Ezek a képletek nem sokat érnek. A katalógus adatokat kell megnézni, hogy az mit ajánl. Rajta van a dobozon. Ott megad egy tól-ig értéket, aminek a középértékével indítunk. Innen lehet növelni vagy csökkenteni az értéket az elhasználódás sebességét figyelve. Azért az otthon ritkán jön össze, hogy nagy szériában föl lehessen állítani egy diagramot. Ismeretlen lapkánál aluban a 300 m/perc vágósebesség körül indítanék. Csak a Walter lapkákhoz ajánlott vágósebességek 180-1800 m/perc között vannak alumínium megmunkálásánál. Lapkától és alapanyagtól függően. Na ebbe illeszd bele az ajánlott képletet! C571 oldal
Van ám egy olyan nagyon fontos fogalom a forgácsolásban, hogy optimális szerszám éltartam. Mindent lehet "hülyére" pörgetni, ha nem foglalkozunk a szerszám kopással. Azaz tarthat egy szerszám fél percig, de ezer percig is.
Ami még nagyon fontos, ezek a műszaki összefüggések nagyon nem lineárisak, azaz van az a töréspont, ahol már kis sebesség növekés rohamos éltartam csökkenést okoz. .
Na de mennyi a V ? Nálunk alunál van olyan épp 40 es fej aminél 1000 a vágó sebesség. 7957 f/min és 3580 mm/perc az előtolás. Ezt 9.8 mm (10 mm) Ap ig tudja. Van belőle "kukorica" is. Mondjuk ahhoz már kellenek a lovak meg a stabil masina.
Hát ez nagyon karcsúnak tűnik, a cégnél (ahonnan a lapkák vannak) 3000-el használják. Vashoz is hoztam, arra mondtak 1200-at. Akkor egyenlőre nem erőltetem a magasabb fordulatot.
Nem sok kell a említett 1mm fogáshoz d40 maróval,és persze ahhoz sem hogy belefulladjon.900-as tolással még jó volt, de 1300-al már nem annyira. A felület viszont gyönyörű.
Köszi! Igen a mérések is alátámasztják a számításodat, 40v 19A, a különbség gondolom a veszteségből adódik. A fordulatszám valóban vissza esik néhány százat,sőt egy meggondolatlan próbálkozásnál néhány ezret is visszaesett. Ezzel a D12-es maróval z10 felesbe, szerintem 4500-ra esett vissza a fordulat, kicsit meg is ijedtem, de végig ment, kár hogy nem néztem az áramot. Remélem a szenzoros motorszabályzó Megoldja a ezt a problémát. A fejlesztés akkor ér véget ha D40mm 3-4 élű maróimmal 1mm fogást tudok venni aluba.
Ez egy ~670W-ot igénylő marás volt. Ennek megfelelően a szabályozatlan marómotorod üresjárati fordulatszáma füllel hallhatóan is lecsökken forgácsoláskor, megérezte a marás technolkógiai adatainak a hatását.
Ezektől függetlenül gratulálok a gépedhez, a gyári robosztus alapok, vezetékek a hobby szintet meghalaladó merevséget, rezgéscsillapítést adnak a gépednek, elsősorban ezért tudtad ezt megcsinálni.
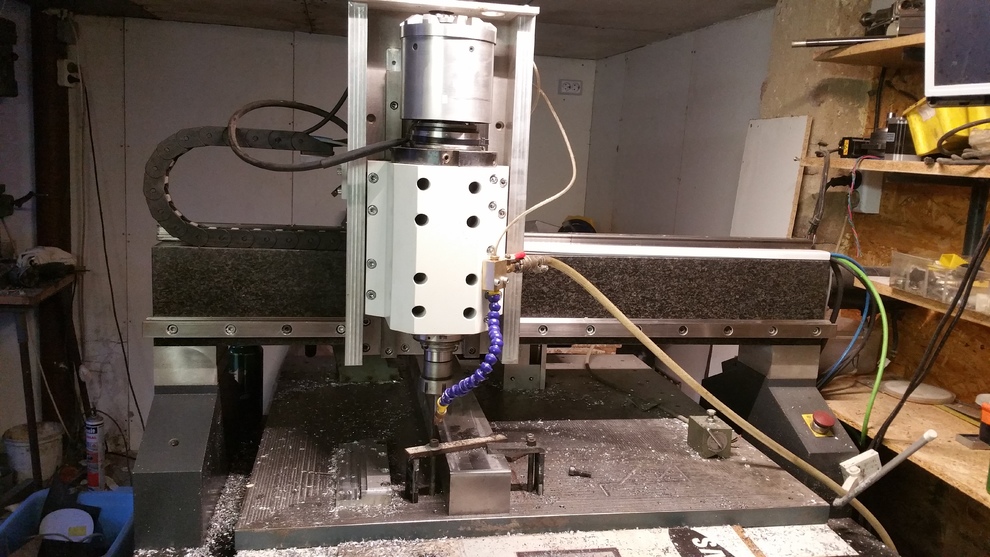
Végre helyén a brutál főorsó. Még csak méretben brutál, teljesítményben nem, de azért így sem rossz.Egyenlőre, a tervezett 55v helyett 40-ről üzemel, és még szenzoros szabályzó sincs.A mai tesztek alapján: Alu, D12 3élű maró telibe, s6000, Z4mm, f1000. Bilivas, D8 4 élű maró telibe, s3000, Z1.5mm, f350. Hardox 500 D6 4 élű, s3500, Z2mm ,f300. (Ez van a videón.)
frob | 2250
2019-11-06 11:16:04
[6245]
igaz nekem csak 800W os a marómotor, de sima levegő csövet tettem be... azt a szép kéket
2,2 kw-os faipari vízhűtéses marómotorhoz milyen vízcsövet ajánlotok energialáncba? A pneumatika poliamid csövek nem valami hajlékonyak a PUR meg elég drága.
Pont ez a gyártó egy példa... Nos bár kevés hibával megy a gépük de azért... Mintha a Fagor 8010 memóriája közel tele lenne, ugyan úgy csinálja a késleltetett pályakiírást a vezérlőjük, "szaggat" -8050 proci helyett valami pc alapú van benne. Ezt a fanuc maró nem csinálja. Amúgy standard, jó gépek. A többit visszatöröltem mert nyílt fórum. Ha kíváncsi vagy rá leírom magányban.
Sajnos szabvány gyártónként... De azonos hajtással kompatibilis pl ez a 4. Tengely. Nekem fanuc 16 a munkagép vezérlése, fanuc om vezérlése szokott lenni a 4. Tengely, ritkán de kell nekem is. A hurco is le tudja kezelni, de az a saját yaskawát hatását. Nyilván ég és föld a két gyártó, nincs átjárhatóság... Nálam még fanuc nem ment tönkre csak úgy, cégnél eldobta magát egy kártya mert kapott egy pofont a hálózat felől. 9 év alatt 2 elektromos hiba volt, az egyik a tartomány relé széthullása, másik ez a pofon a hálózat felől.
Hurcok, na azoknál a hibát nem számoljuk. Van, megcsináljuk/csináltatjuk és megy tovább. 20-40 hiba lehetett 9 év alatt.
Szabvány az AB I encoder, de már elavultnak mondhatjuk. Motor hangolása is kézi. Igaz átjárható, cserébe hangolni kell a hajtást.
Persze, hiszen normális esetben a modernség, korszerűség előnyös is tud lenni, abszolut nem ez ellen vagyok. De ehhez ilyenkor az kell, hogy publikus, lehetőleg szabványos legyen a motor felület, és a szerszámgép hajtása le is tudja kezelni, akkor ez igaz, amit írtál.
De sajnos a tapasztalatom szerint zömében pont az a cél, hogy ilyen esetekben csak egy-egy párosított vagy gyártón belüli szériákhoz lehessen a motort használni. Így egyfajta "hardverkulcs"-os védelme is van a hajtásnak.
Azt is esete válogatja a korszerűség jó-e. Mert pl a 4. Tengely két gép közt nálunk átjárható, és persze "onnan tudja a hajtás" mi van rajta hogy kiolvassa a "motorból" (encoder) hogy mi is van rajta épp. Így a felhasználó 4 db M4 csavar kicsavarásával, csatlakozók csatlakoztatásával, pár paraméter átírásával, mechanikus installálással fel tudja tenni a 4. Tengelyt. Nem kell hozzá semmi más, nem kell hangolni csak felrakni egyik gépről a másikra....
Hobbiba annyira nem kell ez, de iparnál nagy előny. Nyílván hobbiba "megszólaltatni" egy ilyen motort már nem egyszerű.
Érten ém és a speciális stílusodat, meg a hibákat, de ez így itt NE maradjon!!! Remélem a Főnök erre jár, és eltakarítja az utolsó irományaidat ezzel a kéréssel együtt.
Kicsit off, most fordul elő harmadjára hogy fél üzenet elveszik! Most is így tőrtent, valamiért 3 db smile illetve felkiáltójel eltünt. Nem tudom miert csinalja ezt a fórum:/ Bocs az offért
Előzmény: Törölt bejegyzés
Törölt felhasználó
2019-10-30 13:42:23
[6229]
Esete válogatja. Ha ismeretes a motorba épített jeladó rendszer protokolja, műszaki adatai, és csatlakozó pontjai, akkor ehhez mindenféle más olyan vezérlő alkalmazható, ami ezeket tudja fogadni, kezelni. Ha pedig az előbbi feltétel nem áll fent, akkor az a motor csak a gyári vezérlővel fog működni. Sajnos az utóbbi időban az ál korszerűség, modernség jegyében ez a trend. Legyen csak kiszolgáltatva, átverve a felhasználó, és vegyen mindig újat, gazdagítva a multikat és csak tűlük.
Persze van megoldás erre is. Pl. ki lehet "pucolni" a sok modern, tikosított kacatot abból a motorból, és "emberbarát" jeladóval helyettesítve már forog is a Robsy motor hajtással.
Amúgy egy addot servomotorhoz, csak a hozzátartozó vezérlő jó? Vagy egy masik vezérlővel összelehet hozni?
frob | 2250
2019-10-30 13:04:00
[6227]
értem, köszönöm!
Előzmény: Nejkoff István, 2019-10-30 08:09:44 [6223]
Ati | 1120
2019-10-30 11:03:11
[6226]
Igen elég nagy az üresjárati áram, ez részben a feleslegesen nagy ventilációs hatásnak, a sok csapágynak, és gondolom a nagy forgatott tömegnek köszönhető. A forgórészt egy kicsit túlcsicsáztam, ennek köszönhetően rohadt sok levegőt mozgat meg, ezt majd valahogy korrigálom.
Úton van Kínából pár db szenzoros vezérlő, ami már 72V-ot elbír ezeket akarom feltuningolni 30-40 amperra. Tervbe van egy hálózati feszről működő patkolás is, de ez még a jövő zenéje.
A jelenlegi hajtásaidnak és házi áttekercseléseidnak az a problémája, hogy durván eltér a motor üresjárati áramfelvétele az optimálistól (2-3 kW-os AC szervomotorok is csak pár 100 mA-t vesznek fel, ha jól vannak beállítva a dolgok), és kis fordulatszámokon (~ 120-180 rpm alatt) már nagyon "rángat", azaz nem tudod használni, csak nagyobb fordulatokon.
A brushless DC motor és sziknkron AC szervomotor között pedig alapvetően csak a szinuszos illetve trapezoid jellegű mágneses mező a különbség, a működési elvük azonos. A legfontosabb pedig a mindig precíz VALÓS rotor fázis helyzet információ az elektronikus kummutáció és szinkron megvalósításához, ami szenzor nélkül még a legkorszerűbb DSP eszközökkel is "macerás".
Régebben én is használtam AC servo motorokat, de az alacsony fordulatszám miatt inkább áttértem a brushless motorokra. Általában vezérlő nélküli szinte értéktelen AC servokat tekercselek át, alacsony(24-60V) feszültségűre. A hajtást kicsit megpatkolt 3e forintos Kínai vezérlőkkel oldom meg.8-14000 rpm könnyedén elérhető. A legutóbbi motorom saját készítésű, Külső forgórészes brushless 8500 rpm. A valós teljesítményét még nem tudom, de 1200 rpm-en, terhelve, 40v 25A mellet folyamatos üzemet tud és ez még nem szenzoros vezérlő. https://drive.google.com/file/d/13df1MVAdEavaEpkEmIl8RvWk4NZNd_WF/view?usp=sharing
Nejkoff István | 254
2019-10-30 08:09:44
[6223]
750w Yaskawa direkben van egy köztes kuplung is.Enm sok kép van róla ez egy minta jövőre gyártani is szeretném.Vannak változtatások amit a következő darabon próbálok ki.
Köszi szépen neked is a segítséget, a servohajtást még megkellene keresnem hozzá:) De ha nemtalálom, akkor jelentkezek privatba;) Amúgy szerinted amit küldtem az elég lehet? A tied milyen mekkora ha szabad tudni:) Illetve a motor alatti részbe áttétel is van vagy szerszámcserélős?

 .
. . Szuper!
. Szuper!