Edgecamhez működő UCCNC Post Processort tud valaki? Mindenféle Mach3 PP vel próbálkoztam, de eddig nem sok sikerrel, hibás és ismeretlen kódokat generál.
Ha tetszik a szerkezet, akkor egy pár szavazattal támogassátok meg Varga István alkotását! Szerda délig lehet szavazni ezen a linken. A gépet Debrecenben láthatta, aki ott volt tavasszal:
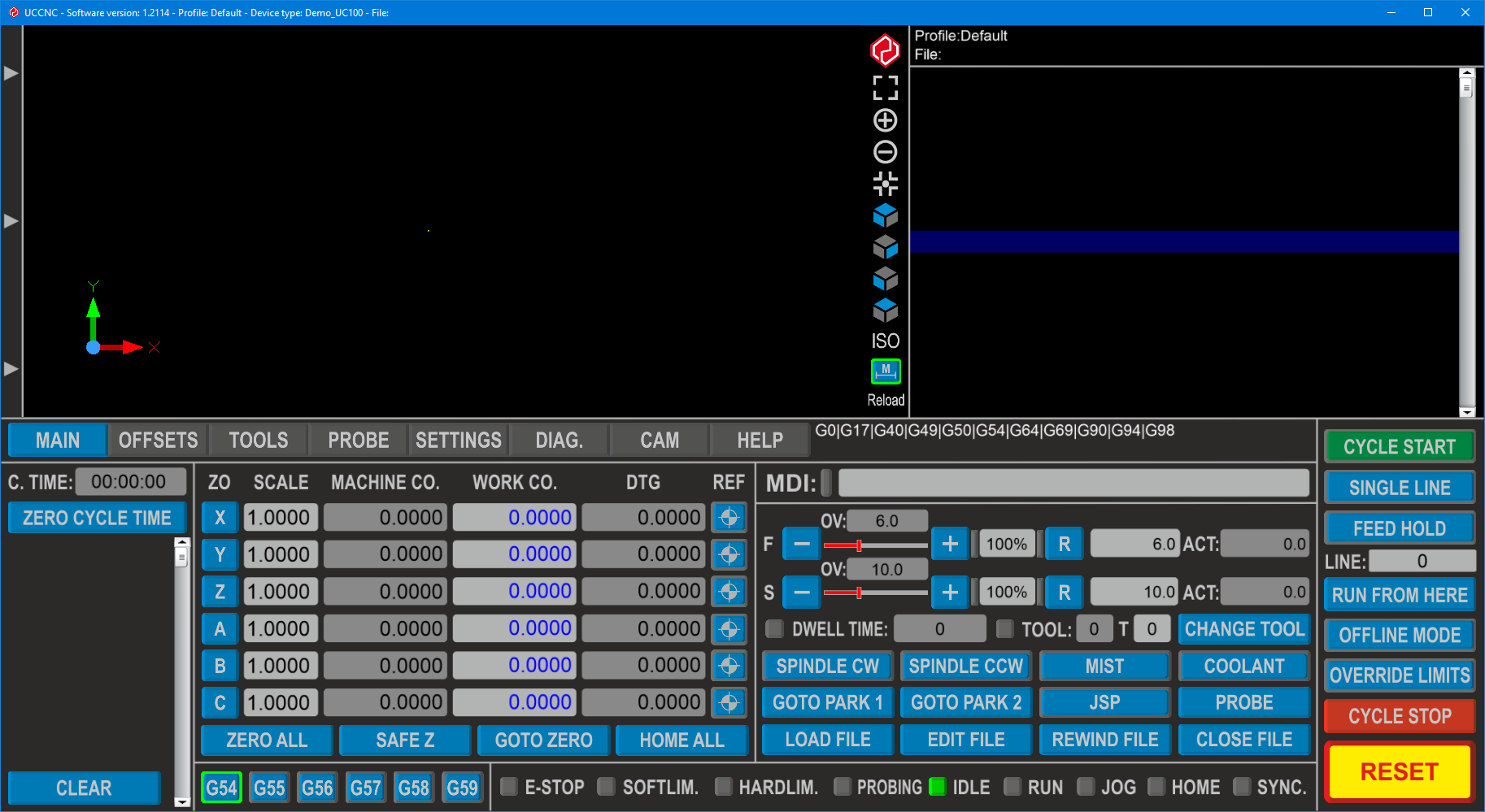
A felhasználói felületről egy kép:
Barna Tamás | 120
2023-06-08 16:10:57
[9234]
Az sem hülyeség , én a visszahúzást választottam így nem volt folyóforgács amit fel tudott volna csavarni érdemben. Legközelebb kipróbálom .
Igazábol nem a fúró megmentése végett hanem mert az E2N főorsólya 25-ös az anyag meg 25,5-ös kellet hogy egy kicsit nagyobb legyen az előgyártmány hossza . Arréb is rakhattam volna a fúrót de így is pont elfét.
Folyamatosan szurkoltam annak a kiálló fúrónak. Aztán közben rájöttem, hogy az a "közbetét" pót tokmány - kisebb átmérőjével - valószínűleg csak az ő megmenekítését szolgálja.
Emlékeztem az 50Khz re ( ezt Sarktibi is megerősítheti akinek mondtam telefonban ) de rá akartam keresni a doksiban hogy ellenőrizzem magamat . Igazad van nem a doksiban kellett volna keresgélni hanem a topikban és a keresőszó az encoder ( ki is próbálom )
About 50kHz is the max. processed encoder signal frequency by the UC300ETH microcontroller.
nem bánom ha angolul de a manuálba nem kellene ezt szerepeltetni ? A kérdező sem nyaggatta volna, ha egy publikus felületen megtalálja ( mellesleg Balázséknak is kevesebb dolguk lenne mert kevesebben kérdeznének )
Én úgy tudom hogy ilyesmire nem képes uccnc... Pontosan ezért váratott magára olyan sokat az eszterga funkció is. Ez egy step dir es cucc, dro-ként úgy használhatod, ha teljesen elektronikusan hajtod, tehát kézikerék az uccnc -hez kapcsolódik, és a motorok viszik a tengelyeket...
Elolvastam az UCCNC manuálját és rákerestem a "frekvencia "szóra ( annak reményében hogy megtudom hogy a segéd encoderek jelfeldolgozási sebességének maximumát ) sajnos nincs ilyen leírva
A segéd encoderek fejezetben sem találtam utalást
A te eseted ( 4 él feldolgozást feltételezve ) kb 67 kHz jelfrekvencia . Remélem Balázsék ( Dezsoe ) is olvassák és választ kapunk . Szerintem necces
Zozi , frob , köszönöm a válaszokat akkor az érzékelő az pipa.
Van 4 db encoderem , az UCCNC-le tudja kezelni? Dro-nak használnám.
Voltage: 5
Pulses: 1000
Van egy cnc marógépem arra szeretném felrakni 5 mm-es golyósorsók 5.000 mm/perces gyorsjárat.
Autotec1 | 518
2023-04-30 14:11:12
[9215]
csak óvatosan bátorkodok megkérdezni, hogy a bemutató után kitűztetek-e egy időpontot az eszterga mód megjelenésére?
Zozi | 366
2023-04-29 16:26:18
[9214]
Teljesen jó, ha meg tudod védeni a forgácstól. Nekem minden tengelyen hasonloak vannak, M5, M8, M12, és teljesen jó a visszaállás. A mozgó asztal alatt egy szelektív verzió van ami csak feromágneses anyagra reagál. Tervben volt, hogy rákötöm az enkóder jelet is, hogy teljesenn pontos legyen, de nem volt rá szükség. 0,4 keményfém fúró visszatalál a furatba és nem törik el vészstopp, elmozgatás kézzel (orsótekergetés) és home után.
sztem teljesen jó lesz, nem rosszabb mint egy mikrokapcsoló, megfelelő méretű vasdarabot kell előtt mozgatni ( darab lemez) pontosan, mivel csak 2mm a táv amin érzékel
Így külön nevesítve nem. Viszont az 5441-et javasoltam korábban is, aminek 4 analóg kimenete van, tehát akár 4 frekvenciaváltót is elláthatsz analóg jellel. Az analóg kimenetek makróból állíthatók, tehát akár képernyőről, akár g-kódból vezérelheted.
Az lenne a kérdésem. lesz-e programból vezérelhető hűtőviz nyomás állitási letőség? Szeretnék felrakni egy centrifugál szivattyút , frekiváltóval szabályoznám , felszerelnék még legalább 3 db 2/2 szelepet , a viz útját terelném vele. Felhasználsi helytől fűggően.
Az M 8-9 is kell , lényegében 2 db szivattyú menne fel ( 1db 0-1 bár 1db 5-15 bár )
Igen, bemutattuk a találkozón, de még nem elérhető, nem letölthető. Van még vissza pár apróság, tesztelni és fejleszteni való ahhoz, hogy ki tudjuk majd adni az új verziót.
svejk: A mechanikát megoldom elvégre gélakatos gépszerelő vagyok , van egyetemes esztergám plusz marógépem ez a része megoldva. Van egy CTAHKOV revolver esztergám amin már 25 éve dolgozom ( modernizálva van ) annak a revolver fejét szeretném lemásolni , ez olyan hogy ,kiemelés nélkül fordit. ( jó gyors )
dezsoe: Én ara gondoltam , a revolver fej miatt teszek fel egy OMRON PLC-ét azzal lekezelném léptetőt , a nullpontkeresést , az 5/2 szelepet , az induktiv érzékelőt , a reed relét. ( vdi 20 , belső hütés is kell min: 10-15 bár )
Csak valahogy a kommunikációt kellene megoldani.
DE ha ott lesztek Debrecenbe , kitárgyalhatjuk ha lesz rá idő.
Barna Tamás | 120
2023-04-21 09:38:09
[9199]
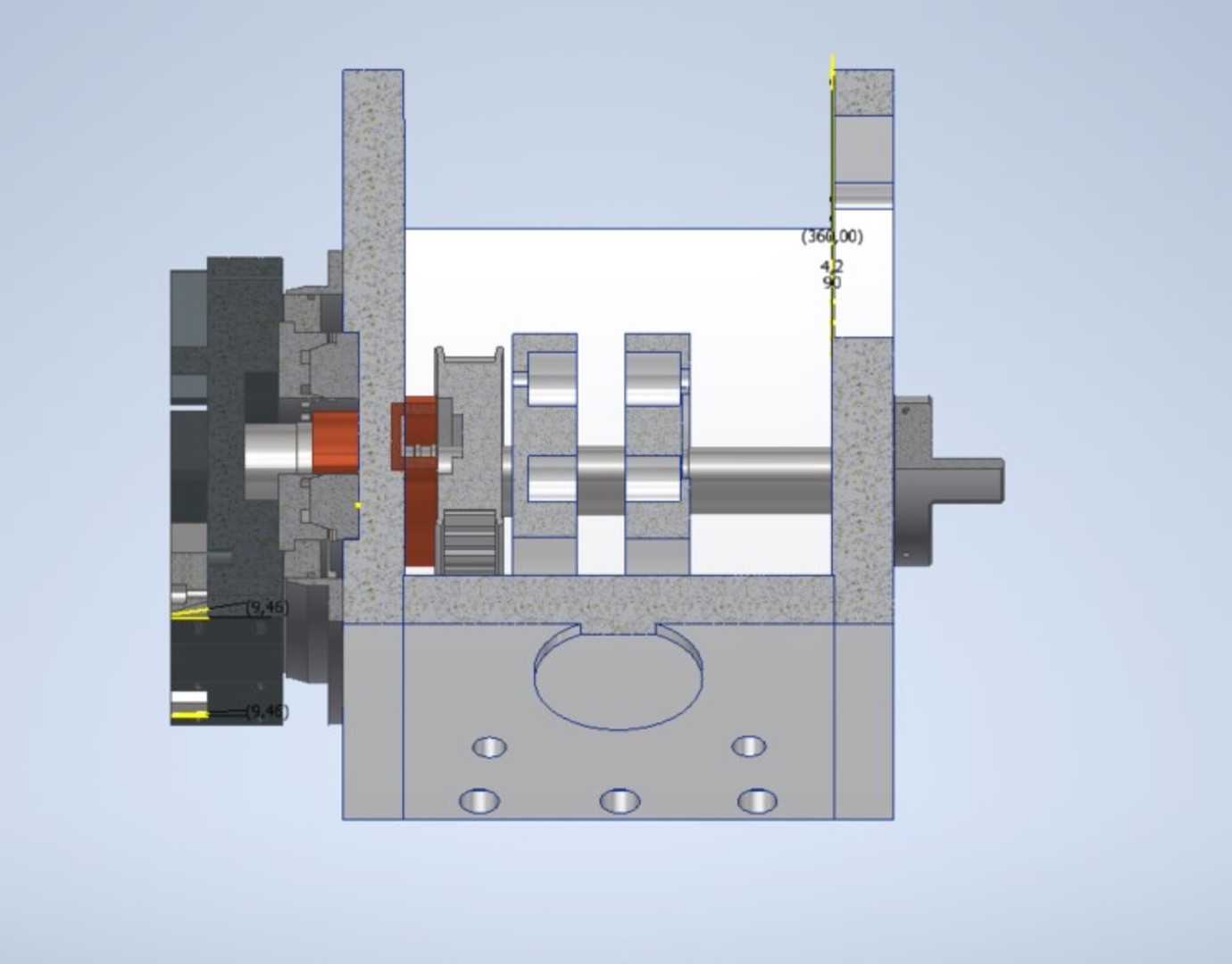
Lesz egy kis időm dobok fel pár képet , de amit viszel fogastárcsát a találkozóra, az tényleg segítség lesz annak aki ilyen revolvert akar csinálni . Egy szett lehet engem is érdekelne .
ToolB[1] = 45*(1-1); // Tool1 B position ToolB[2] = 45*(2-1); // Tool2 B position ToolB[3] = 45*(3-1); // Tool3 B position ToolB[4] = 45*(4-1); // Tool4 B position ToolB[5] = 45*(5-1); // Tool5 B position ToolB[6] = 45*(6-1); // Tool6 B position ToolB[7] = 45*(7-1); // Tool7 B position ToolB[8] = 45*(8-1); // Tool8 B position
Általában pneumatika emeli ki a rögzített állapotból, ez egy kimenettel kapcsolható, van még egy referencia érzékelő, hogy tudja, hol tart. Első induláskor fék oldás, referencia felvétel, beállás vagy az első, vagy a legutóbb használt szerszámra, fék visszazárás. További szerszámváltásnál ugyanez, csak nincs referencia felvétel.
Leirnád kb. hogy is van ez. Másokat is érdekelhet a léptető vagy szervo motoros revolverfej. Lehetne mondjuk A-tengelynek definiálni? 1-fokonként mozgatni 6x60=360 8x45=360 fok.
( Nem vagyok elektromos szaki , inkább csak esztergálni szeretek )
A CNCdrive és a Polgárdi Design közösen felajánl a debreceni találkozón tombolára egy AXBB-E mozgásvezérlőt a hozzá tartozó UCCNC licenccel.
dezsoe | 2914
2023-04-20 12:35:24
[9191]
Persze, hogy lehet, csináltunk már ennél sokkal bonyolultabb szerszámcserélőt is. (Pl. láncos tár, vándorló szerszámok, enkóder a láncon, átmeneti, szerszám előválasztással stb.)

 Az ilyen műanyag mdb átmérőzését, bentről kifelé szoktam esztergálni. Többnyire letolja a végén a forgácsot, nem gyűlik össze a mdb-on.
Az ilyen műanyag mdb átmérőzését, bentről kifelé szoktam esztergálni. Többnyire letolja a végén a forgácsot, nem gyűlik össze a mdb-on.