A fenti linkről letöltöd és kicsomagolod: egy TPCoord.dll van benne. Ezt a Plugins könyvtárba kell bemásolni, majd az UCCNC-ben engedélyezni kell a TPCoord plugin-t. A képernyőre tegyél két mezőt, az 5000-es lesz az X, az 5001-es az Y koordináta. A látvány kedvéért jobbra kell igazítani. Kész, kattinthatsz.
Előzmény: hegedűs györgy, 2022-07-04 13:54:56 [8938]
hegedűs györgy | 68
2022-07-04 13:54:56
[8938]
Üdv mindenkinek! Az a kérdésem, hogy beiktatható-e egy olyan funkció a 3D-s szerszámpálya megjelenítőbe, amely mutatná a kurzor koordinátáit valahol a képernyő sarkában, vagy a kurzor mellett közvetlenül? Az aktuális G54-G59 koordinátára gondolok, valamelyik rögzített irányból... (felülnézet, oldalnézet stb. Természetesen az "ISO"-ban nem.) A lényege az lenne, hogy a munkadarab leszorításához használatos szívókorongokat (vagy csavaros leszorítókat) egyszerűen lehetne betájolni a szétmarás elkerülése végett. A beolvasott szerszámpályára "bökve", akár kinagyítva, ismerve a szerszám átmérőjét és a "szorító" méreteit, egy nagy segítség lehetne olyannak, mint én. Ha csak a felülnézeti pozícióban működne, nekem már az is nagy segítség lenne, de el tudom képzelni azt az esetet is, amikor valamelyik oldalsó nézet a kívánatosabb. Azt gondolom, hogy már más felhasználó is beleütközött ebbe a gondba, problémába. Van megoldásom arra, hogy egy lézer pöttyel rámutatok, akár körbe is rajzolok, marás által elkerülendő, gépelemeket, de ezt csak időigényesen, egy segédprogram segítségével tudom megoldani, ami minden cikis darabnál percekbe kerül. Ez a kurzor koordinátás megoldás jól jönne, mert másodpercek alatt működne. Egy Homag gépen volt módomban hasznát venni ennek funkciónak, annak ellenére, hogy ott lézer projektor vetítette a "szívópapucsok" kontúrját az asztalra. . . Tudom, más árkategória. . . Válaszotokat előre is köszönöm, tisztelettel, Gyuri ui: bocsika a szófosásért. . .
A legtöbb munkához vákuum asztalt használok datron papírral, ezért a munkapontot legtöbbször a papír felszínén veszem fel egy gage blockal. Ezt szeretném kiváltani a beépített taszterrel, amivel felvenném a papír felszínét, majd az első szerszámot bemérve a taster és a szerszám offszetével nullázná. Innen minden szerszámcserekor az offszetet írná vissza a Z-be. Ugyanez lenne a process befogóval (direk nem írok satut, mert sokféle befogást használok), hogy az anyag alját mérem be Z0-nak.
Rendben, akkor valószínűleg én csinálok valamit rosszul. Addig megvagyok,hogy definiáltam a mobil próba helyét és a PROBE POS gombbal elmegy a szerszám a próba fölé a kívánt sebességgel. Ekkor ha megnyomom a PROBE gombot alul a COOLANT alatt (ami tudtommal az M31-et használja) akkor leméri a szerszámot. De hogy mit mér, és mi történik, az elég ködös még. Nem sikerült a probe képernyővel szerszámhosszt mérnem és doksit sem találtam hozzá. Az info gombot megnyomva a probe képernyőn, fura angolsággal leírt, nehezen követhető funkciók vannak. Hogy lépjek tovább, mit csináljak másképp? Amire szükségem van, hogy a CAM-ben megadok egy toolchange parancsot, ekkor meghívja az M6-ot, beáll egy szerszámcsere pozícióba, ott kicserélem a szerszámot, mér és beállít egy offsetet, majd dolgozik tovább a következő szerszámpályán.
Ez így van, mert A-n van egy rotary amihez nincs home szenzor, de ki van kötve, csak a tengely engedélyezett. KIpróáltam most és már engedélyezi a mobil próba beállítását. Köszi a megoldást! Haladok tovább vele és meglátjuk meddig jutok. Addig tudsz esetleg olyan M31 makrót adni, amiben a próba helyét be tudom állítani, és csak a szerszám offszetet írja vissza cserekor?
Hümm. Az érdekes, mert abban már ez a hiba elvileg ki van javítva.
Még az lehet, hogy van egy engedélyezett tengelyed, amit nem home-olsz.
Mindegy, itt egy frissebb változat. Ha ezzel sem jó, akkor megvizsgáljuk alaposabban, mert biztos valami egyszerű dolog lesz, ami most nem jut eszembe.
dezsoe Kérhetem a segítséged a szerszámbemérő beállításában? Úgy tűnik hogy minden doksit, fórumbejegyzést, még a stepcraft doksiit is elolvastam, de elakadok. Itt részletesen leírod, hogy mit hogy kell, de más az első lépés sem valósul meg, mert homing után közvetlenül azt mondja, nem volt homolva a gép.
dezsoe | 2914
2022-06-17 08:57:39
[8922]
Az UC300-on keresztül nem nagyon fogsz abszolút enkódert olvasni, az valamilyen soros és/vagy Modbus kommunikáció lesz. Ha megvannak a koordináták, akkor több módja is van, hogy felhasználd. A legegyszerűbb, ha egy makró beírja az adott tengely "Write offset on homing" mezőjébe a tényleges koordinátát, meghívja az "Apply settings", majd a megfelelő referencia gombot. (Ilyenkor nem adsz meg referencia bemenetet.) A gép mozgás nélkül elvégzi a referenciafelvételt és beírja az adott tengelyhez a tényleges koordinátát.
Nos frissitve lett a gèpe erre. En a macrot meghagytam meg a parancsikont is.
Szepen el is indult, jo verziot ír, csak kezibe megmozgattam mind a 3 iranyt, működik, mentem tovabb.
Ma megyek vissza, mert automatàban rángatta a gépet, csak ennyi infom van eddig.. tipp ötlet? Van backup, de ez fura nekem. Eddig sosem frissitgettem, megkertek rà. Ez mar az 5. Gèpem amit osszekalapaltam, de ilyet sose tapasztaltam.
Ez így nagyon kevés információ. Az új verzió telepítése: miről mire frissítettél? Hogyan frissítettél? Ugyanazt a profilt használod, vagy újra beállítottad?
Nem indul, indexjel van: az UCCNC-nek az index kevés, meg kell lenni az A és B jelnek is, ráadásul megfelelő sorrendben. Ha mindhárom be van állítva, akkor próbáld a Reverse enc. dir kapcsolót átkapcsolni.
A Mach3-nál a működéséből adódóan nem lehetett a buffert 1sec-nál kisebbre venni. Ezért ott kb. 1sec késik a reakció a Feed állításnál. UCCNC-nél másképp működik, ott a "Gen. Setup"-ban állítható az előpufferelés ideje, mely alapbeállításnál 0.1sec. De ha kell, egészen 0.05sec le lehet menni vele. A tapasztalatok szerint a 0.1sec beállítás is már azonnali reakciónak érzékelhető.
Nem tudom, hogy a Mach3 mennyit vacakol, az UCCNC azonnal reagál. Az "azonnal" természetesen úgy értendő, hogy azért a poti értékét be is kell olvasni és fel is kell dolgozni, de a technikai határok figyelembevételével gyorsan reagál.
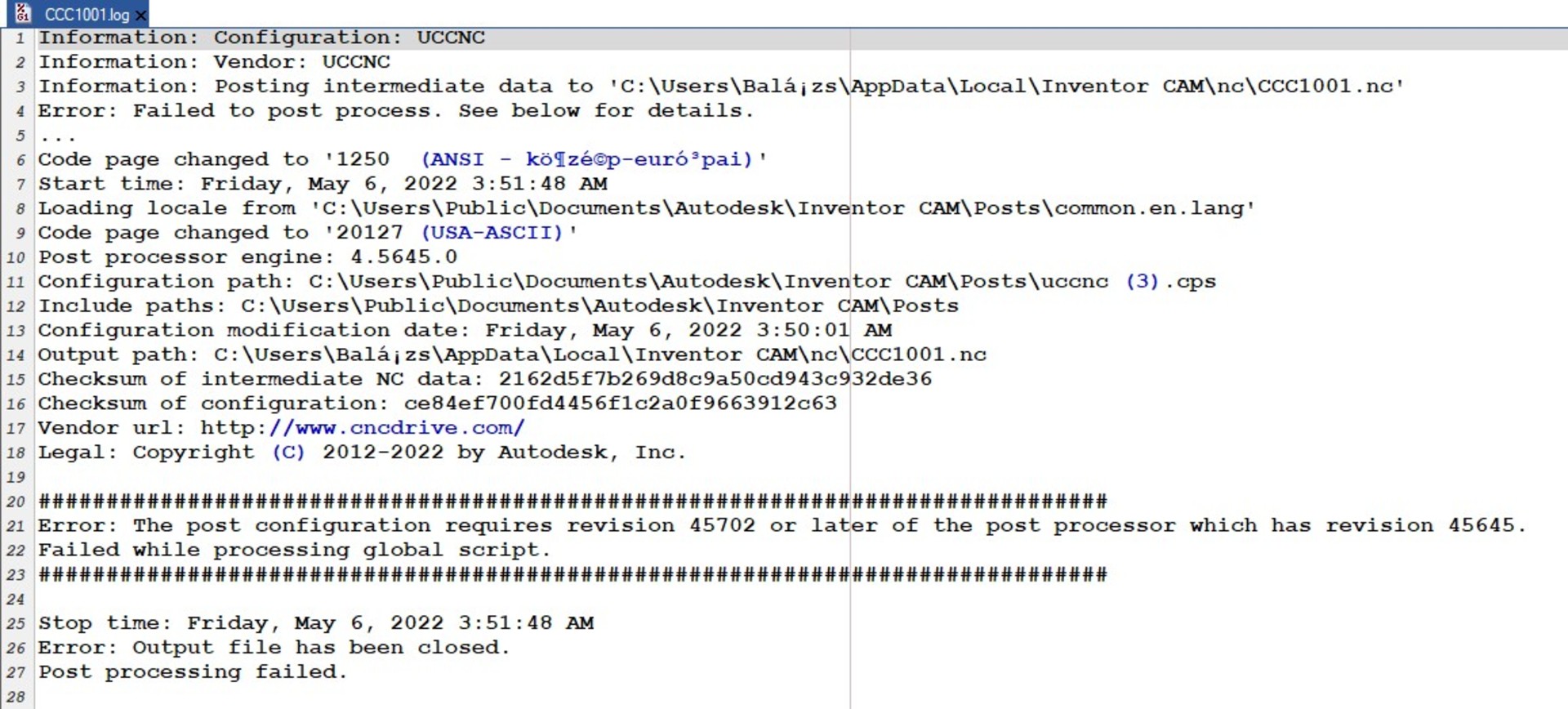
Ja bocsi nem olvastam végig. HSM-hez nekem működik a Fusion postja és, ha jól emlékszem, akkor próbálgattam a verziókat, mert nem mindegyikkel működött.
Sziasztok! Használ valaki Inventor CAM (2021)-et? Program postolásnál a képen látható hibát írja ki. Elvileg a legfrissebb elérhető post processor van letöltve UCCNC-hez innen: https://cam.autodesk.com/hsmposts?
Tudom hogy a Fusion 360 elvileg ugyanez és ingyenes is, viszont Inventorban lényegesen gyorsabban fut le minden és stabilabbnak tűnik, örülnék ha ebben tudnék CAM-ezni.
Előre is köszönöm ha van valakinek ötlete!
Autotec1 | 518
2022-05-04 21:26:42
[8890]
Köszi a felvilágosítást. Lényegretörő és építő volt …………………………..