Vettem egy CUT40-es sima koppintós gyújtású legolcsóbb (erre futotta ) plazmavágót, kézzel, sablon melletti vágásokhoz, de most, hogy itt van, már azon gondolkodom, hoy készítek egy asztal kiterjesztést a gépemhez, és a fejre szerelt konzollal mozgatom a pisztolyt. Próbáltam ellenállásos pilotot csinálni, de egyelőre leégtek a 10Ohm 100W-os ellenállásaim, már ha nem csak rá írta a kínai az értékeket. Ha vágáskor csak ráengedem a lemezre a fúvókát, és csinálok egy spirált, majd utána éri el a valódi vágási vonalat a fúvóka, tehát van ideje begyújtani az ívet a megtett úton, így is működhet?
remrendes | 4070
2018-12-13 22:15:29
[2217]
Azert a Stahlwek gepek nem rosszak. Nekem egy TIG200-am van toluk, szebben szolt, mint az ESAB Buddy.
Ne eroltesd. Ha nem CNC-re kell, akkor inkabb egy lyet.. 81000-bol itthon van, 5 ev garanciaval. Ha Paypallal fizetsz, akkor ok intezik a garancialis szallitast is. 86000-ert pedig van 50A-es.
A linken hirdetett szerszámról lenne valakinek tapasztalata,esetleg szerzett információja? Tudja azt ami az adatlapján szereplő értékek alapján elvárható? Milyen minőségű vágást produkálhat?
remrendes | 4070
2018-12-03 21:11:52
[2212]
A fejekre visszaterve. Ha ennyit vagsz, akkor miert nem nezel egy vizhuteses fejet? A P80 milyen marka volt?
De itt nem is az a lényeg, hogy olajos vagy nem, a légszállítás mennyisége és a levegőtisztítás a legfontosabb. mind olajtól, víztől, legjobb lenne hozzá egy hűtveszárító be- és kimenő szűrőkkel.
Azt amúgy meg lehet kérdezni miért az inverteres plazmavágó gépet preferálja a legtöbb itt jelenlévő felhasználó ?( Alapvető kérdés de a választ nem én tudom )
Csikarc | 5045
2018-11-18 23:17:09
[2199]
Elnézést , most utána néztem és rosszul emlékeztem . A helyes leggyakrabban használt centrál bekötés a fényképen látható .Én a Cebora gépen az 5-6-os pint kötöttem be utoljára és az maradhatott meg a fejemben .
Némelyik gépen van HF ON-OFF kapcsoló .A 2T/4T kapcsoló az más . A szoleonid az a gáz(levegő) nyitáshoz van (erről is jó ha van visszajelzés-tiltás a gépen) . Mellé még érdemes olyan gépet választani amiben dupla szoleonid van ez a gyújtásbiztonságát növeli .A centrál csatlakozó sem nagy titok (ha jól emlékszem ).1-9 pin a kapcsoló (gépi fejnél blokkoló) az 5-6 pin pedig (párhuzamosan) pilot áram .De ha belenézel a csatlakozóba rögtön látni mert a többi az üres . A centrál dugónál meg a pilot tüskék hosszabbak mint a kapcsoló szál tüskéi .
Azon az 1-2 gepen, amit megneztem 2T/4T es ki/be kapcsolo volt. Vagy arra gondolsz, hogy csak a szolenoidot kapcsolgatni? A belsejeben nincs kedvem turkalni, a central csatlakozo labkiosztasarol pedig semmit sem mondanak.
Ezért kérdezem mert szerintem jobb a HF-es gyújtású gép és annál a nem gond a különböző működésű fejek használata mert egy kapcsolóval ki-be kapcsolható a HF.
En egy Jasic JP-81-et tervezek venni es a pisztolyat atalakitani egyenesre. Ha az nem lehetseges, akkor az Iweldnek van PT80/100-as gepi pisztolya, ami viszonylag megfizetheto aron van.
Bocs, jó kérdés, valami kis géphez, mert egyenlőre 10-12mm anyagnál vastagabbat nem tervezek vágni, főleg 1-2mm es lesz a cél, és hf gyújtásút szeretnék venni.
Ha már ilyesmirről megy a a diskura, aliról tudtok ajánlani olyan fejet ( kábel és minden egyéb nélkül) ami éri a pénzét? apránként el szeretném kezdeni összeszedni a cuccokat, és a fej érdekel egyenlőre a legjobban...
Nem olvastam sosem a magyar megfelelojet, az angol ugyanugy "shield gas"-nak mondja, mint a hegesztesnel, en ebbol szarmaztattam. Itt leirja az elonyeit, itt pedig tablazatosan osszeszedve az ajanlasok.
Nagyon lényeges rész ! Most éppen egy Cebora gép van nekem rákötve a cnc asztalra és annak is kb. (50 A-es vágó áramnál)93-94 V-os az ívfeszültsége de a másik gépnek is hasonló nekem . Arra akarok utalni bizony a vágási teljesítmény nem csak "amper függő" . Volt a kezemben olyan fej is amely 100 A-nél 135 V körüli ívfeszültséget mértünk . Némely fej nem is használható másik gépen mert nem tudja még begyújtani sem .
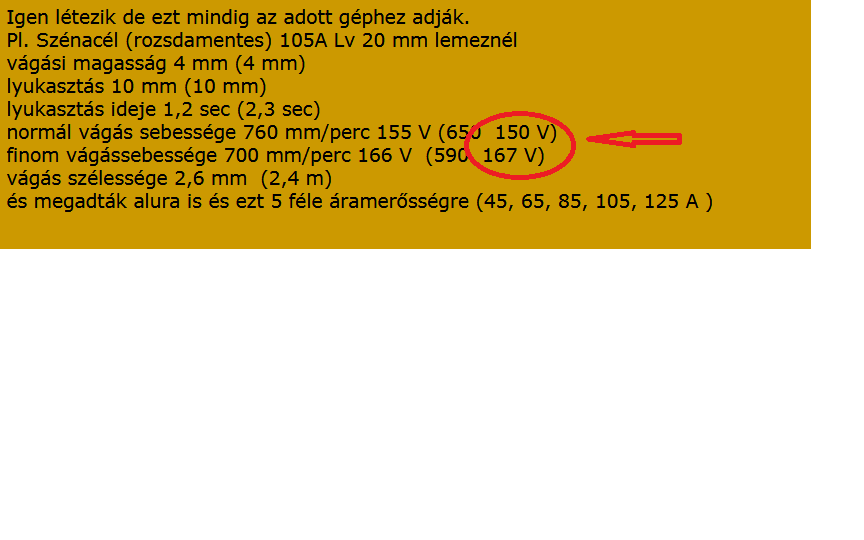
Igen létezik de ezt mindig az adott géphez adják. Pl. Szénacél (rozsdamentes) 105A Lv 20 mm lemeznél vágási magasság 4 mm (4 mm) lyukasztás 10 mm (10 mm) lyukasztás ideje 1,2 sec (2,3 sec) normál vágás sebessége 760 mm/perc 155 V (650 150 V) finom vágássebessége 700 mm/perc 166 V (590 167 V) vágás szélessége 2,6 mm (2,4 m) és megadták alura is és ezt 5 féle áramerősségre (45, 65, 85, 105, 125 A )
Egy kis hőmérséklet mérés-eloszlás : Argon-hidrogén vágógáz ( nem védőgáz )500A .
Csikarc | 5045
2018-11-15 16:00:46
[2180]
De , hogy érthetőbb legyek : aztán meg megint oda "likadunk" ki , hogy a fejen múlik az egész dolog mert a védőgázas vágáshoz is más fajta fej kel és nem az áramforrásnál dől el a dolog .
Nálam a program csinálja magától, úgyhogy nagyon nem is foglalkozom vele, csak vágjon szépen, igaz bele tudok nyúlni az irányokba, de annyira nem izgat.
 ) plazmavágót, kézzel, sablon melletti vágásokhoz, de most, hogy itt van, már azon gondolkodom, hoy készítek egy asztal kiterjesztést a gépemhez, és a fejre szerelt konzollal mozgatom a pisztolyt. Próbáltam ellenállásos pilotot csinálni, de egyelőre leégtek a 10Ohm 100W-os ellenállásaim, már ha nem csak rá írta a kínai az értékeket. Ha vágáskor csak ráengedem a lemezre a fúvókát, és csinálok egy spirált, majd utána éri el a valódi vágási vonalat a fúvóka, tehát van ideje begyújtani az ívet a megtett úton, így is működhet?
) plazmavágót, kézzel, sablon melletti vágásokhoz, de most, hogy itt van, már azon gondolkodom, hoy készítek egy asztal kiterjesztést a gépemhez, és a fejre szerelt konzollal mozgatom a pisztolyt. Próbáltam ellenállásos pilotot csinálni, de egyelőre leégtek a 10Ohm 100W-os ellenállásaim, már ha nem csak rá írta a kínai az értékeket. Ha vágáskor csak ráengedem a lemezre a fúvókát, és csinálok egy spirált, majd utána éri el a valódi vágási vonalat a fúvóka, tehát van ideje begyújtani az ívet a megtett úton, így is működhet?



 ( Alapvető kérdés de a választ nem én tudom
( Alapvető kérdés de a választ nem én tudom  )
) Én a Cebora gépen az 5-6-os pint kötöttem be utoljára és az maradhatott meg a fejemben .
Én a Cebora gépen az 5-6-os pint kötöttem be utoljára és az maradhatott meg a fejemben .