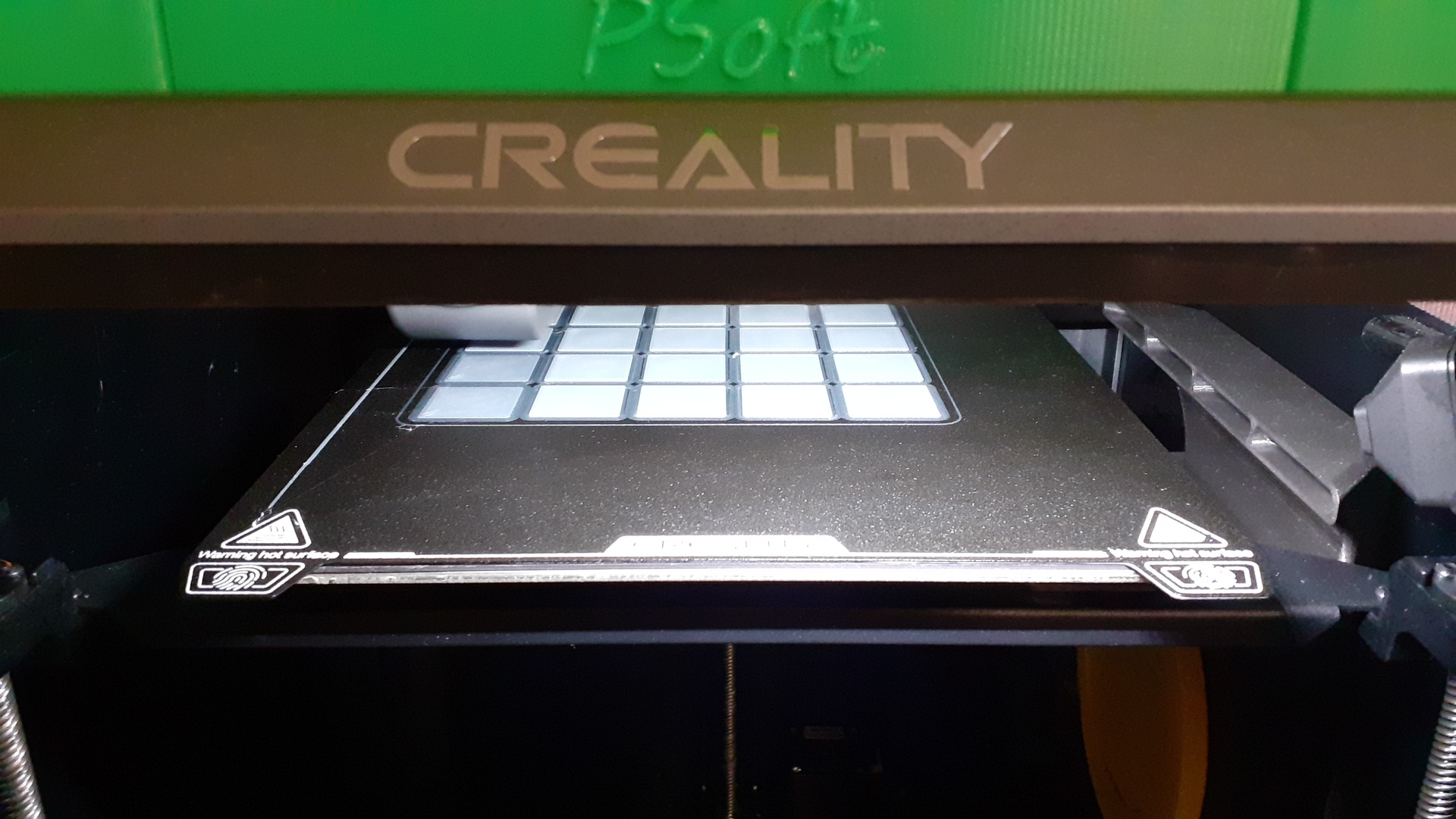
Arra a lapra sosem használok +ragasztót, igen jól tapad rá a nyomat. Ha kihűlt, elválnak a nyomatok a lemeztől, feszegetni sem kell.
Ezt nem lehet jobban beállítani? Miért néznek az oldalai így? Én is nézelődtem erre a gépre, de úgy néz ki üveglapra nem lehet nyomtatni, ragasztót kell használni arra a lapra, azt meg nem szeretem. Anélkül nem tapad?
Köszi a tippet, nézegettem ezt a gépet, teccik nekem is. Viszont találtam egy másik típust Anycubic Kobra S1 combo, aminek a tetején van a filament tartó (egyben szárító is) illetve elvileg 8 színt is tud kezelni. Ha egyszer a hülyebogár beindul...
No, én biztos nem fogom öt évente nézegetni hogy még jól néznek-e ki! Amúgy jó lett a "prototípus", passzos is, no meg...'teccett is a megrendelőnek. Az első húsz már kész, még egy kanyar, azt...elég is lesz.
Nagyon szép lett, a felület is remek, grat! Melyik creality nyomtatód van? Sosem volt még 3D nyomtatóm, de mostanában agyalok rajta, de nem tudom milyet érdemes venni.
25x25-ös fehér műanyag kábelcsatorna... Mint utólag kiderült ehhez a típushoz nincs végzáró elem. A megrendelő meg...kéri a csatornavégek zárását. Pár perc "rajzolgatás"(Tinkercad) , megint pár perc a nyomtatón egy "prototípus"-nak. Aztán majd a megrendelő eldönti hogy 'teccik-e neki. Ha igen, úgy kb. ötven darabot kell nyomtatnom belőle. Régi, több éves fehér PLA-t fűztem be...legalább elfogy.
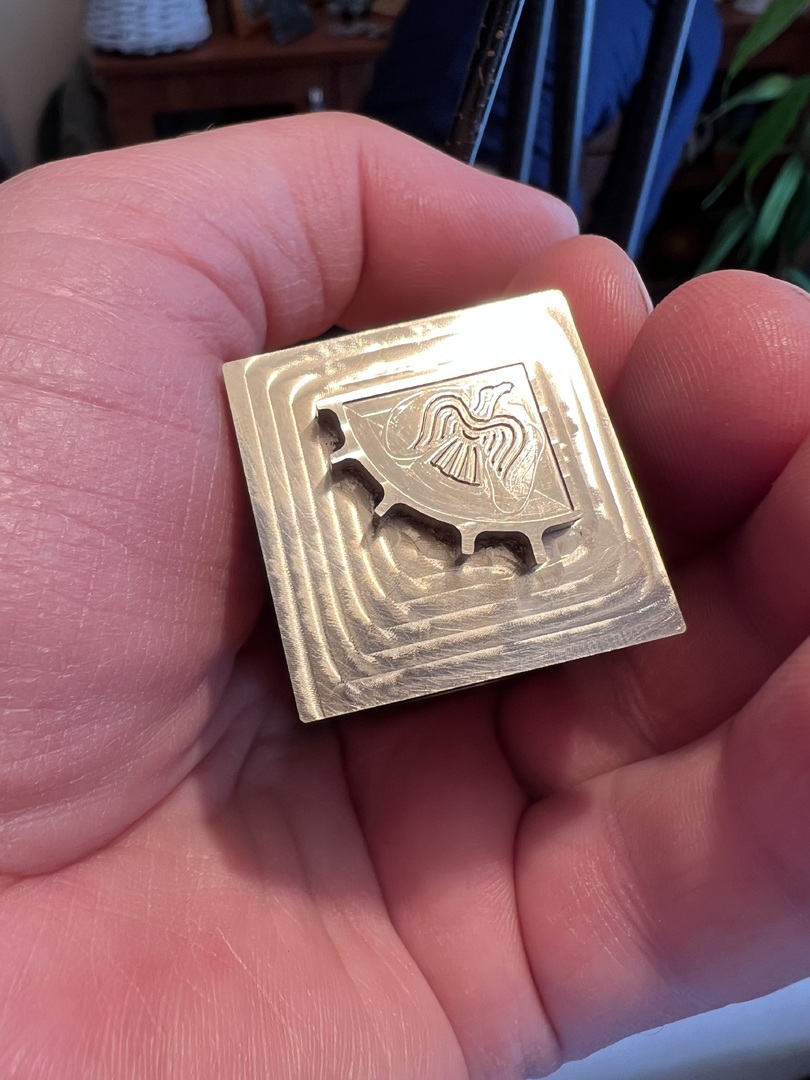
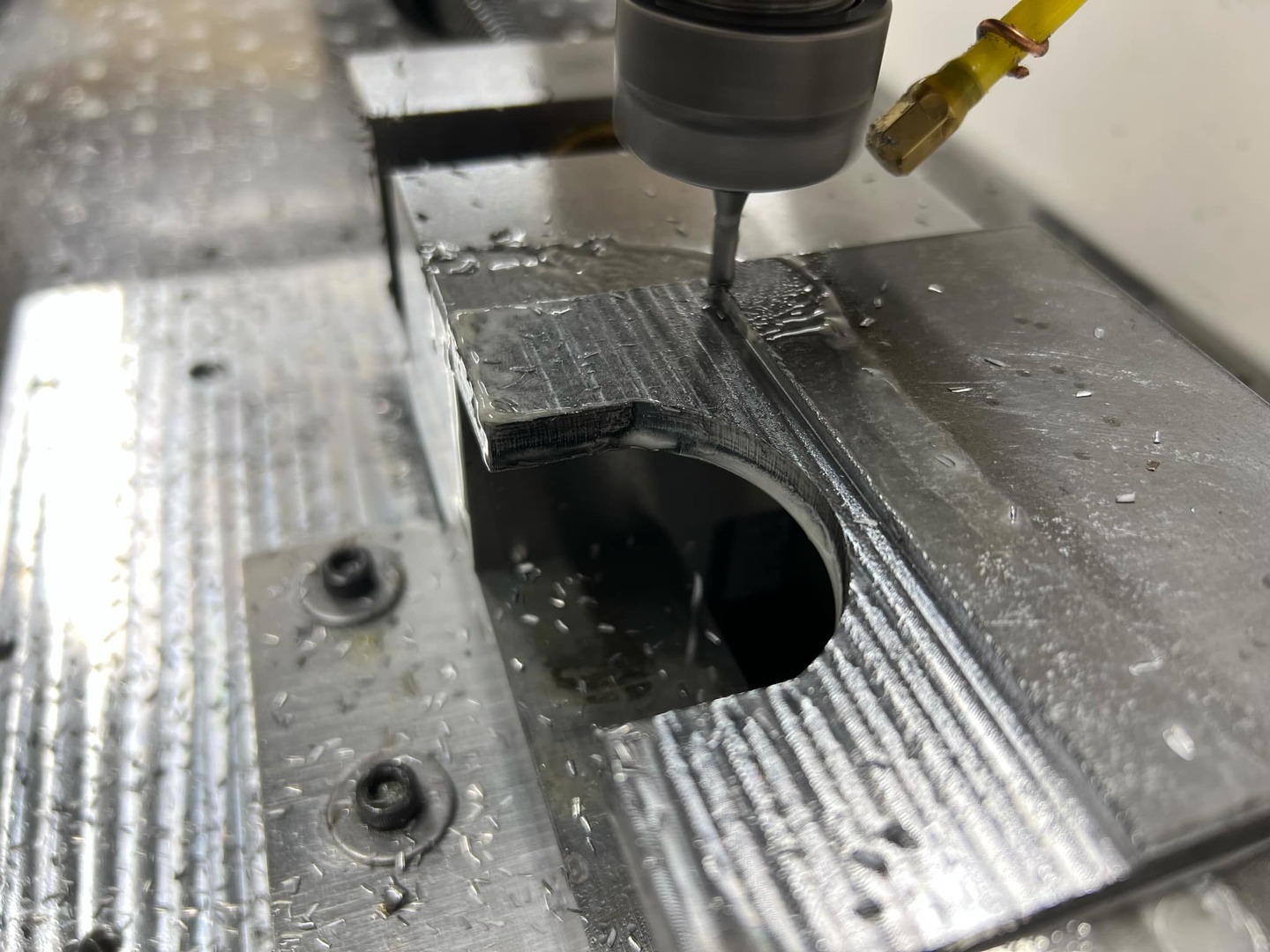
most Bandi barátomnak kellett csinálnom egy bőrnyomót a skandi kések tokjaihoz, pénztárcához, stb. Ez egy Odin holló a skandináv mitológiából és a logó mérete kb. 15x15mm, szóval izgultam, hogy a gravírtű kibírja a mutatvànyt. A logón belül 0,3mm mélyen, kívül pedig 3mm mélységben történt a megmunkálás.
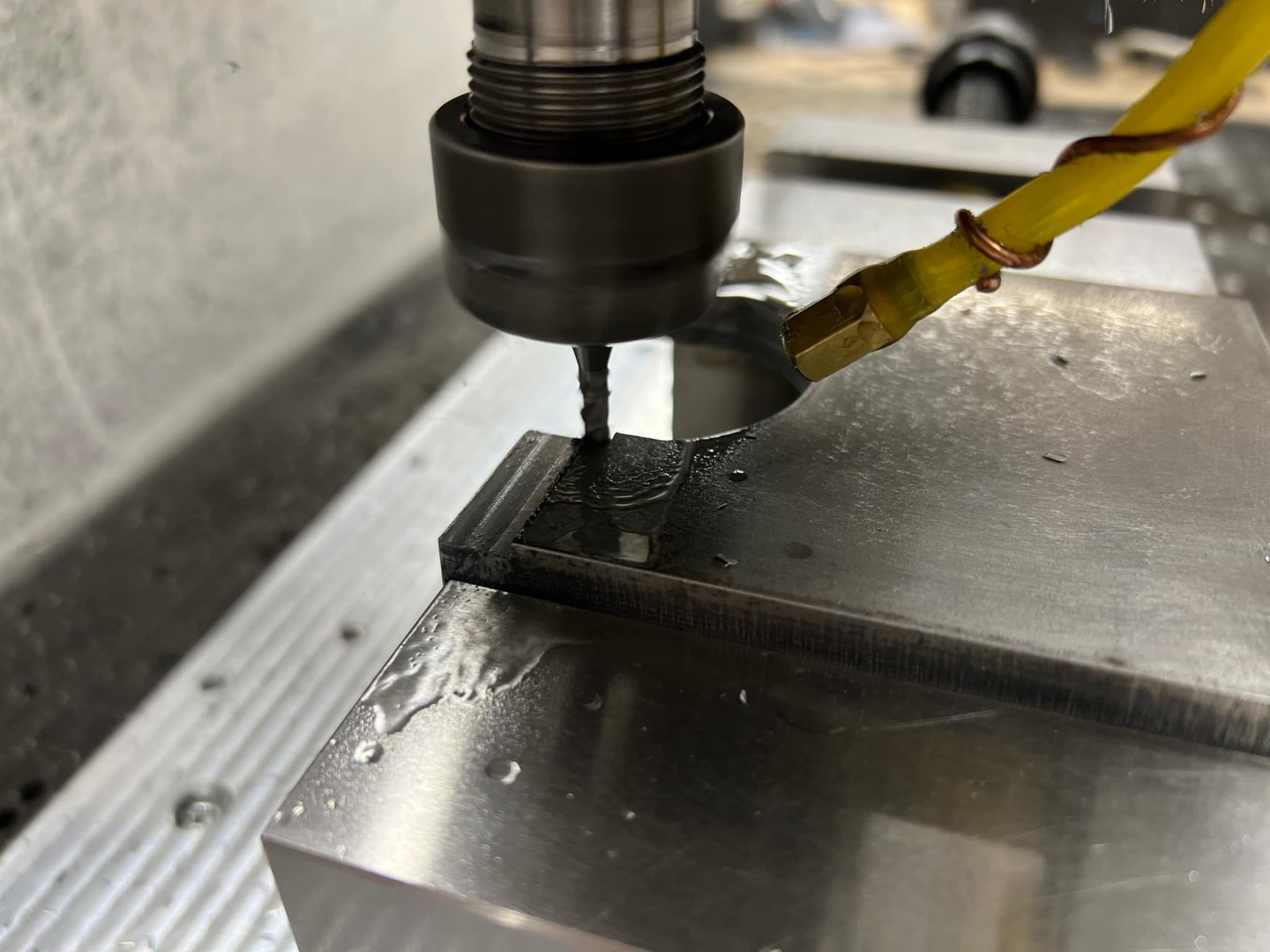
Acélhoz, titánhoz mindenképpen az alacsony fordulat jöhet csak szóba ennél a mocinál, mivel kicsi a nyomatéka. Pár éve faragtam már vele komolyabb vastagságú anyagot, de elkövettem azt a hibát, hogy nem mentem 8000rpm-nél lejjebb a fordulattal, ezért aztán ette is a marókat. De soha többet ilyen böszme vasakat... 'Ezt készítettem a CNC gépemmel' téma, 20570. hozzászólás
Sima kínai 2,2kW-os vízhűtéses mocim van. Nem biztos, hogy szebb lett volna a felület, valszeg ha egy simító fogást hagyok a végére 1 tized ráhagyással, akkor az láthatóan szebb eredményt csinált volna.
3300rpm és 240mm/min előtolással szépen vitte az anyagot, 2mm-es mélységben. Persze egy kis rázkódás volt a megmunkálás során, ez látszott a felületen is, de nem volt szüksèg tükörsima felületre.
Alapvetően kerülöm az acél alkatrészeket a marógépen, de most szükséghelyzet volt és szépen megoldotta a feladatot a 4mm-es maró.
OlyFlyer | 154
2024-12-13 08:39:33
[21066]
Jó reggelt!
Ezt készítettem a CNC esztergán múlt héten.
Egyszerű, de nagyon jól működik. Csinálhattam volna négyszögvasból is, az talán egyszerübb lett volna, de jelenleg az nekem nincs és nem akartam venni.
ANTAL GÁBOR | 4685
2024-11-17 15:00:37
[21065]
Néhány szóban válaszolok : Nekem is az lett volna az egyszerűbb ha a tárhelyre teszem föl Sajnos nem sikerült . A jelszó valami kiskutya farka ... . Többször próbáltam (-tuk) de nem sikerült
Nekem nincs szükségem bármilyen profil legenerálására .Bőven megelégszem amit "belevasalok" az excenter tengelyekbe . Az a cél hogy a gyártásnál lehetőleg nagy forgácsolási sebességet lehessen elérni( acélban !) , és jó legyen az apa -anya pár nyomatékátvivő képessége . Ezt mint leírtam 4-5 excenterrel bőven meg tudom valósítani .
A holtponton való megállást félreétetted. Mivel ( a betegségem miatt) részben felszámoltam a műhelyemet már nem dúskálok az esztergákban ( eladtam az EE630 ast , két TOS- t és egy EMU-t ) Ha felszerelem a keresztszánra a sokszögadaptert akkor ha hirtelen kell valamit csinálni akkor (elvileg) kénytelen lennék visszaalakítani a gépet . Erre írtam azt hogy ha megállok a szélső holtpontban és megszakítom a főorsó encoder jelét akkor minden további nélkül lehet esztergálni a gépen . Igaz csak két pozíciójú a késtartó ( (egy X irányú ill egy Z irányú ) de oda bármilyen kést be tudok fogni , és azt nyugodtan használhatom . Ha a szélső holtpontban állok meg akkor a lineáris kocsira felszerelt késtartó abs stabil marad. ( a képződő erő egy nulla hosszúságú karon akar nyomatékot kifejteni vagyis nem tudja elfordítani a forgattyús mechanizmust ) Természetesen erre még rásegít a szervó ami vezérlőjel nélkül igyekszik a pozícióját megtartani. Az nekem természetes ( és nem is okoz gondot ) hogy a gyártásnál végig be legyen kapcsolva a szinkronizáció
TBS-TEAM segített egy linkkel, ott meg tudtam nézni.
Ötletes, jó kis célgép megoldás, gratulálok.
Kár, hogy vasba öntve vannak a paraméterek, így ahogyan már KoLa is írta, erősen kötött az alakzat, és szakszerűen megnevezve igazából ez nem is sokszög, hanem epitrochoid. A Robsy CNC eszterga szinkronvezérlő rendszeremben bármilyen profilt be lehet állítani, akár éles sarkokat is, ha bírja a hajtás dinamikája.
Aztán még az se világos, hogy hogyan tudsz pontosan holtponton megállni?, mert ha jól értem manuálisan szakítod meg a szinkront. Nem lenne jobb főorsó enkoder szinkron jelre alapozni, mert akkor vissza is tudnál állni, így meg végig a gyártásnál szinkronban kell lenned, nem szakíthatod meg, hiszen nem tudsz pontosan visszaállni az előző szögszinkronra.
A tárhelyedre is feltennéd ezt a videót?, mert itt nekem nem sikerült megnézni.
Előzmény: ANTAL GÁBOR, 2024-11-15 19:56:43 [21057]
ANTAL GÁBOR | 4685
2024-11-16 15:34:07
[21062]
Igen : Erősen átmérő és oldalszám függő a kontúr alakja, egy bizonyos excenterrel. Az excentricitást a tengelyek cseréjével lehet változtatni : Ez rengeteg előnnyel jár Alapból : nagyon egyszerű . Ha csinálok egy munkadarabot januárban és a párját kérik decemberben akkor az biztosan a párja lesz .
A korábbi verzióimnál az excentricitás állítható volt ( az első megoldásnál excenter forgott és rögzült excenterben, a másodiknál és a harmadiknál úgy működött mint a kiesztergálófej állítása ) Az excenter forog excenterben relatíve egyszerű de az excentricitás -fi függvény egy bonyolult nem lineáris függvény. Minden esetben a pontos beállítás csak mérőórával és hosszasan végezhető el . A mostaninál annyi idő alatt bőven kész vagyok a cserével
A videón lévőnél ( de ezt írtam is ) egy kúpos fészekben van rögzítve egy adott excentricitású tengely . A videón az e= 1.5mm es verzió van szerelve ( ez olyan alakzatot eredményez aminél a köré írt átmérő és a beleírt átmérő között 6 mm a különbség ( 4*e) szögszámtól függetlenül .
Az eddigi tapasztalatok szerint ez rengeteg alakzatot lefed . Tervezek még e = 1, 1.25, 1.75 mm est is a géphez Mint írtam az excentereket ( 1.5, 2) Homovits Miklós készítette nekem , remélem majd a többieket is vállalja
Az utolsó négyszög már egész jó lett ezzel az excenterrel, egyenes az oldala. Az alatta lévő ötszögnek már kicsit homorú lett az oldala, de ez nem is olyan nagy baj ha párban készül a furattal. Erősen átmérő és oldalszám függő a kontúr alakja, egy bizonyos excenterrel, ennél a megoldásnál cserélhető vagy állítható?
Előzmény: ANTAL GÁBOR, 2024-11-16 13:15:31 [21060]
ANTAL GÁBOR | 4685
2024-11-16 13:15:31
[21060]
Küldöm az állóképet . Az ötszöget átesztergáltam négyszögre de alatta látható. A hátsó késtartós dolog az a TOS nál nem jöhetett szóba mert azt akartam hogy a lehető legnagyobb tengelyszerű alkatrész elférjen. Esetemben ez 130mm . Ha nem lengetem a kést és a szélső holtpont környezetében állok meg ,akkor ha megszüntetem a tokmányencoder jelét akkor nyugodtan lehet hagyományosan esztergálni ( átmérőzni oldalazni stb) .
Régebben már írtál erről a módszerről! hasonlóan képzeltem el csal a hátsó késtartóba. Egy állóképet még megnéznék az eredményről!
Előzmény: ANTAL GÁBOR, 2024-11-15 19:56:43 [21057]
TBS-TEAM | 3006
2024-11-15 21:46:29
[21058]
Szenzációs, gratulálok.
Előzmény: ANTAL GÁBOR, 2024-11-15 19:56:43 [21057]
ANTAL GÁBOR | 4685
2024-11-15 19:56:43
[21057]
Csak részben CNC , de lehet egy-két kollégát érdekelni fog . Elkészült a TOS ra szerelhető sokszögfeltétem . Az excentricitás állítása : diszkrét excentercsapok rögzülnek egy kúpos foglalatban ( Homovits Miklós munkája ) A szögszámállítás a driver elektronikus gearjával (2,3,4,5,6,) Természetesen furatot is tud megmunkálni . A videón egy 56/50 es ötszög kísérleti darab készül.


 Ezt nem lehet jobban beállítani? Miért néznek az oldalai így? Én is nézelődtem erre a gépre, de úgy néz ki üveglapra nem lehet nyomtatni, ragasztót kell használni arra a lapra, azt meg nem szeretem. Anélkül nem tapad?
Ezt nem lehet jobban beállítani? Miért néznek az oldalai így? Én is nézelődtem erre a gépre, de úgy néz ki üveglapra nem lehet nyomtatni, ragasztót kell használni arra a lapra, azt meg nem szeretem. Anélkül nem tapad?