Van egy szép nagy külön ,előtolóm . Abban van ez a kártya . Szerintem 42 voltos . Nincs bekötési rajzod ? Míg fűtő voltam visszakerestem a bekötést ,de nincs már meg a papír . Az előtoló is hasonló típus ,le van égve a motor . Egy tizes körül tekerték volna meg . Kéne foglalkoznom vele . Ma a kondi bekötése égett meg(másik gépen) , na úgy nagyon gagyi a gépem , kondi nélkül
Olyant amit te keresel nem fogsz találni könnyen azaz amelyeken nem előre beállított értékek vannak hanem kívülről állítható . Csak profi gépeken találsz ilyen megoldást azokhoz pedig elég húzós áron lehet hozzájutni főleg egy új kártyához . Egyszerűbbet meg 12-13E-ért lehet hivatalosan venni .
Szep (nagy) darab. Majd utana nezek ezeknek a kartyaknak en is, eleg sok fele van belole. Azert jo lenne mindkettot allitani, lehetoleg mindket iranyban.
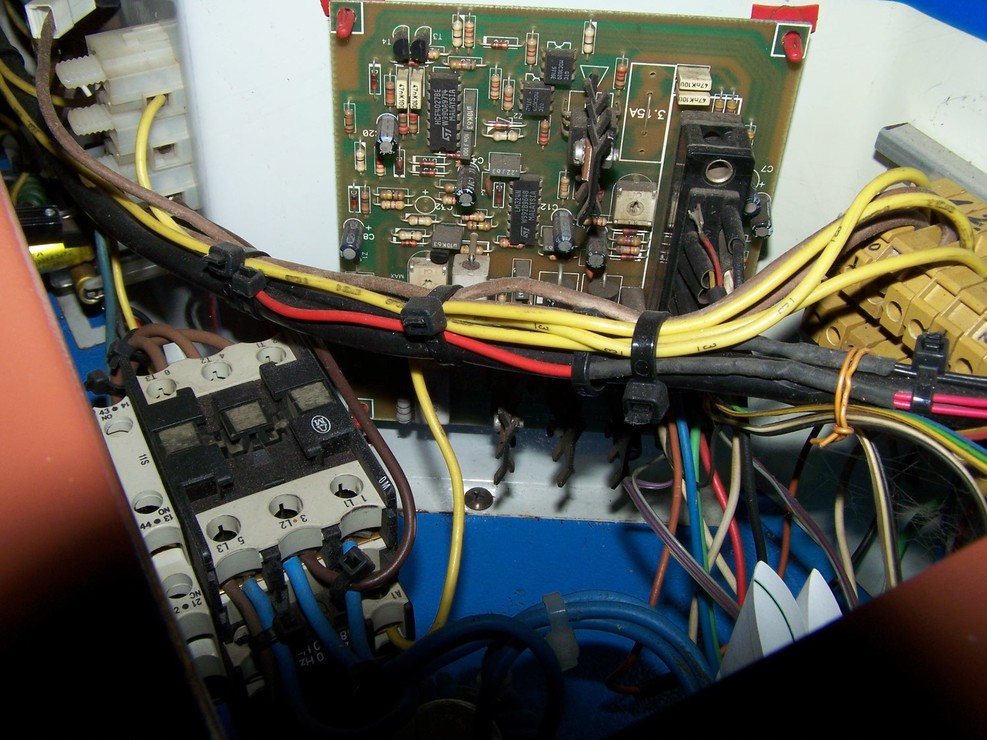
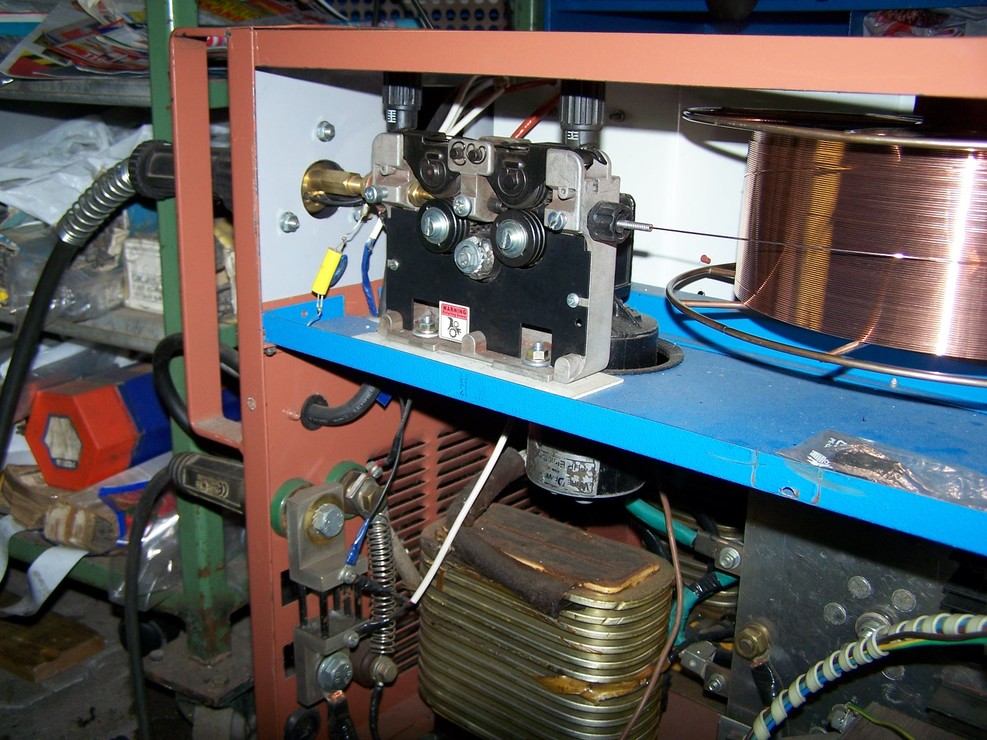
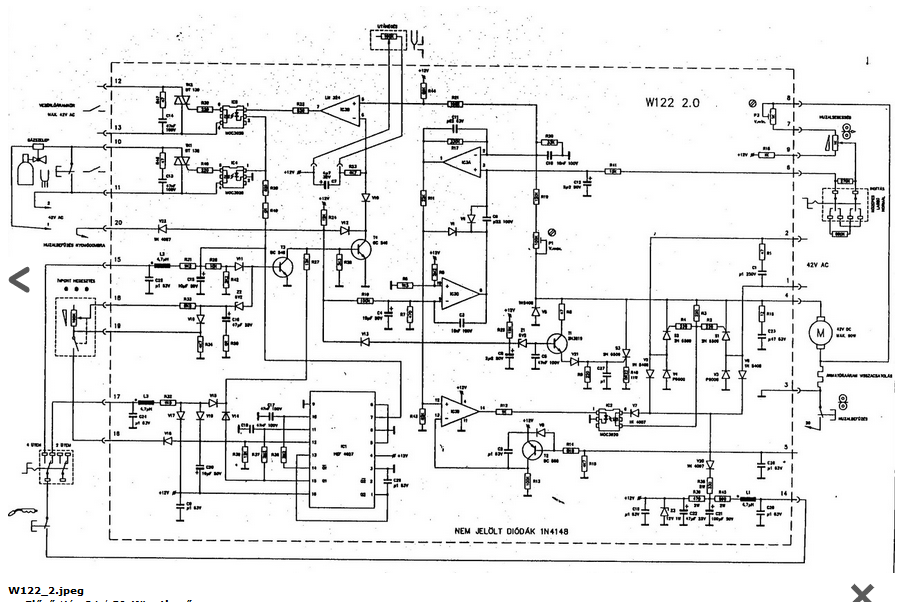
Ma este kicseréltem a 0,8-as huzalt 1-esre és közben készítettem pár fényképet . Bizony rosszul emlékeztem mert most WEL1-13-as vezérlő kártya van benne . Szerintem az alap igényeket tudja . Azt hiszem itt a cnc-s fórumon vettem valakitől 5000 Ft-ért . Janinak is készítettem fényképeket - saját építésű a gépezet és kivezettem a két polaritást , hogy könnyű legyen megcserélni . Ami még figyelemre méltó az a fojtó tekercs ami kevés menetszámú de nagyon nagy vasmag keresztmetszettel rendelkezik . A doboz egy AWI hegesztő gépé volt és azt alakítottam át . A volt és az ampermérőt kiszereltem belőle mert kellett máshova de majd pótolom , hogy ne legyen ilyen csúnya a gépezet.
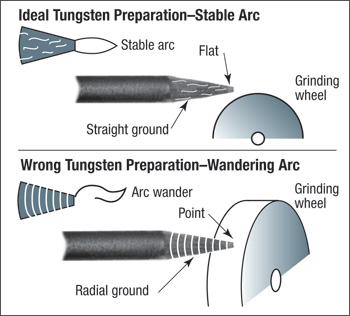
A vedogaz mennyisegere es/vagy a felulet tisztasagara esetleg a hozaganyagra tudnek tippelni. Milyen iranyban koszorulod az elektrodat? Tengelyiranyra parhuzamosan vagy merolegesen?
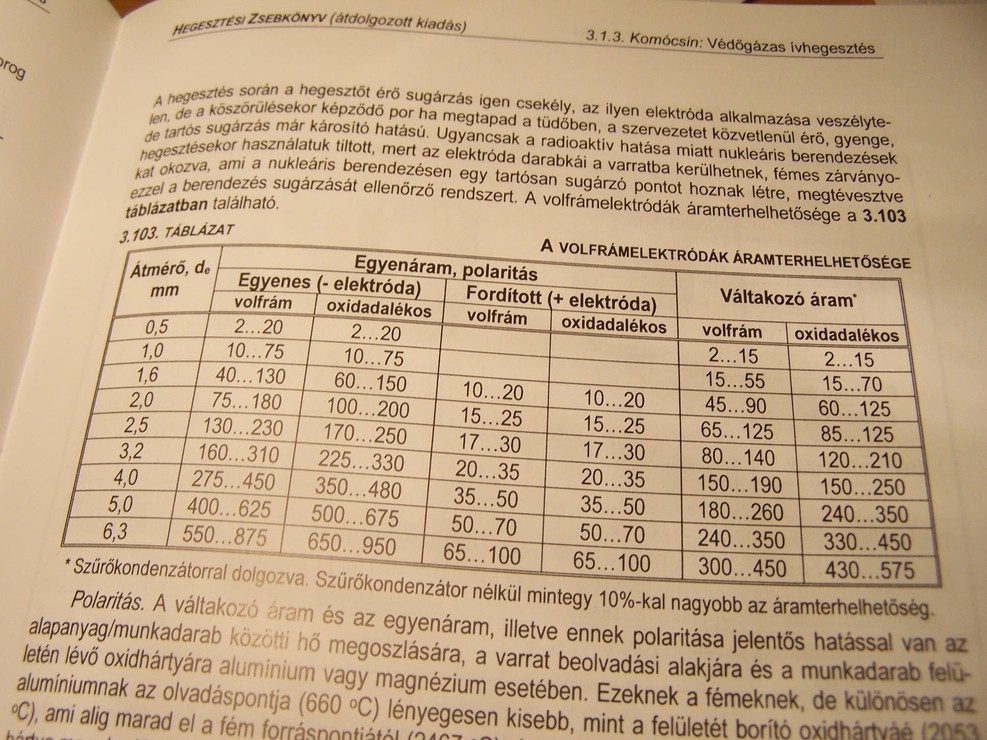
A volfrám elektróda terhelhetősége polaritás függvényében .
sufnituning | 3437
2017-11-24 22:43:49
[173]
Letisztítod kellőképp az munkadarabokat? Mert a reve, a rozsda, a kosz felverődhet a wolframra, kialakulhat kisebb gömb is és habos is lehet a hegesztés a szennyeződésektől.Én egy nagyon széndús anyagot hegesztettem, az habosra sikeredett, egyszerűen nem tudtam meghegeszteni vaspálcával.
Egy régebbi még nem impulzusos stahlwerk ct 520 gépről van szó. ( Csak DC és nem állítható a polaritás ) 2.4 wolframmal 80..120A közötti áramokkal dolgoztam. Két állandóan visszatérő nyűgöm van, amire nyilván egy hozzáértő azonnal tudná a megoldást. Az egyik a wolfram legömbölyödése, a másik pedig a felhabosodó varrat.
Üdv! Egyenárammal vagy váltóárammal történik a hegesztés? Mert egyenáramnál csak fordított polaritás (elektróda pozitív) esetén olvad a volfrám vagy ha túl vékony az adott áramerősséghez de normál esetben ugyan olyan hegyesnek kell maradnia mint köszörülés után. Váltóáramnál már más tészta ott a polaritás folyamatos változása okozza de azt többnyire lehet szabályozni.
Nemrég volt itt szó a mangánacélról . Csinálnék húzató szerszámokat ,szorítópofákat belőle . A piros ,olyan alapozó színűre gondolok , ahhoz hozzá tudok jutni hulladék darabok hoz ,megint . Lehet hidegen hegeszteni , vízben edzeni . Jobbnak tűnik mint a biliacél rúgóacél párosítás . Nagyon erős anyag ,megpróbálom .
remrendes | 4057
2017-11-24 15:14:17
[165]
Egy komplett lenne a legegyszerubb. Ez milyen funkciokat tud?
A pontos megoldást számodra én nem tudom .Én vettem egy új W 122 vezérlő kártyát a géphez 5000 petákért és az építettem bele a hegesztő gépbe mikor az előző kártya beadta a kulcsot .
Vennek egy regi vagasu, hazai gyartmanyu trafos CO MIG/MAG hegesztot, de kicsit okositanek rajta, mert 1-2 funkcio azert hianyozna belole. Hogyan lehetne megoldani, hogy a gomb elengedesevel meg 0.2-0.3 masodpercet tolja a drotot? Illetve 0.5-1 masodpercig a gazt is fujja? Mondjuk ha lenne gaz elofujas, az sem lenne problema, de talan az utobbi ketto egyszerubben kikiserletezheto 1-1 kondenzatorral? Nem is kellene allithatonak lennie, megnezem a beallitasaim es lehet fix ertek is.
Törölt felhasználó
2017-11-23 23:24:33
[162]
lemarat.. rotamétert csak nyitot gázáramlásnál lehet beálitani!
Ez így van, szusszan a pisztoly induláskor, és próbáltam is méregetni, hogy vajon mennyi hibát okozhat.
Nem sikerült pontosan meghatározni, hogy esetembe mennyi hibát okoz, talán 1-2% lehet. Aztán arra jutottam, hogy annyira nem számottevő egy 15-20mp mérésnél.
Ok.. már abban a hitben voltam , hogy itt akarod hagyni a topicot . Én örülök , hogy létrehozták bár itt sem tudok minden témaköréhez hozzászólni de gondolom nem is kell .
"Magyarok vagyunk és magyarul beszélünk" Valami ilyesmi már nekem is nagyon akaródzott ,íródni . Az csak jó ha valaki tud angolul nem vitatom . De hogy a saját hazámban megszóljanak ,lenézzenek mert magyarul beszélek ,nekem furcsa .
Nagyon kezdő awis vagyok, és sokat küzdök a leolvadó, legömbölyödő volframmal. Most lehet hogy találtam magyarázatot a hibámra. Hosszú ívet tartok és az nagyobb ívfeszt igényel, de a szabályzott áram miatt ez nagyobb teljesítményt jelent, azaz nagyobb a hő, megolvad a volfram. Awi tanácsok
Csikarc | 5045
2017-11-23 13:17:30
[154]
Egyáltalán nem értem a sértődöttségedet . Egyedül te használtál felszólító módot erre volt egy-két gyenge reagálás - kis ellenállás . A fórum jó és ha jobban átgondolod pont javarészt vitákról kell , hogy szóljon ( itt a "hurrá" reagálásodra is gondolok ). Én sem sértődtem meg ha ellentmondanak az én véleményemre max. hosszabban vitatkozom ( természetesen ha nem fordul bele a személyeskedésbe ) ha meg megunom akkor lelépek .Az adatlapodon az van , hogy érdekel a hegesztés - nos akkor ?
Én egy szóval nem mondtam, hogy Co-nak nevezted, csak mivel úgy helyeseltél, azért írtam, hogy nyugodtan nevezd Te is annak, ha akarod! Megnyitották ezt az új topikot lehet megint valamin vitatkozni, hurrá! Én nem keresek csomót a kákán, egyszerűen csak kinyilvánítottam azt, hogy én nem szeretem ezt a kifejezést, de aki szereti, az nyugodtan használja, most télleg, ne fogja magát senki sem vissza! Részemről befejeztem.
De hol is neveztem "CO"-nak ? Ez amúgy sem pongyola fogalmazás hanem műhely szleng és aki akarja az érteni is fogja . Magyarok vagyunk és magyarul beszélünk értjük egymást nem kell csomót keresni a kákán .Sőt van magyar hivatalos elnevezése is - Fogyóelektródás , védőgázas ívhegesztés .
A módszerben ott lehet a hiba hogy nálunk az egy lépcsős nyomáscsökkentők vannak elterjedve, amiknek kellemetlen tulajdonságuk hogy amikor elzárod a gázt akkor nem zár le a nyomáscsökkentő hanem átenged valamennyit, így a lezárt csőben megnövekszik a nyomás. A növekvő nyomás persze egyre nagyobb erővel hat a membránra így idővel lezár a szabályzó. Gyakorlatban ez úgy jelentkezik hogy a pisztoly szusszan egyet induláskor, majd a szusszanás után állandósul az áramlás. A megoldás a kétlépcsős reduktor, vagy a gáztakarék szelep, ami egy második reduktor. A zacskós mérés pedig beleméri a kezdeti nagyobb nyomásból származó gázlöketet is.
szénacélná látszik ha kevés a védögáz (habzik az ömledék) ... manométerel nagyon nem tudsz melélöni 5..8l/perc szokot elég leni ugy általába barkács hegesztéshez böven elég! Más tészta ha pl nyomás alá hegesztené akkor érdemes konpenzálni a beálitást!
A gáz mennyiség mérésre nekem a zacskós módszer vált be. Ezzel le ellenőrzöm azt, amit az óra mutat.
Vettem rotamétert 3 ezerért, de nem mutatott helyes értékeket. Zacskós mérés: ráteszem a levegőtől teljesen kinyomott zacskót a pisztoly végére szorítva (rágumizva),és egy 20-30mp-ig nyomom bele a gázt a pisztolyból. A lezárt zacskót mérő edénybe beleteszem és leolvasom a menyiségét, aztán kiszámolom az 1 percre eső gáz mennyiségét.
Hülyeségnek tűnik a módszer, de érdemes ellenőrizni az áramlás mérőnk pontosságát, mert ez tényleg azt méri ami a pisztoly végén kijön.






 MIG/MAG hegesztot, de kicsit okositanek rajta, mert 1-2 funkcio azert hianyozna belole.
MIG/MAG hegesztot, de kicsit okositanek rajta, mert 1-2 funkcio azert hianyozna belole.
 Én örülök , hogy létrehozták bár itt sem tudok minden témaköréhez hozzászólni de gondolom nem is kell .
Én örülök , hogy létrehozták bár itt sem tudok minden témaköréhez hozzászólni de gondolom nem is kell .





