Hegesztés közben szoktatok e védő maszkot viselni? Ha igen akkor milyet? jó lenne találni valami olyat ami automata pajzs mögött is rendesen elfér, most 3M maszkot szoktam használni ha nagyon kell hegedálni, de nem épp komfortos a viselete, persze amit kell azt teszi..
előre is kösz R.
Csikarc | 5045
2020-01-03 08:35:02
[1887]
Talán érdemes olyan embert is meghallgatni aki vásárolt abból a zsebgépből tizenegynéhány ezerért és persze meg sem próbált 4-es pálcát akasztani a végére. Ha az ember helyén kezeli a dolgokat akkor jobban jár. "Zsebgép" a Rehm Booster is de elkeni a 4-es elektróda száját.. igaz nem tízezer az ára. A kis Kínai pedig ha 100 A-es ( valószínű)akkor is megéri az alacsony árát ha hosszabb távon üzemképes és csak évente kétszer használják. Eddig még nem nyilatkozott csak egyszer a tulajdonos, akkor viszont azt írta (ha jól emlékszem), hogy működött a gépezet és tudott vele hegeszteni.
250 A? Az? Volt itt ilyen zsebgép. Jó ha 140 megvan. Nem gyújtotta be a 4 es pálcát, ventillátor lehalt ha terhelést kapott. A kos blm em 3x nehezebb és csak 200 A tud, le is veri a nagy pálcával az automatát.
Nem csak a fordítással van a gond.Sajnos sokszor a digitális kijelző is úgy van kalibrálva ( 300 amper )és mellé még az adattáblákon is fals számok vannak.
Én 300 A nél 28 V ra tippeltem az ívfeszültséget . A te képleteddel ez 32 V .No akkor a teljesítmény már 9.6 kW és még nem számoltam a hatásfokkal . Bolondítják ezek a népet
Legyen akkor : vakulj nép ! és akkor a nemzetiség lehet cseh német orosz
Van erre egyszerű matematikai meghatározás is. Uív=(Ax0,04)+X. Az "X" értéke AWI-nál 10 V, MIG-nél 16 V, MMA-nál 20 V. Ezzel nagyon jó közelítési értékkel meg lehet határozni a teljesítmény igényt is. Inverternél 80% hatásfokkal érdemes számolni.
"Hidd el ez a vakulj magyar"..nem hiszem mert az egész világon így forgalmazzák ezeket a gépcsodákat. Szóval semmi "vakulj magyar"! Semmivel sem hülyébbek a magyarok mint más nemzet. Vagy nem így gondolod?
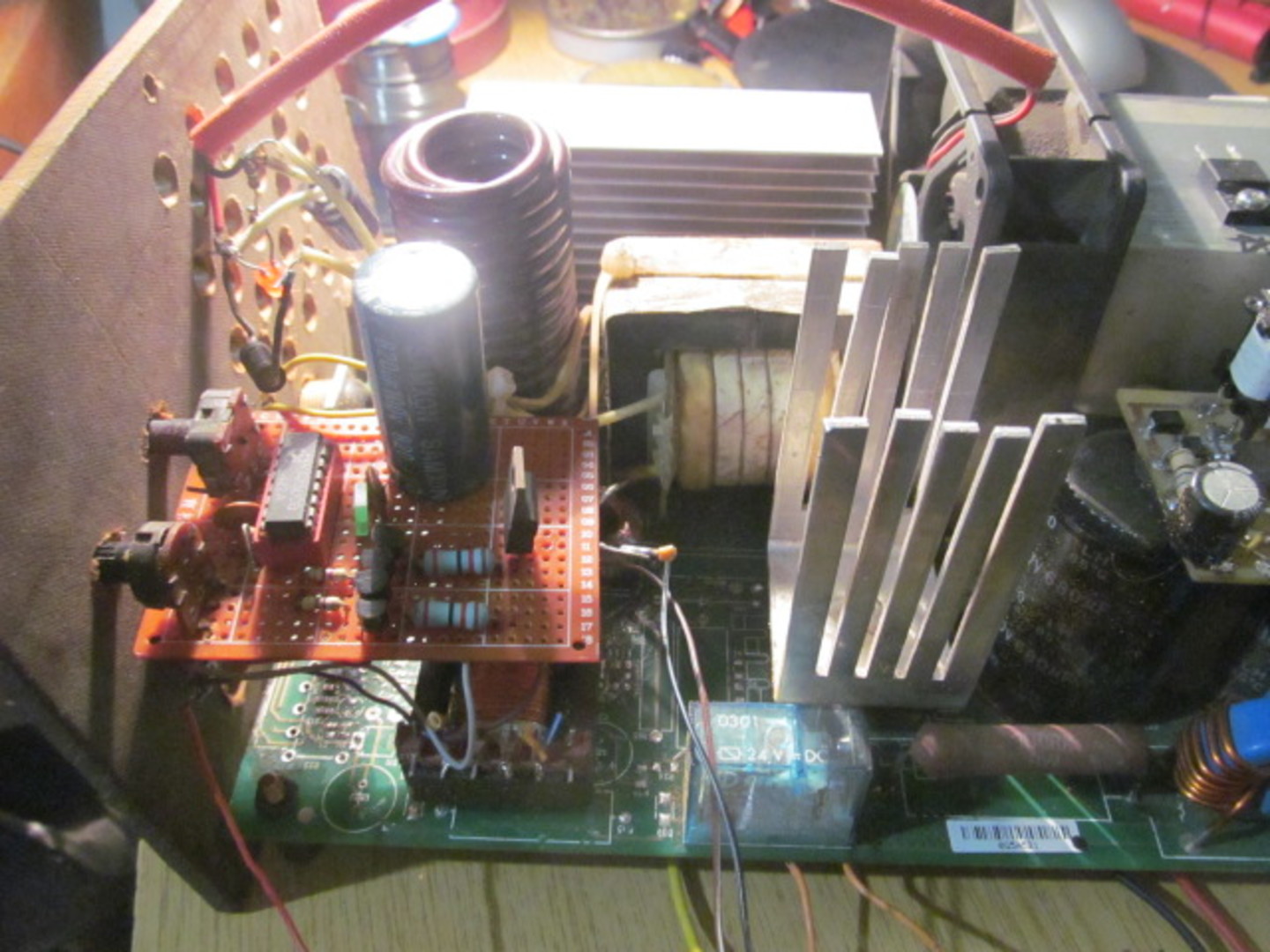
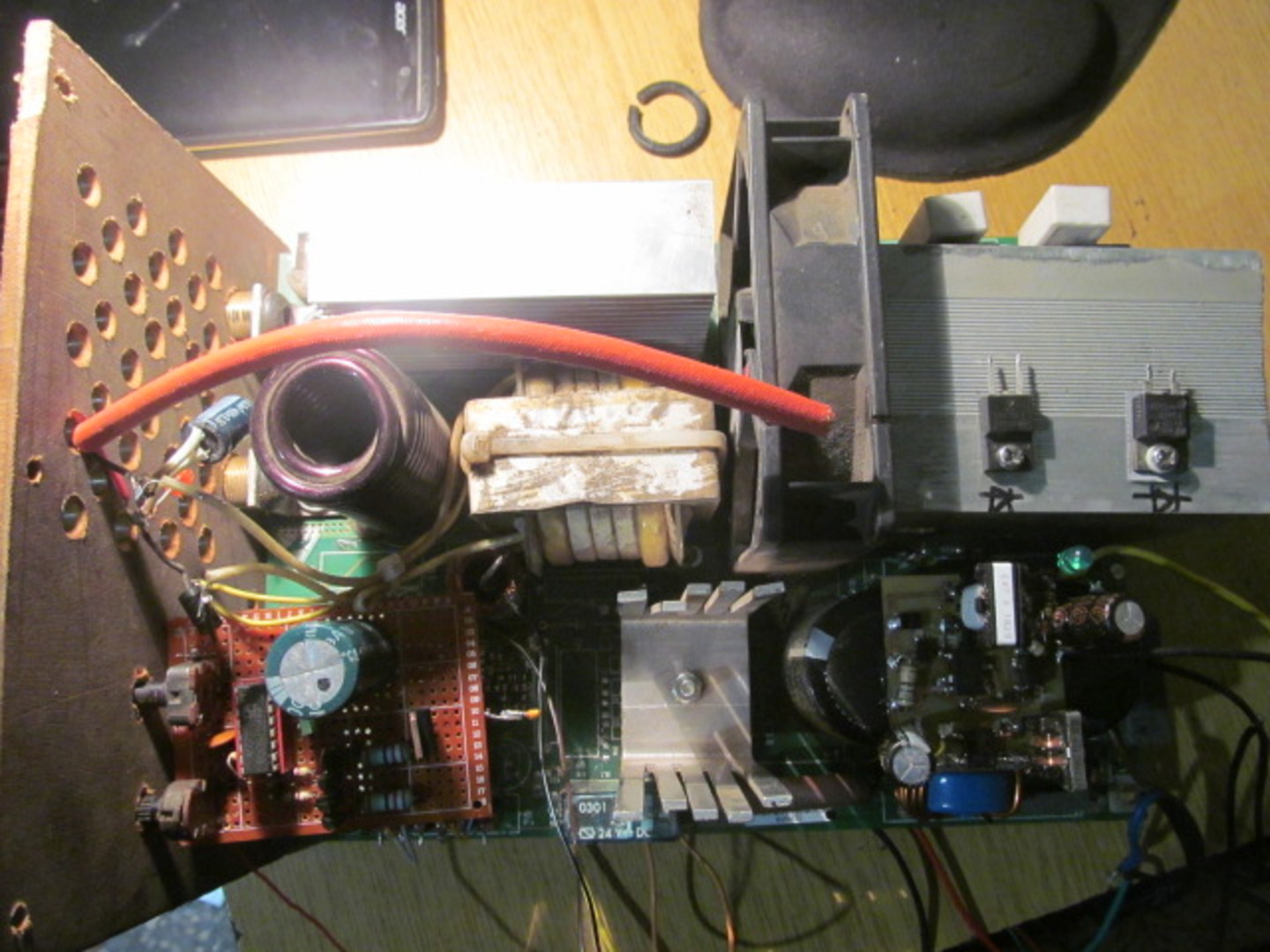
Én egy gyárit próbálok életre kelteni. Megmaradt a gyári egyenirányító része, a trafó és az kimeneti egyenirányító. Kapott tl494-es vezérlőt, IGBT-t ,és meghajtókat,tápot. Egy sorba kötött izzóval már próbáltam,az üresjárati feszültség 63V, 33.3 Khz. Talán 100-120 A fog tudni,ha nem megint a füst fog kijönni belőle. Már majdnem többe van mint a legolcsóbb Orosz inverter.
Azért mert alkalmazzák a " vakulj magyar " jelszót . 300 ampernél az ívfeszültség már bőven 24 V fölött van ( emlékeim szerint min 28 V ) De rá is lehet keresni a neten . Legyen a hatásfok 100% . A leadott teljesítmény 8400Watt . No ennek be is kell mennie . Ehhez 1 fázison 36.5 Amper kell . Ha csak 24 V os feszültséggel számolok( jól benyomja a hegesztő a pálcát) akkor is kell 31.3 A.
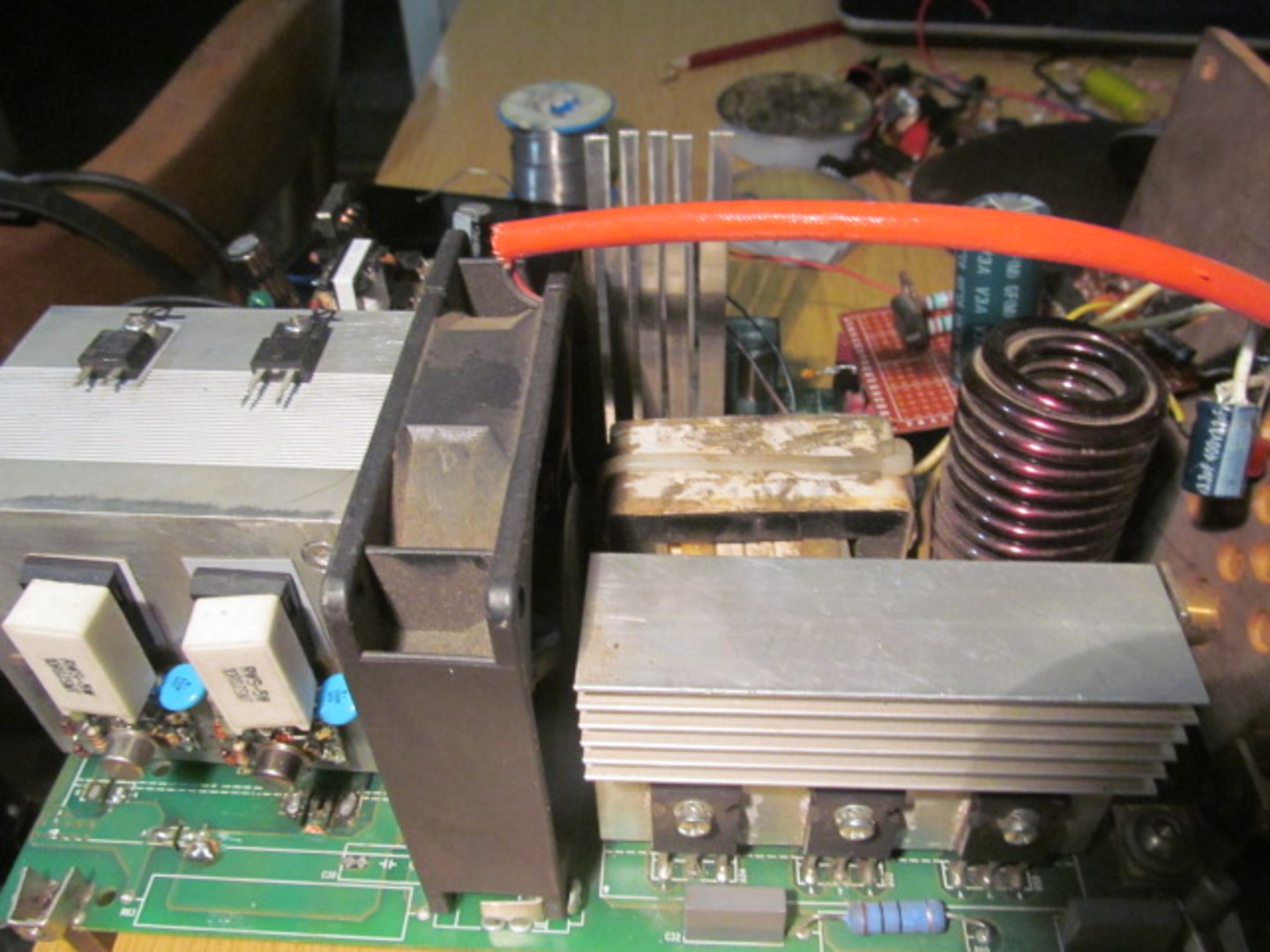
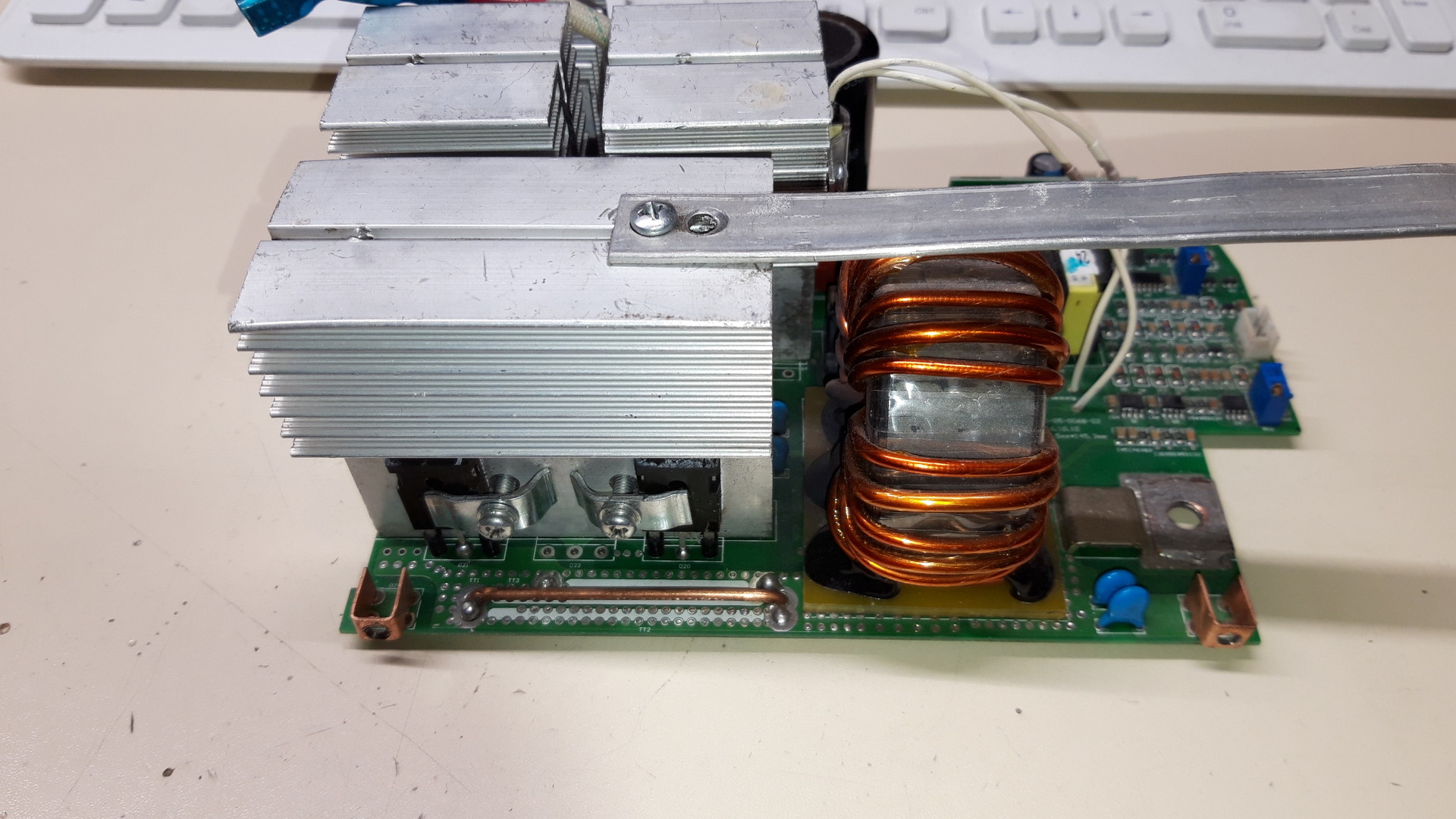
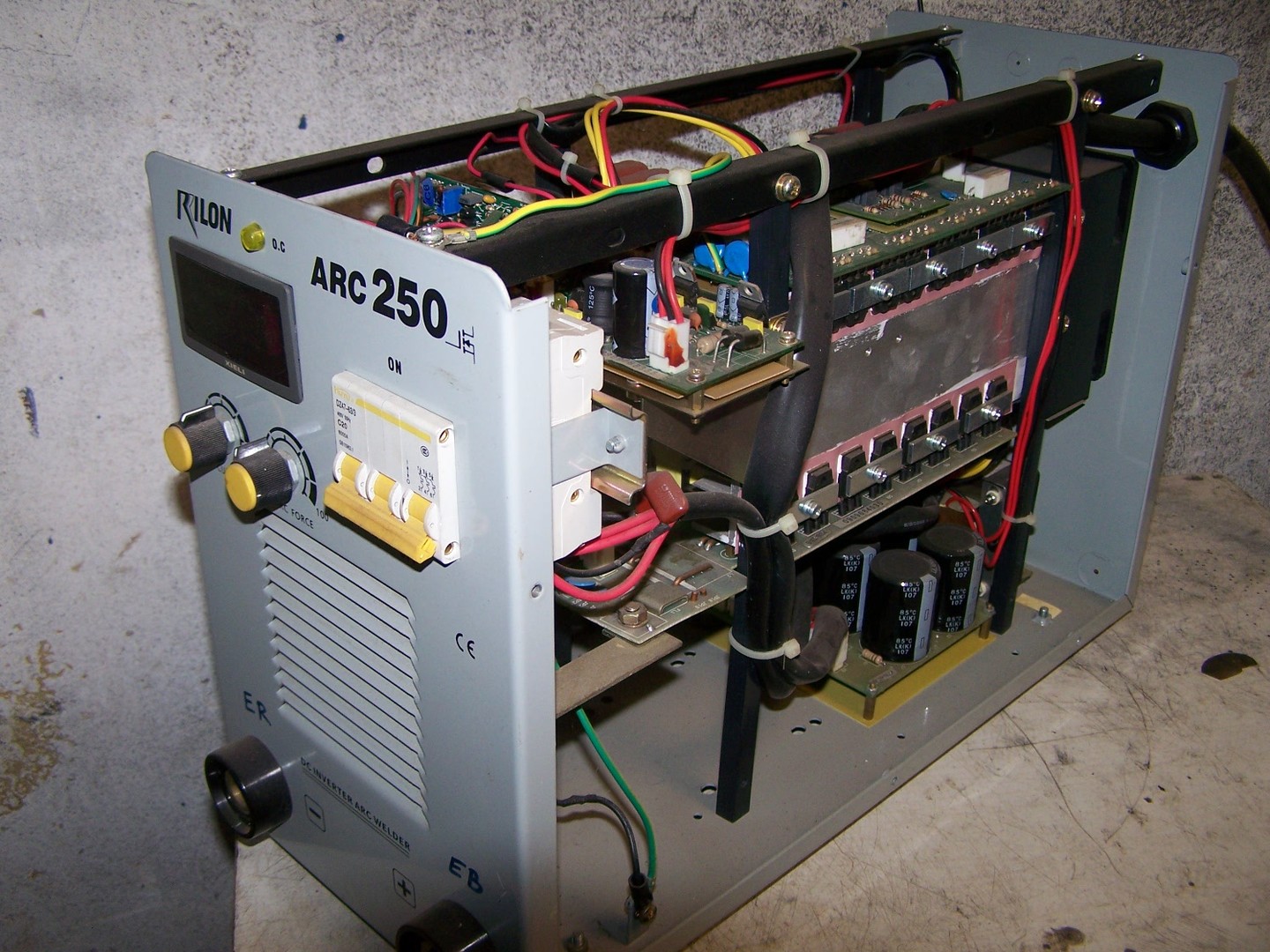
Nem hiányos az csak "úgy" van méretezve.Tudja a minimumot és kész. Láthatod a fényképen, a Rilon-ból pedig a két fojtót takarították ki pedig a panelon ott a helye és a jelölés is.
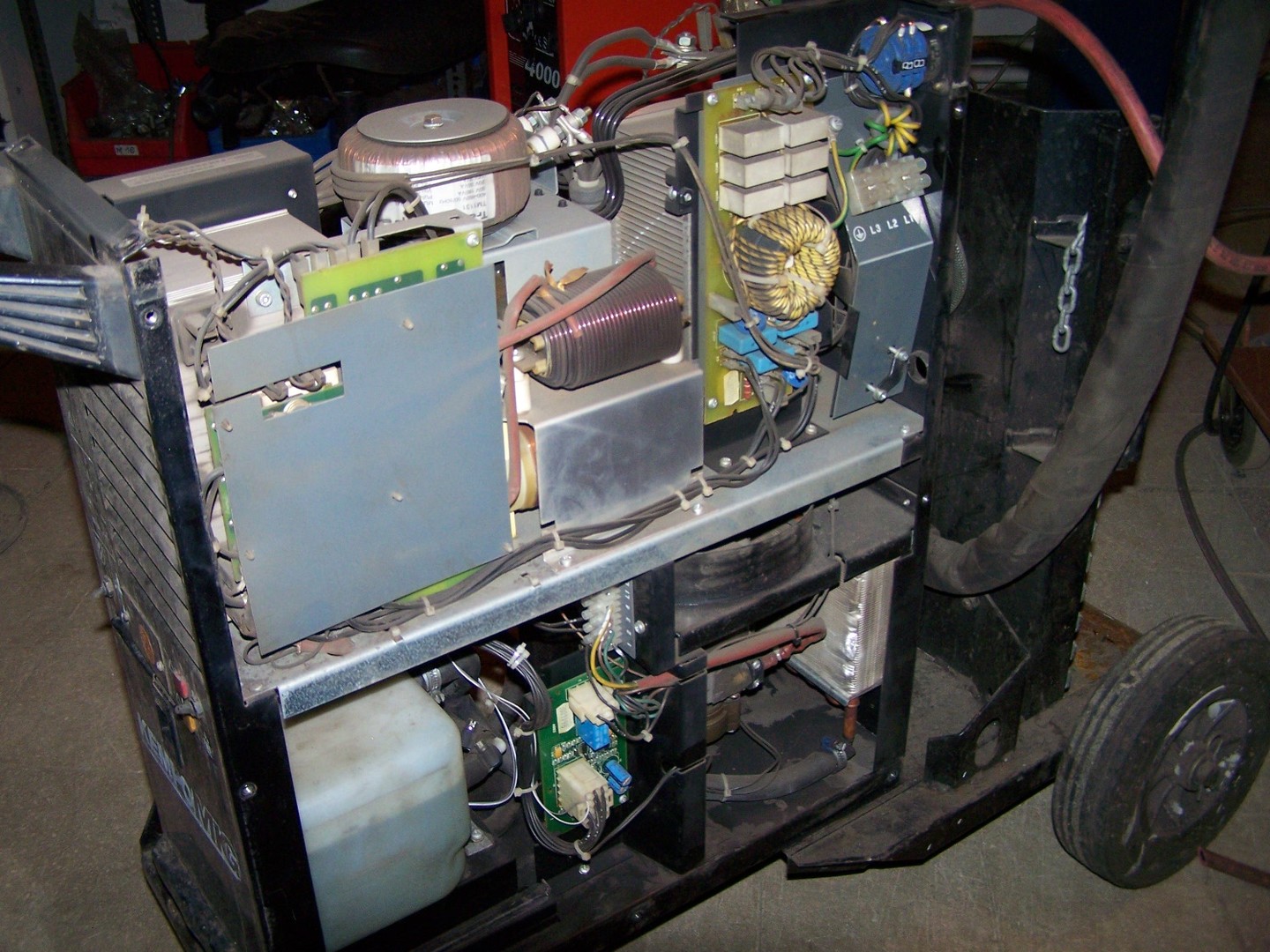
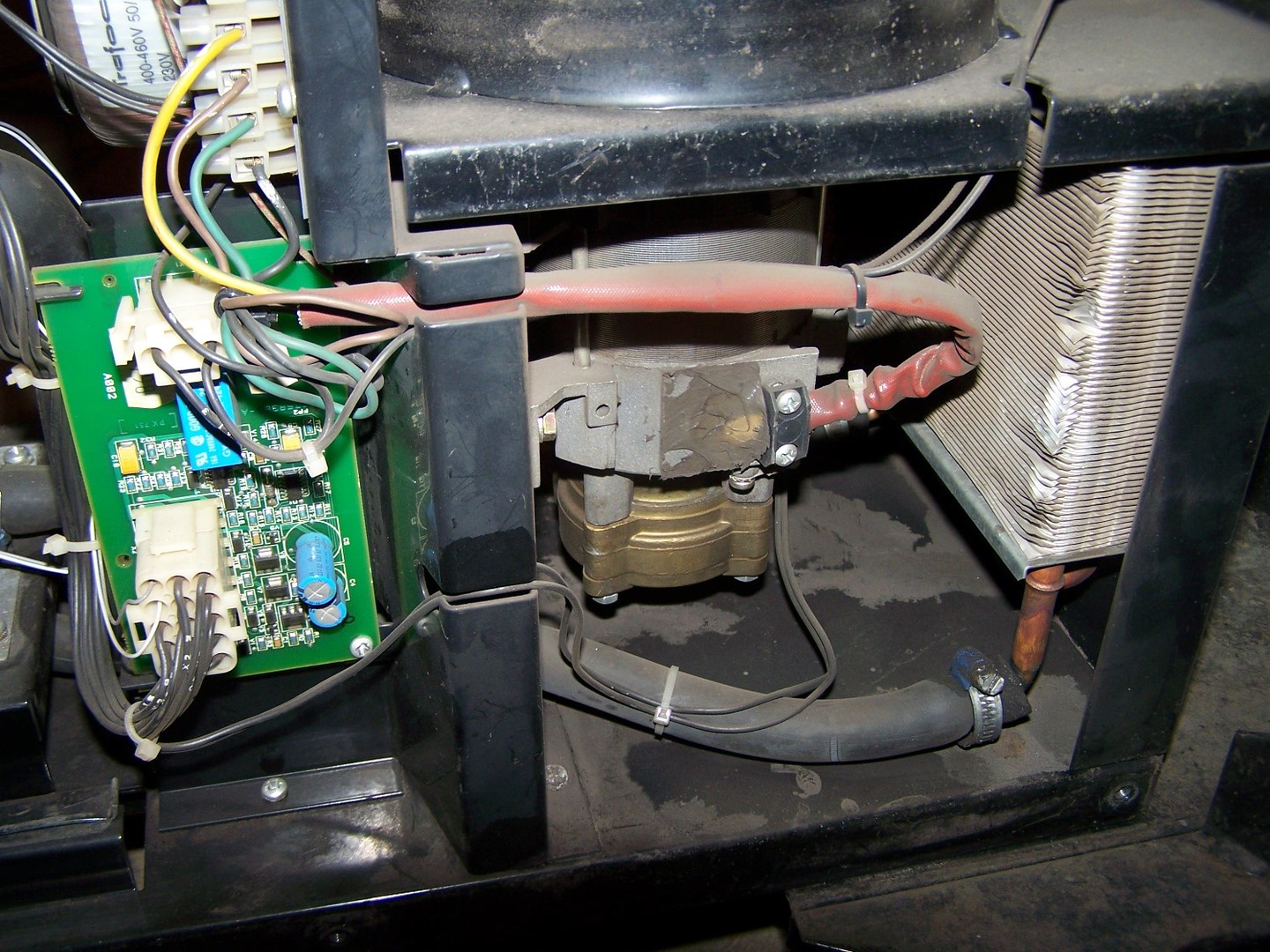
A Fronius régebben hajlamos volt a túlméretezésre. Ez is régebbi kategória,Kemppi és 400 A-t tud 60%-os bekapcsolási idővel MIG és MMA üzemmódban is. Plusz még alul a vízhűtőkör is elfért.
Ezt tegnap este kaptam szét. Szeretek mindenről belülről meggyőződni.Ez egy valósan 250 A-es kínai gép, ténylegesen lemértem a különböző potméter állásoknál terhelve a gépet. Alkatrész és rézdrót is van bőven a nyákon. Teljes hidas gép kétutas egyenirányítással a szekunder oldalon.
Ez direkt erre gyártott cucc. A pajzs is össze van kötve vele,és a kapcsolóval vezérli azt is. Ittvan kész gép,de lehet kapni itt csak elektronikát is,persze kérdés,hogy rá meri valaki bízni erre a gépét.
Most kerestem rá a négyes bevont elektródára . 110-170 amper . Rutilos . T34 et valószínűleg tényleg nehéz lenne hegeszteni vele , de azt azért viszonylag ritkán is kell . Volt itt egy a "téren" . Megnéztem ám a hátfal hegesztéseit ,azért az nem semmi .
"Miért kérded ? De most úgy komolyan , mi a túrót akarnának avval a 300 Amperrel ?"... Jani ne komolytalankodjál már! Inkább nézem a Maci Lacit a tévében.
Szia. Nekem az a furcsa hogy mintha nem lenne nagyfreki indítás. mintha mindig hozzáérintené a wolframot . És mi az a fém a porcelánon? Persze tudom hogy az alap az awi. Én is szoktam pontozgatni.
A következő videó amit feldobott hideghegesztő gépként írja le. Én szoktam így hegeszteni az AWI-val, ha viszonylag vékony anyagra, szép hegesztést akarok tenni, tulajdonképpen pöttyözök, nagy áramon egy- egy pillanatnyi gombnyomással. Ha lenne egy közbeiktatott elektronika ami tudná a kapcsolgatást így hullámszerűen irányítani, még az időintervallum is variálható lenne akkor ez a végeredmény. Ez is AWI hegesztés, csak ahogy látom a folyamatos üzem mellett lehet állítani 0 és a felső beállított áramerősség közötti kapcsolgatások frekvenciáját.
Miért kérded ? De most úgy komolyan , mi a túrót akarnának avval a 300 Amperrel ? A 180 as om szépen viszi a négyes pálcát . Jóvan 10 es anyagnál lehet nem elég akkor így egy varrat , de mégis mit hegeszthetnek 300 Amperral ,és ahhoz milyen pálcát használnának ? Most már érdekelne .
ez stromo van nekem is, javíthatónak is javítható ha véletlen elszállnának az igbt-k benne... olcsóbb is érdemes szétkapni és minden félvezetőt ami hűtőbordára megy átkenni pasztával még 1x és hajrá
Üdv, kineztem egy hegesztő gépet, pontosabban Flinke MMA-300A Inverteres hegesztőt. Meguntam a trafóst emelgetni, tologatni... Véleményekre lennék kíváncsi, hogy mennyire megbízható és használható ez az általam megálmodott gép, vagy allmodjak tovább? 21 ezresért megkapnám...
jani300 | 12043
2019-12-21 20:41:56
[1838]
Szia ! Már nem fogom látni a gépet eladta , tegnap beszéltünk telefonon . Vett inverterest , azt pedig még nem láttam .
Gondolom van egy valamilyen szempontból optimális érték amit kis mértékben felfelé és lefelé is módosíthatsz. ( Hasonlóan mint amikor a hőmérsékletet Celsiusban adod meg Kelvin helyett )