Én nemrég vettem egy orosz szerszámélező köszörűt. Úgy volt, hogy csak megpucolom és jó lesz, ehhez képest már két napja csak bontom darabokra és még a pucolásnak se álltam neki. Szóval nem vagy egyedül. Szerencsére nincs olyan rossz állapotban, csak rettenetesen koszos, de sehol egy rozsdafolt. Eddig csak egy mókolást találtam: Van egy racsnis mechanizmus, amivel a finom előtolást lehetne állítani, az úgy néz ki, hogy ki van belezve. Még nem tudom, hogyan fogom pótolni. Majd talán valami orosz fórumon tud valaki segíteni, hogy pontosan mi is hiányzik. Sajnos a leírás is oroszul van...
Fokozatok a teljesség igénye nélkűl: Építőkocka 1-2 ezer Legó 10-30 ezer Kerékpár 50-200 ezer Motor tunning 300 ezertől -Milliókig Autó tunning 2-5 millió vagy több Különböző szerszámgépek stb.. 5- csillagos ég
Minden korszakban kell egy kis játék ahol a fejed.
mdani2 | 272
2020-03-25 18:56:37
[534]
Csak annyi megjegyzés, hogy a szögtapintós órára figyelj. Itt már nagyon meredek a tapintó állása a mozgási irányba. Ez így koszinuszhibát okoz.
A szorult állapotból ellentétes irányba tekerve lelazul. Utána norml irányba sem szorul meg, de az orsó előrébb került egy tized környékét tengely irányban.... Nemértem én ezt.
Ha látod hogy olajsár (konkrétan olajsár)van a szánok között, csak letakarítod te is az elmúlt 60 év mocskát nem? Aztán ahogy pucolod úgy jön elő a többi s..r. Egy beállt szegnyerget csak szétszedsz hogy mi a pék lehet, főleg ha használni is akarod. Ha üt 3-4 századot az esztergált homlokfelület, az esztergált palást meg egyet csak utánajársz mi a fene lehet (igen, valószínűleg főorsó csapágy, öröm boldogság....).
Az elmúlt két hónap estéinek jelentős részét benzines/gázolajos ecsetekés, fogkefés súrolás, öblögetéssel töltöttem. A cserekerekeket (külön beszerzés) pl mini drótkefével és gravírozógéppel foganként pucoltam el mert a benzines súrolós móka ellenére maradt benne szmötyi. Kezdek kicsit elfáradni, és a gép kellene. Mert ha még nem lenne mivel még foglalkozzak... Az hogy egy jobb, újabb gépet beszerezz hobbi szinten nem annyira működik.
sajna néha szükséges a szétszedése, ha csak az általam megvett Strigon marót nézem, annak az lett volna az egyenes út a szeméttelepre ha úgy használom ahogy volt... pl olaj helyett egy vizes sáros zselé volt a rendszerben... tulajdonképpen vízcseppek voltak a fogaskerekeken...
sorolhatnám, de most hogy ráment az az idő, így lehet hogy következő 30 évben nem lesz vele gond
Ejnye de ismerős ez az állapot. Vettem egy marógépet, ahelyett hogy használnám, megtaláltam az első átnézésnél egy berágódott szánt, így most szét van szedve az egész asztal. De ha már szétkaptam akkor javítgatok minden vackot, még az elnyíródott csavar slicceléseket is. Megígértem magamnak hogy a két hajtóművet nem szedem szét csak olajat ellenőrzöm benne, de így is kb egy hónapra teszem mire újra marni lehet majd a géppel. Mondjuk a karantén sokat segít, így lehet hogy hamarabb megleszek vele.
Egyébként ezerszer leírták itt már komoly szakik is, hogy ha megveszel egy ilyen régi gépet, használd és ne ezen akarj megtanulni egy különleges mesterséget.
Ha 60-70 évig tudtak rajta mások így dolgozni akkor te is tudsz... Sőt ha ezen megtanulsz akkor egy jobb gép csak felüdülés lesz később.
No persze tudom én hogy nagy a kísértés. Én is mindig belesek ebbe, hogy csak még ezt megnézem aztán azon kapom magam hogy már szét van szedve ripityára az adott berendezés.
svejk | 32800
2020-03-25 12:06:50
[525]
Mielőtt nekiesel azért a visszafelé forgatást próbáld meg.
Ráaludtam a dologra, úgy döntöttem elvégzem a műtétet. Jó lesz, gyárthatok valami kihúzószerűséget. Úgy fest megint elleszek hetekig... (Csak hogy értsétek, jelenleg három helyen ügyködöm, a műhelyem költözés alatt, tegnap este épp 3db M8-as csavarért kellett elutazgatnom 3/4-ed órát a régi helyre....)
A lényeg hogy elöl lelazítom a 115-ös kupakot, 337-es anyát lelazítom - ennek gondolom át kellene férnie a csapágygyűrű rögzítő zégeren (de ha igen akkor miért kell lelazítani?), 103 lbirint le, 102 anya le. Ezután lehet tolni/húzni az orsót előrefelé. Szépen vigyázni hogy ami potyog ne essen be. A főorsó csapágyat meg letakarni ne is lássam az állapotát.
Virbo | 1120
2020-03-25 11:21:41
[523]
Igen van egy bronz/réz dugószerű. De az anya brutál módon lötyög /billeg a meneten. Ez így biztos nem alkalmas precíz beállításra.
Nem is gondolná az ember hogy mennyi hibát bele lehet vinni a mérési rendszerbe. A hagyományos órákat visszarakva a szánra a 30mm-es és az ezredes órákon kívül a másik kettő ugyanúgy fele értéket mutat mint a videón, de legalább mutat. Úgy fest az első két óra ilyenre nem alkalmas.
Ez is érdekes tapasztalat volt...
mdani2 | 272
2020-03-25 09:20:58
[521]
Sziasztok! Nekem is volt kalandom a mérőórával. Az is ragadós nyúlós lett. Hidegben, kb 10 fok alatt benyomtam és úgy maradt. Egy régi Somet óra volt. Elvittem egy hobbi órás ismerősömhöz, aki szétszedte, kipucolta és újra olajozta. Olyan lett, mint az új. Szóval, ha valakinek ilyen gondja van, akkor érdemes ezt megtenni vele. Nem hiszem, hogy egy órás mester olyan sokat kérne érte. Persze házilag is meg lehetne csinálni, de engem lebeszéltek róla. Nincs hozzá szerszámom, de gyakorlatom.
Itt egy példa a műveletre:
Egy szögtapintósat is vittem neki, azzal jó nagy szívás volt az összerakásnál. A csapágyhézagot is be kell még állítani a tapintónál. Még kicsit holtjátékos, de szerszámot kell majd hozzá csinálnom.
svejk | 32800
2020-03-25 08:00:09
[520]
No meg ugye tökéletes egytengelyűség sem létezik, főleg nem egy ilyen gépnél.
Amikor utólag beállítod az axiális hézagot akkor lehet kissé eltéríti szögben a főorsót és ezért húzza előre a hengergörgős.
Ha visszafelé forgatod nem indul el a tengely a másik irányba?
Azt is el tudom képzelni, hogy majd nullásra beállítottad az első csapágyat ki tudja milyen helyzetben, aztán hátrahúztad a főorsót, most pedig amikor elkezded forgatni szépen keresik az eredeti helyüket a görgők. Ezért is írtam hogy először a hátsót kellene szerintem beállítani.
Ilyen helyzetben szerintem a legjobb tanács az lehet, hogy igenis szedd szét, tisztítsd meg, ellenőrizd az alkatrészeket egyenként, majd rakd össze helyesen. Ha valaki valamit anno esetleg elbaltázott, arra nem fogsz rájönni másként, mivel ugye nem egy szembeszökő hibáról van szó. Csak talágatni lehet, az idő meg közben megy. Egyébként a nyomcsapágy tájékán is lehet keresekdeni, lehet az is, hogy fordítva szerelték be. Ezeknek az egyik gyűrűje belül nagyobb átmérőjű, fordított helyzetben szorulhat ott is, ahol nem kéne.
Az ominózus 714 es alkatrész szerintem rugalmas alakváltozással tudja tárolni az előfeszítő erőt . Egy esetleges túlhúzással maradandó alakváltozást szenvedhet . Ilyen esetben a mélyhornyú csapágy külső gyűrűjét pöcögetheti forgatáskor ,mígnem a maradandó alakváltozás méretét (ami nem futáspontos) visszatolja ha tudja . Nem tudom érthetően írtam e ,de ere gondolok esetleges hibaként . Csak egy ötlet . A körmös anya hernyócsavarja alatt van valamiféle betét ?
Ha ferdén lett összerakva, és beállítva a hézag, akkor esélyes, hogy a 841 en felfekvő csapágy ferdére kopott az egyenetlen terhelés miatt. Amíg a csapágy nem fordul el a lemezen addig csak a hosszirányú játéka nő meg, de ahogy megpiszkáltad, lehet hogy elfordult, és most duplázza a hibát. Pont ezt a jelenséget kéne okoznia mint amit leírtál.
699 ezeket írtad: "A hátsó csapágy körmösanyája is agyrém, ha annak meghúzom a rögzítő hernyóját elfeszíti az anyát elég durván, emiatt a beállított axiális játék eltűnik és megszorul az orsó. Gyakorlatilag kísérletezéssel lazára kellett hagynom az anyát és a hernyó nyomta neki a csapágynak"
A 101 koronás anya nem fekszik fel a 259 csapágy belső gyürüre hanem a fernyo csavar kersztbe feszíti ezért körbeforgatásnál hol megfeszűl hol megszorul a 259 támcsapágy.
Kérdéses a 259 csapágy jósága a nagy mértékű előre hátra mozgás miatt az idők során mi érhette ?
A 841-es egy köszörült alkatrész, nagyon pontosnak kell lennie, és merőegesnek a tengelyre, ha valaki kivette és koszosan rakta vissza az okozhat olyan ferdeséget nála, ami miatt bizonyos pontokon befeszül a nyomcsapágy, főleg ha már összekopott a futófelülete ehhez a ferde helyzethez.
Valaki legyen szíves segítsen pár tanáccsal, mert lassan ott tartok hogy felgyújtom ezt a sz.. ép öreg gépet.
Beállítottam az első főorsó csapágyat ahogy kell, 5 ezred alatt van a hézag a szögtapintós szerint. Ígymarad, jobb mint a két század kíndulás (bár szerintem az se egy Világvége, de ezt hagyjuk.) Szépen forgott, semi szorulás. Nosza állítsuk be a hátsó csapágyhézagot.
Kitaláltam hogy szépen óvatosan kocogtatva (jelzem nem volt durva ütlegelés a kltkilóssal.. ) a főorsót tengely ilrányban, egyszer kell lennie egy olyan pontnak hogy nem tud tovább menni. Ez a hátsó csapágy felé meg is történt, kb másfél tizedet mozdult az orsó (amit mondjuk nem annyira értek... ) Mikor elkezdtem forgatni az orsót szépen jár, de aztán egyszercsak megszorul, és folyamatosan áll vissza az eredeti tengelyirányú pozícióba. (És itt feladtam, összehegesztettem, leöntöttem zöldfestékkel és elvittem a méhbe... )
Szóval mi a tosz lehet már megint? Mi feszíti vissza az eredeti helyzetbe és miért szorul meg? Hátrafelé a 841-es fedél atomstabil, a nyomcsapágy hézaga tűnhet el. De hogy a pékbe?
vaskukac | 625
2020-03-24 22:45:36
[509]
Az öreg gép szép darab. Első ránézésre a Csepel ős Reineckernek tűnik?
Az órák azért mérnek különbözőt (vagy semmit) mert a felfogatás egy egykaru emelő, és a forgáspont különböző távolságokban vannak. A szürke erőkarja olyan hosszú, hogy az F erő melyet a műszer rugó ereje fejt ki a rudat elhajlítja és nincs mért adat.
A rögzítés és a műszer közötti erőkarnak a legrövidebbnek kell lenni az elfogadható méréshez.
Ha lehet a vas hőmérséklete min, 20C körűl legyen.
A szaki csak segédkezett, megmutatta a gépet, azután a munka felénél ott is hagyott. A csúszó felületnek a képen látható részét gyorsan tisztára martuk. Készítettem négy csavaros talpat amivel nagyon szépen be lehetett állítani a felületet. Szerencsére mindkét végén volt érintetlen gyári megmunkálás, így ahhoz lehetett órázni. A másik alkatrésszel viszont bénáztam. A fecskefark miatt csak kiesztergáló fejjel tudtam elérni a takart részeket, de pont a marás elkezdése előtt kézzel hajtva nekikoppantottam a kést az anyagnak és kitört a vídia. Végül hogy mentsem a dolgot egy hss hasábnak köszörültem le a sarkait és azt fogtam be a késszárba. Ezen az öreg gépen nem volt olyan fordulatszám ami jó lett volna így csak gyötörtem a gyorsacélt. Végül lemartam, de csúnya lett a felület. Szerencsére arra fogom majd ragasztani a bronz lemezt. A ragasztás alatt is behántolom egy kicsit, ezért rámegy pár órám mire elsimítom a mart felületet. Szerencsére az elsőnek mart asztalon hibátlan a sík, azt csak egyszer kell áthántolni hogy jó legyen csúszófelületnek.
Gondban voltam hogy a marógépem egy méteres berágódott csúszófelületét hogyan hozzam rendbe. Végül találtam egy öreg marógépet aminek felfért az asztalára a darabom.
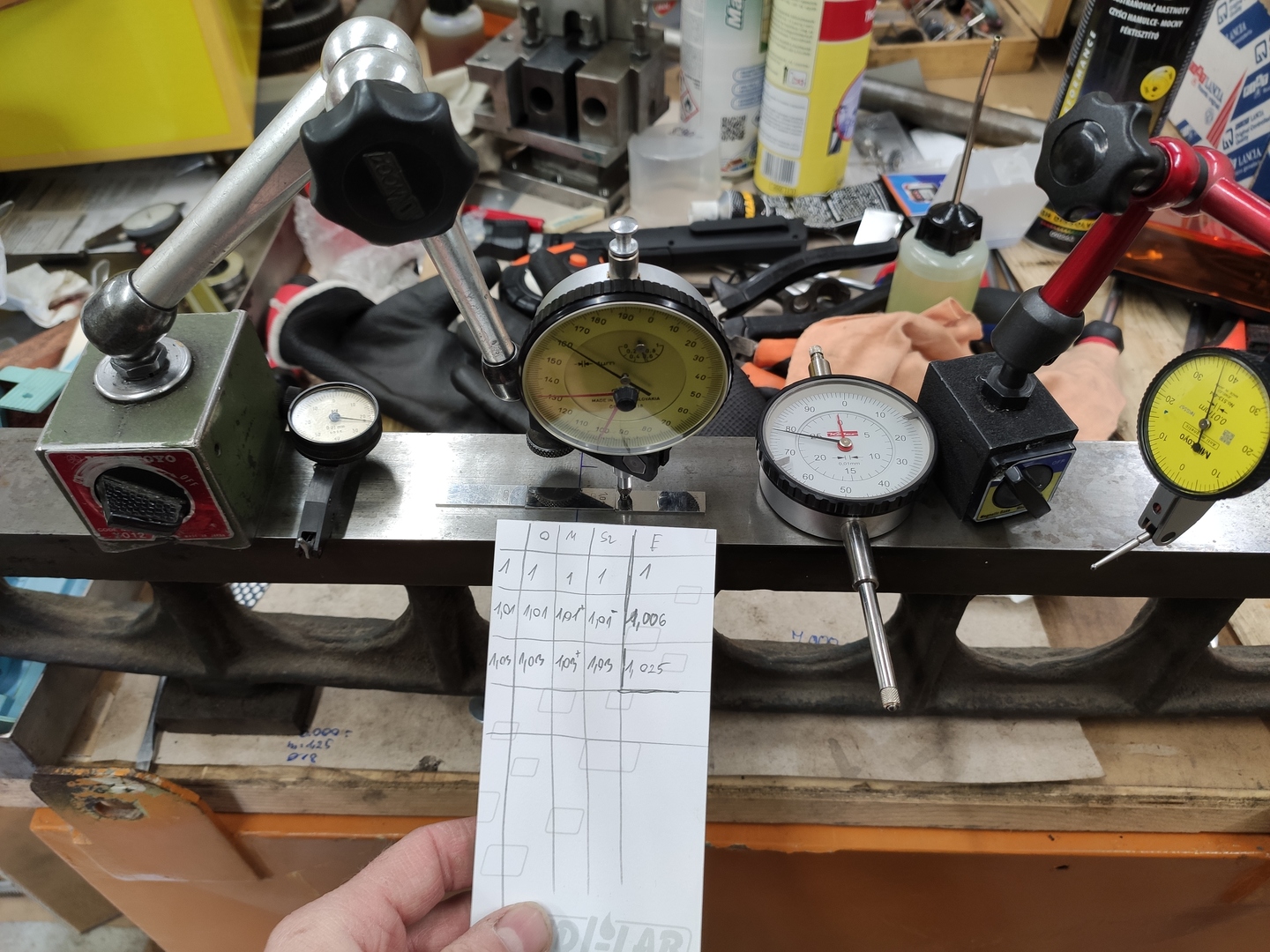
Kipróbáltam a vattanyú orosz órácskámat. Az is mutat, szemben a hagyományos órákkal.
Itt rajta van három óra, látható hogy hiába mozog a nagy órák mutatója, nem indikálnak semmit amikor a szögtapintós meg igen.
Ezért megnéztem három hasábot. 1mm a bázisnak, 1,01mm és 1,03mm. A papíron a sorrend: orosz szögtapintós, Mitutoyo szögtapintós, százados óra, ezredes óra. Valószínűleg az állványom nem alkalmas az ezredes használatára, túl sokat rugózhat. Vagy hidegvan és ennyire elmászik a mérése. A hasábokat egymás mellé rakva tologattam a tapintók alatt, többször oda-vissza, a mérési eredmények pontosan ismételhetőek. A léc felületét áthúztam kővel, a hasábok a lehetőségekhez képest jól letapadtak (használt piacos készlet). A szögtapintósok és a százados óra ugyanazt méri (a századosnál egy mutatónyi eltérés van ha épp úgy alakul), nincs egy századnyi eltérés. A jelenséget látom és elfogadom, de nemértem továbbra se.
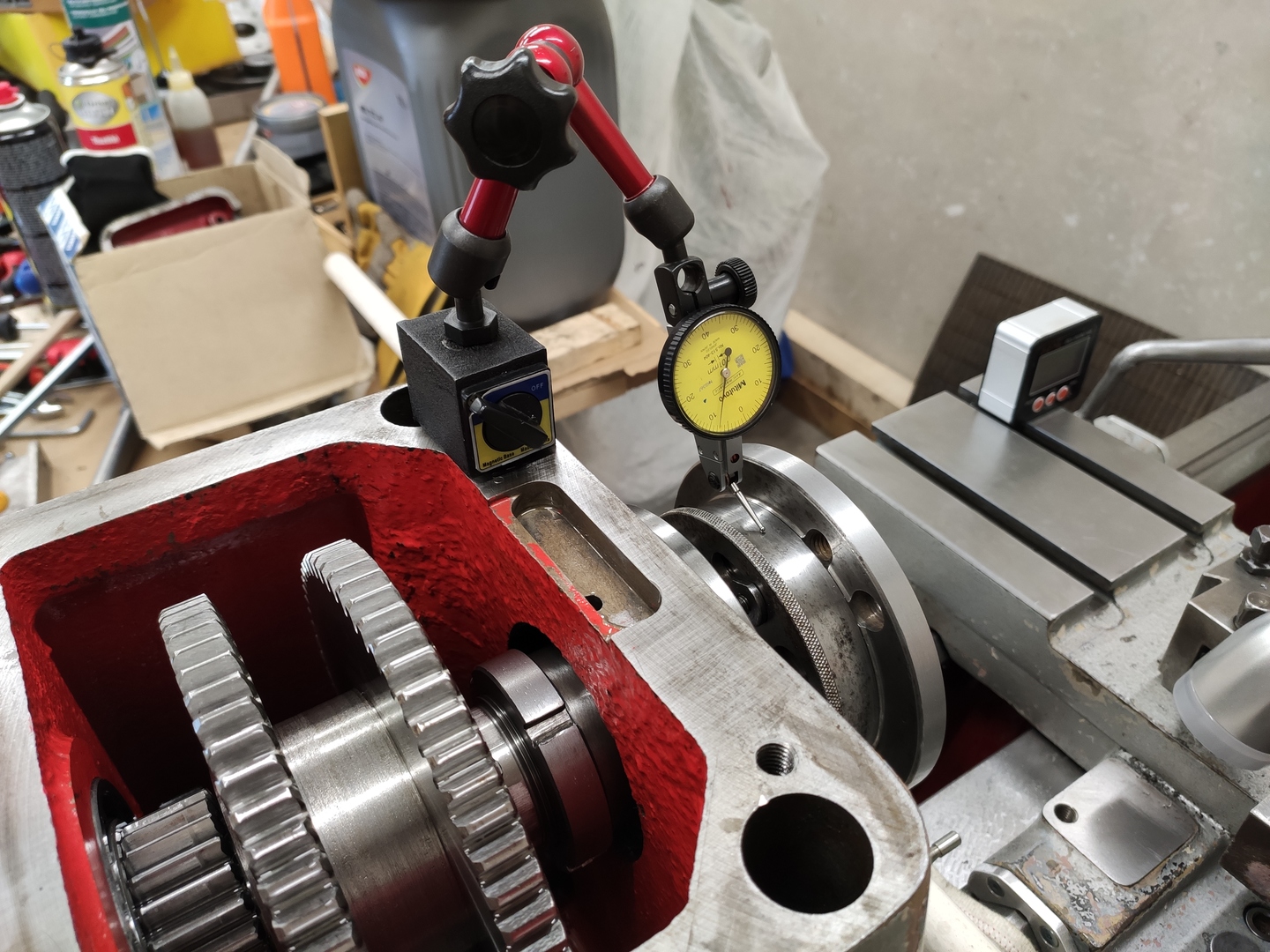
Végül megmértem levett kalapnál a hézagot és ugyanúgy 1 század. Nyugtassatok meg, hogy nincs túlhúzva a csapágy és nem fog berágódni. (Tudom hogy 5 ezred a megengedett max.)
Jó, majd ha eljutok a gránitlapomhoz, leellenőrzöm az óráimat (ehhez el kell mennem a másik órámért is a régi műhelybe), utána leszedem az orsóház tetejét és felcsattintom a másik már behántolt talpas állványomat. Még szerencse hogy a szögtapintósét is behántoltam már...
Egyébként figyeltem hogy így ebben a felállásban az a vaslap 2 század billegést tud belevinni a mérésbe, de többszöri ütögetéssel kiderült hogy ez a nyugalmi állapota volt.
Megjegyzem még mindig van a mágnestalp alatt egy darab vas, valami műanyag lap, orsóházfedél és csak utána jön a főorsóház, amiben helyet foglal a csapágy.
Szőrszálhasogatás, de tessék megadni a módját! Arról nem is beszélve, hogy egy szőrszál vastagsága elérheti a 3-4 századot.
Nincs hitetlenség, láttam a két szép szememmel. Csak nemértem van, hisz elméletileg egyenes vonalú mozgást indikál... Sőt ha kitartom a feszítést se állnak be. Érdekes jelenség az biztos.
Mi is a hitetlenség tárgya? Az ezredes óra érzéketlensége?
Azok az órák arra valók, hogy egyirányú eltéréseket lehessen pontosan mérni. A specifikációjuk is említi a gyári hiszterézis értéket, ami az idő múltával drasztikusan nő. (a munkahelyemen az összes gép backlash-t elállítgatták egy ilyen szívatós óra miatt)
A szögtapintósok rubin csapágyasak, illetve van egy régi Astimeto hagyományos századosom, az valami folytán fürge maradt.
Előre is elnézést, de bmeg ezt nem gondoltam volna!
De tényleg. Ezt nem annyira értem, ha kitartom akkor se áll be a százados és az ezredes óra se, pedig kézzel finoman jár és ütést is szépen mér... Meg se nyikkannak gyakorlatilag.
Mindenesetre ezzel így 1 század belemegy 14 kilóra 4l távolságon..
Na várjál, ha ez a felállás nem jó (nem a szánra támasztok) mert "emelgetem" az orsóházat, akkor a gépkönyvben hova támaszt? Ott is tuti az ágyazatra, akkor meg ugyanúgy ott van ez a hiba mem? De kizártnak tartom hog ennyire közel az orsóház felfekvésétől deformálódna bármi.
 a fejed.
a fejed.





 ) Mikor elkezdtem forgatni az orsót szépen jár, de aztán egyszercsak megszorul, és folyamatosan áll vissza az eredeti tengelyirányú pozícióba.
) Mikor elkezdtem forgatni az orsót szépen jár, de aztán egyszercsak megszorul, és folyamatosan áll vissza az eredeti tengelyirányú pozícióba.  )
)