Ha komolyan gondolod, akkor köszönöm! De ez kevésbé a tudásról szól! Szerintem! Inkább az akaratról! Adott egy feladat, amit vagy el akarok végezni, vagy nem! Ha igazán akarom, akkor megoldom! Ha nem, akkor megpróbálok vetetni egy 50-100 millás gépet, ami hamarabb kerül az ócskavas telepre, minthogy a saját árát kitermelné!!!
Leginkább a helyes 5D mátrix koordináta transzformációs matematikai modell a nehézsége, és ilyenkor már ahogy írod is a processzor valós idejű számolási sebessége is erősen korlátozó tényező.
A #3710-ben ezt írod: "fogadd elismerésemet a fejlesztésedhez." Most meg ezt: "alkalmas önfényezésre és ha kell, vagy szorul a hurok, mások porig alázásának kísérletére."
Mekkora ferdítés, hazugság, téves előitélet ez az utóbbi, és micsoda ellentmondás még saját magadnak is a 3710 tükrében.
Olyan plazmavágógép úgysem létezik ami mindenre jó.
Törölt felhasználó
2021-05-16 11:31:49
[3772]
Fogalmad sincs, mi az a felületi normális vektor, csak mint már annyiszor telelinkeled semmitmondó húlyeségekkel a topikot, csakhogy okoskodjál mindig. Jobb lenne már a 4 ponttal foglalkoznod érdemben, mert ha csak a töredékét megérted, nem fogsz többet ennyi sületlenséget itt összehordani.
A "filctollas" gyerekes gondolkodást inkább rád bíznám. Nekem inkább Dr. Strommer Gyula professzor profeszzor tanítasa a mérvadó a mai napig is ábrázológeometri témakörben, amit volt szerencsém 40 évvel ezelőtt megtanulni, megérteni a műszaki egyetemen.
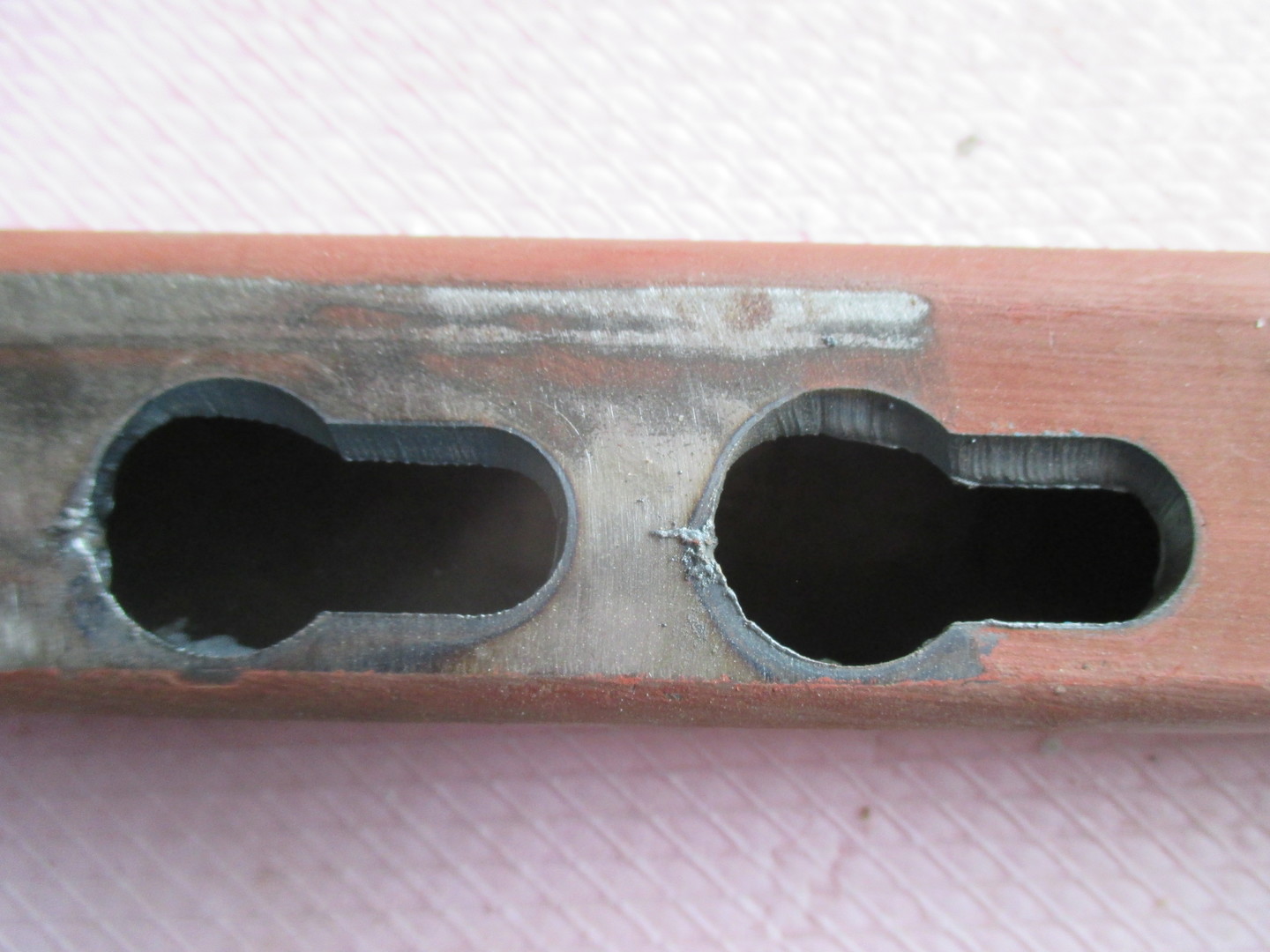
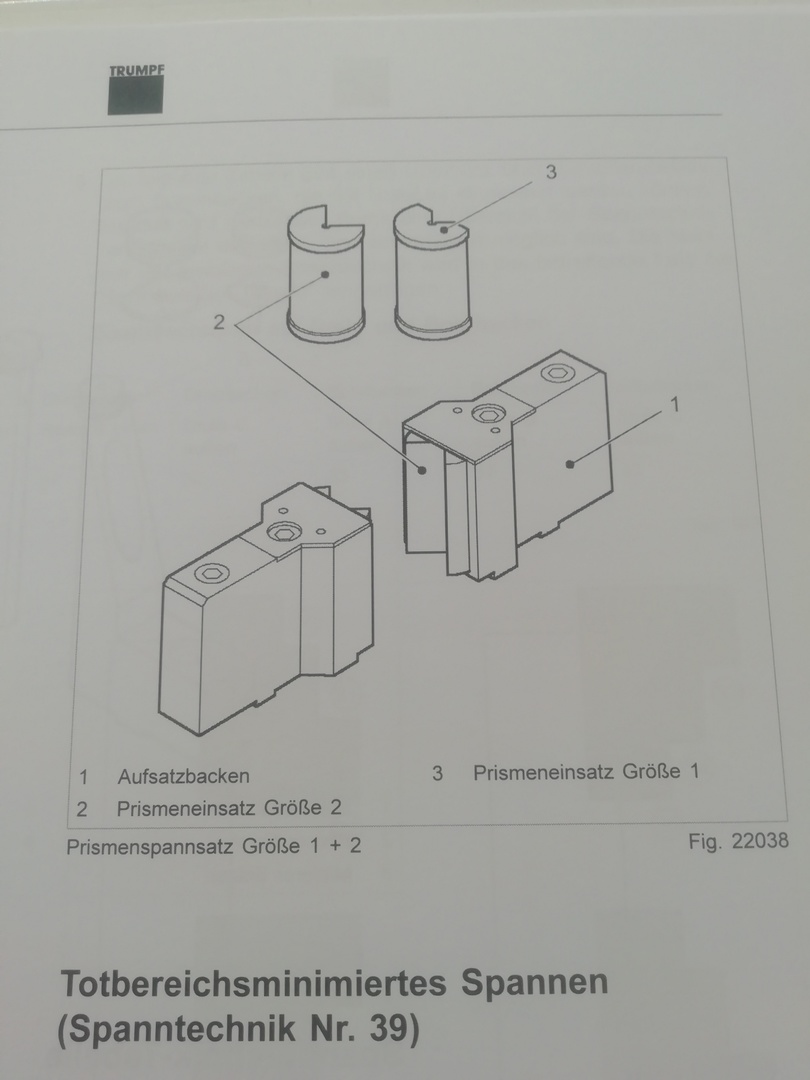
Így van a plazma és lángvágás nem a század milliméteres végeredményekről szól, de még sokszor a tizedekről se. Valamint ugyebár az egyértelmű mdb helyzetmeghatározásnak számos gyakorlati trükkje van a különböző ülékek, megvezető felületek, ütközők, stb... megfelelő, célirányos kiválasztásával, ahol garantált az azonos profil, vagy cső pozíció egészen kis tűrésmező tartományban is cseréléskor, vagy átfordításkor.
„Faca. Feltaláltad a spanyolviaszt, otthon, az irodában.”
Én inkább "Robsy viasz"-nak mondanám. Nem új keletű dolog ez sem, évtizedes találmány. Nagyszerűen alkalmas önfényezésre és ha kell, vagy szorul a hurok, mások porig alázásának kísérletére.
Csak egy megjegyzés: Nincs mindig szükség a precíz forgatóra. Elegendő, ha a munkadarabot 90-180°-ban elfordítom. Napi szinten előforduló munkám: U-I egymáshoz heftelve, ablakok-furatok egy része pont szemben egymással, mert átmenő alkatrész kerül bele. 3 oldal kódja megírva, külön-külön végrehajtva. A forgatóm a targoncám, a pozicionálásom az asztal síkja, meg egy párhuzamosítás a gép sínjéhez. U240 I240 Hossz:3000mm
D.Laci | 5265
2021-05-16 10:40:11
[3766]
Többször említetted már "valós időben villám módon számolva nyomják ki az éppen aktuális szerszámpálya step/dir jeleket"
Mi a különbség a te megoldásod és mások által írt macro vagy subrutin között?
Köszönöm István! Örülök, hogy teszik neked is az egy-két soros feladatorientált Robsy vágási G kódos megközelítés. De tudod, 15 éve már bemutattam pl. ezt a Robsy CNC marás forgatóval megvalósított verziót, ez is így dolgozott már akkor is.
Tudod én imádoma a minimális, pár soros G kódokat, amik a vezérlőimen futtathatók a G100 feletti szabad tartományban definiálva, és ezek lefordításkor matek alapon valós időben villám módon számolva nyomják ki az éppen aktuális szerszámpálya step/dir jeleket. Ezzel megspórolok akár több százezer G kód sort is, arról már nem is beszélve, valmivel (én ugye ezeket modernkori csicsaságoknak szoktam nevezni) ezeket generálni is kell, és már sokszor az alkalmas posztprocesszor hiánya is gond, merta képernyőn villogni grafikával az még szinte semmi az elkészült, valós és jó munkadarabhoz képest. Ehelyett szerintem sokkal egyszerűbb, ha 5-6 paramétert megad a szaki egy sima txt sorba mint G kód, és indíthatja is a CNC gépét.
Egyidőben mozgó 5 tengely már igen nagy kihívás, folyamatban van ez a fejlesztésem is, bizonyos egyszerűbb áthatásoknál már szépen működik.
Igen, vannak olyan programjaim, amik csak a G kódot generálják, fejtik le, ha valakinek ez kell, mert ragaszkodik mindenáron a kedvenc G kód alapú vezérlőjéhez. Hiszen az már csak algoritmus kérdése, hogy akár milliószámra (beállítható felbontástól is függően) csak G kódokat írjak ki egy fájlba. Sőt ilyenkor idő is bőven van a program futáskor, mert nem kell step-dir jelekkel is valós időben behatároltan szenvedni, küzdeni egy 4-5 tengelyes verziónál.
Úgyhogy ha van valamilyen ilyesmi feladatorientált G kódra szükséged, csörrenj rám, megbeszéljük, miben tudok segíteni neked.
Én 'Adok-veszek-cserélek. CSAK ÁRMEGJELÖLÉSSEL!' téma, 140662. hozzászólás erre a mechanikára raktam rá a Parside plazmavágó fejet. Arduinoval kergettem. Képes bármit egy sor segítségével kivágni Ha kézzel körbe forgatom képes bármilyen alakzatot körbevágni. Sikban képes egy tengelyen indexelt módon szögbe vágni. Majdnem bármekkora tárgy aláfér. Hordozható. stb.
Csikarc | 5045
2021-05-16 10:25:26
[3762]
"Szegény ember" annyit nem tud a csőáthatás vonalakról, hogy gyakran túlnyúlnak a 180 fokos tartományon.(No erre is fog majd írni egy litániát az illető.)Persze mikor már többen is így reagáltak, hogy így nem tökéletes akkor már módosított a mondanivalóján.
Ha látni akarom a fa minden oldalát körbe kell mennem rajta.
A mit eddig elértél az nagyon szuper. Alkalmas I-U H anyagok x tengelyen a vágásra úgy, hogy nem mozdítod az anyagot vagy formák kivágására az anyagból.
Sik lemezbe X mentén függőleges vágás, Y mentén +-90° elmélet gyakorlatilag a fej átmérő meghatározza a max szöget (+ a plazma teljesítmény a max átvágható vastagságot). 5 tengely kell az X szögben lévő vágásához is.
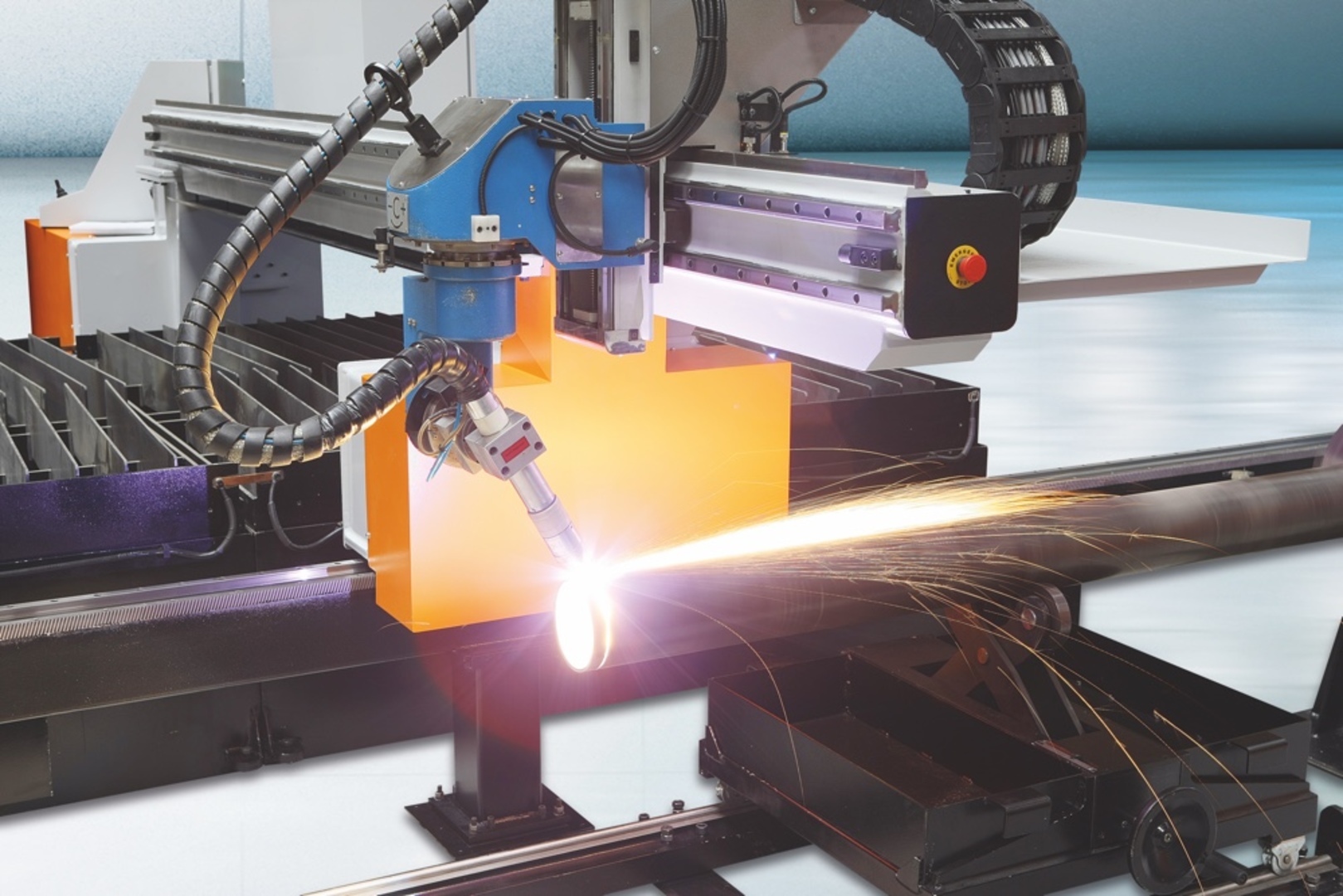
Cső és zártszelvény vágásához viszont vagy körbejárod pl: 6 tengelyes robotkarral, vagy forgatnod kell, tehát a sík asztal mellé kell egy forgatóasztal és mindegy mekkora az a cső. A nagy gyártóknál pedig elég sok okos mérnök van mindig arra jukadnak ki, hogy forgatni kell (vagy körbejárni a csövet). Ha kombinált kell akkor az első kép.
"Már csak te hiányoztál.:)" Fogd már vissza magad hülye gyerek! Nem a homokozóban vagy! Fingod nincs mit írnak, mondanak! Menet közben váltogatod a érveidet 180 fokkal és közben igyekszel mindenkit sértegetni aztán meg még eljátszod a durcás kisfiút! Inkább fejleszd még a programodat vagy 10 évig és akár egy tojásfestő cnc géphez jó is lesz mert amit a demóztál az egy nagy NULLA! Játék ívet ráapplikáltál, hogy látványosabb lesz a játékszered. 50 évvel le vagy maradva és csak a kőbalta való a kezedbe. Még eddig egy értelmes hozzászólást nem láttunk itt részedről csak a vergődésed! Nem tudsz beilleszkedni ezért csak trollkodsz folyamatosan!
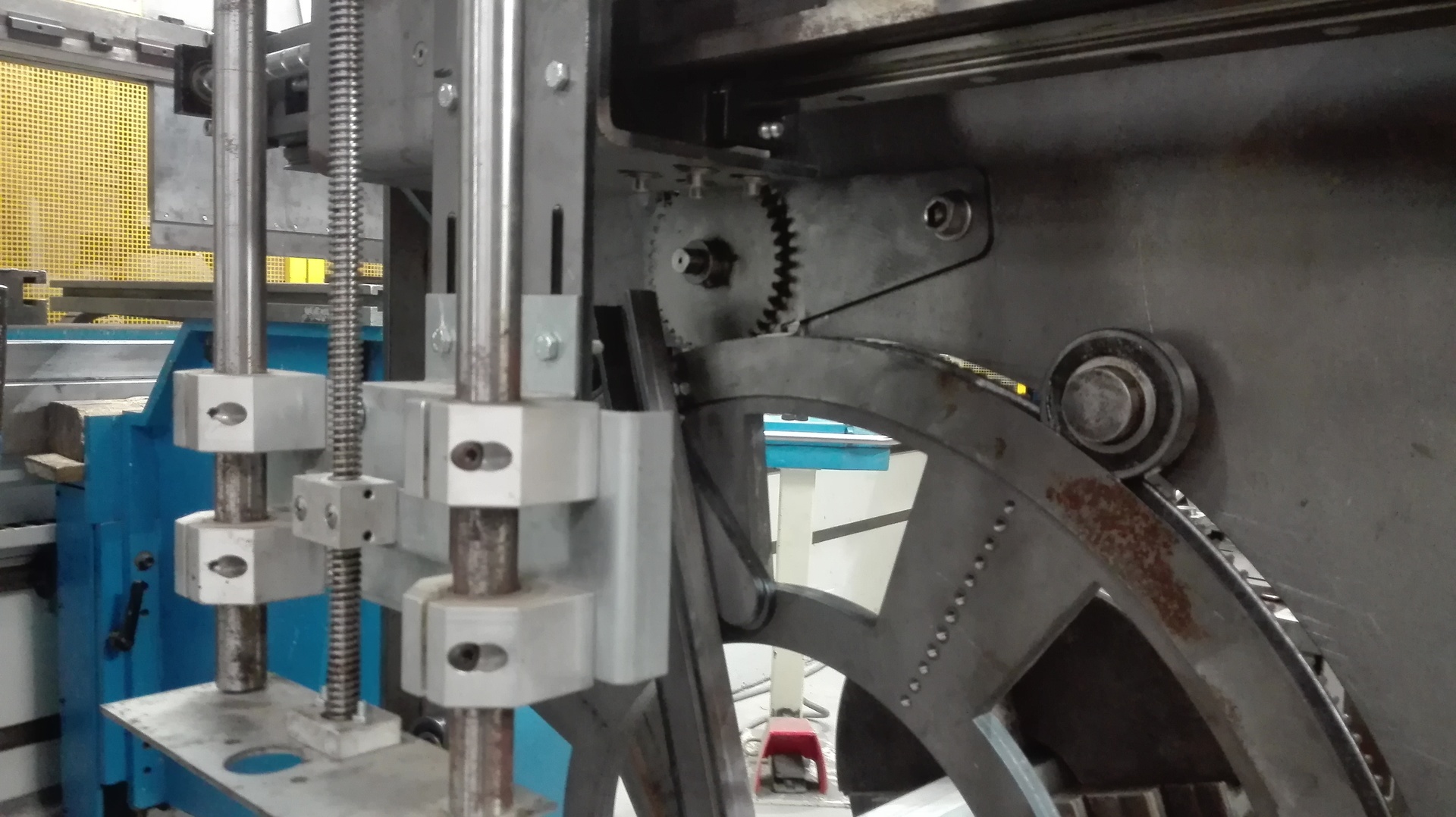
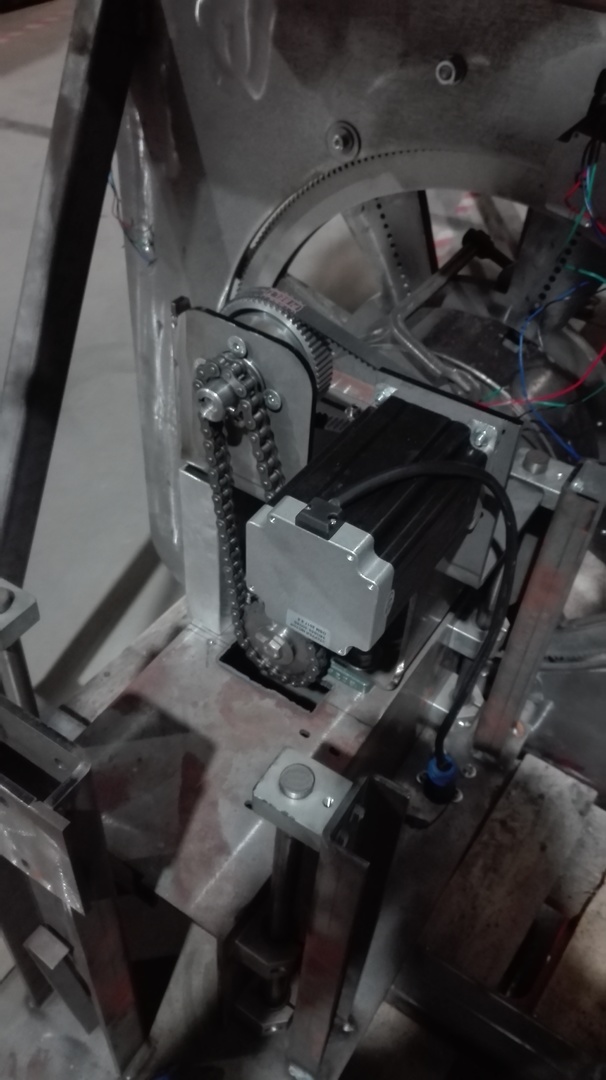
Köszönöm szépen és a segitséget is mindenképpen elfogadom.Jelentkezni fogok. A borzalmas lánc meghajtás a végén már "kényszer" volt. Az első tengelyre először nem terveztem motort illetve nem gondoltam.Aztán a fogaskoszorú mérete adott volt,a hely hiány miatta meghajtó keréké is.Itt 6/1 az átéttel.Volt már a tokmánynál lánckerék,csak az egyiket kellett cserélni(csak próba gépnek indult,saját pénzből,nem akartam sokat költeni rá,így is sokba van és a garázsba áll),ahhoz hogy a 6/1 et tartsam. Shettcam. Nincs külön A1,A2 Két léptetőmotor vezérlő egy közös szálban összekötve az 5 tengelyes CNC vezérlőbe. Még nem gabalyodott össze
A közismert hobby vezérlők ezen hiányosságával én is csak akkor szembesültem amikor összeraktuk a hét tengelyes hegesztőnket. Szerencsére a dolog ott nem kritikus, mert csak a pisztolytartást kell előre beállítani fix pozíciókba, azután a munkadarab forog.
A megoldásod egy adott feladathoz készült, vagy küszöbön van már az 5. tengely is ami a fejet a cső tengelyvolnalához képest szögben is tudja mozgatni?
Mindig hangsúlyozod, hogy nem kell G-kód csak egy speciális előre definiált kód. No de Te sem élsz örökké!
Egyébként a szoftvered hogy úgymond CAM-ként is működhet? Tehát ha megadom az én gépem paramétereit különös tekintettel a pisztoly hosszára akkor tudsz mezei G-kódot is generálni?
Gratulálok a CNC vágógépedhez, látszik benne az elszántságod, és hogy sok munkád van már ebbe.
De sajnos az is egyből látszik, hol véreztél el, mikkel nem törődtél. A lineáris és forgó mozgatások J, M konstrukciós problémái, hibái, az a "borzalmas" lánchajtás, stb... nagyon legyengítik a géped eredő műszaki képességeit, tulajdonságait.
Szívesen segítek magánban pár jobbító szándékú műszaki tanáccsal, magyarázattal, vagy akár Robsy 4D vágó demo programal is, csörrenj rám egyszer, ha érdekel.
Egyébként ha nem titok, azt a G kódot milyen CAD/CAM progival generálod, ami pl. kettő kitérő tengelyű különböző átmérőjű henger/henger vágáshoz kell a szokványos G kód alapú vezérlődhöz?
Egyik hazugságod az irományodból: "megkérdezi a "hülye" melóst, hogy neki hogy lenne jobb"
De hiszen ez történt. Pl. Arany János sok-sok éves gyakorlattal lánggal vág. I, J, U profiloknál ő is úgy látja, tudja, hogy sokkal egyszerűbb egy pár kg-os vágófejet forgatni, mint idétlen 400 mm-es tokmányokat, + akár 1 tonnás profilokat forgatni, alátámasztgatni forgó zsámolyokkal, több ponton a gyakorlatban.
Gondolkozzál már ember te is csak egy kicsikét! 1. Tudod mi az a J? Annyit segítek, hogy pl. kgcm2 a mértékegysége, és minden forgó mozgás végző testnél az egyik legfontosabbb méretezési kérdés (már persze aki egyáltalán hallott erről, de ettől ez létezik és minden CNC gépépítő szakira kőkeményen vonatkozik).
2. Mint írtam már, van egy olyan ábrázoló geometriai alapfogalom, hogy felületi normális. Áthatási térgörbéknél, amik a különböző vágáskor keletkeznek ezzel törődni kell, nos ezt a normális vektort csak EGY darab idétlen tokmányos forgatóval nem tudod biztosítani rengeteg esetben, kell még egy forgó tengely is. Hogy vágsz te át egy vastagfalú csövet egy egyszerű ferde vágás esetén? Hát sehogy, csak megy a süket duma a semmiről TBS-TEAM esetében is!!!
3. Mi van a siklemez tábla megmunkálással, ami 20 - 50 mm vastag? Azt is forgatni akarod?
4. Nézd már meg pl. ezt a keresési linket: 5 axis CNC plasma cutter több mint 90 %-ban az XYZ végén ott van két forgó tengely, így alakítják ki az 5 tengelyt. Profi 5D vágó CNC szerszángépek tervezői is hülyék világszerte, csak a fórum 4-5 folyamatosan butaságokat beszélő haveri, kötözködő köre a mérvadó? Ne szórakozzunk már!
Komolyan mondom, vicc ez az egész, amit műveltek. A fentiek tükrében olyan nehéz ezeket felfgoni, és belátni hogy mekkora korlátok ezek egy primitív munkadarab forgatásnál? Az hogy itt egyes szakik nagyokat álmodnak a saját kis virtuális, haveri buborékukban, de fogalmuk sincs a forgó mozgások dinamikájáról, geometriai alaptételekkel, alkalmazástechnikai, technológiai előny/hárány optimalizálással, és még sorolhatnám, nos az szánalmas, felháborító, és siralmas. Az előbbieket pedig még betetézi az a belőled is szokásod szerint áradó ostoba, előitéletes mérnök/szaki ellenetét, gyűlölet szítás. Nem kellen ezt a stílust itt folytatni, teljesen feleslges! Elég legyen már ebből itt néhány besértőtöd, előítéletes, elméleti szakmai alapfogalmakkal sem tisztában lévő nagy dumás megmondó emberek haveri véleményéből! Komolyan mondom, ha betéved ide egy objektív, kicsit is a tényekben gondolkozó műszaki ember, elsírja magát hogy van itt a fórumon néhány olyan ember, mint te meg a haveri társaid. Ideje lenne már stílust váltanatok, és átállni egy nommális, objketív gondolkodásra.
Igazából nem érteni min megy a vita. Te azt írtad az elején, hogy az 1 tonnás anyagforgatás problémás, ezért inkább a fej forogjon. Aztán ha valamit félig elvágtak fordítsák át 180fokkal. Faca. Feltaláltad a spanyolviaszt, otthon, az irodában. Csikarc meg gyakorlati emberként annyit mondott, hogy kevés a fej forgása, mert erős korlátokat emel a gépnek. Egyből erőből tiporsz. Lehet úgy lenne értelme egy fejlesztésnek, ha az aki az elméleti részével tisztában van, megkérdezi a "hülye" melóst, hogy neki hogy lenne jobb.... és mindjárt másképp alakulnának a folyamatok. Amúgy ha fordul +-90fokot, akkor már miért nem fordul +-180-at a fej?
A videon levo gep nagyon sok idot meg tud sporolni a koszoruleseket. Viszont szerintem ezzel sem lehet termelekenyen csovet vagni forgato nelkul. Mondjuk, ha ilyenekbol kellene 2000 darab, te nekiallnal forgato nelkul a gepeden?
Hát igen.Tervezési hiányoságokban szenvedek és ez volt az első cnc-m. Először lézer alá egy forgatót akartam,aztán mindig tovább gondoltam egy kicsit.Próbáltam az otthon fellelhető cuccokat használni,beépíteni.Sok buktató után a próbavágások következnek,de közben a cégnél aktualitását vesztette,mert vettek egy Fibert,csőmegmunkálóval.Németországból haza,most otthon pihen a garázsba.Várja a további foglalkozást
Talán az első keréknél elegendő a 3 csapágy forditott y elrendezésben,alul 2 fent pedig 1.Így nyerhető egy kis súrlodási veszteség,de 800 mm átmérőjű,ezért kézzel is elég forgatni.A tokmány azt hiszem 400 as(legalább 30 kg,baromi nehéz)Szükséges mindkettőt forgatni,főleg ha szálanyagban gondolkozol(6 m) a vékony faluaknál(2 mm).Meg persze ha belendül pontosan meg is állni
Sejtettem, hogy oda is hajtást terveztél de nem gondoltam hogy meg is valósítottad. Most gondolkodom egy cseppet mert én "csak" egy 14 Nm-es motort terveztem magamban a forgatómnak de így egy kicsit megrendült az önbizalmam. Egy darabig elleszek ezzel a problémával.
Mondom én, még mindig nem érted.... Elvágja az, csak át kell fordítani, amikor végzett az egyik felével. A te forgatód viszont tényleg a "bü.ös életben" nem tud egy g tábla vastag lemezzel mit kezdeni, persze tőled kitellik, hogy majd azt is forgatod.
Sikerült még pár embert ezzel a forgató mániáddal, felvetéseddel elhomályosítanod, félrevinned, de ez legyen az ő bajuk. Világosan látható, és értehető, mi a különbség, előny, hátrány az alkalmazási lehetőségekben egy munkadarab forgatós és egy álló munkadarabot körbejáró kinamatikai lánc közöttt. Ráadásul az is pont fordítva van, mi tekinthető inkább célgépnek a kettő közül, a forgatós inkább célgép.
Itt egy videó, ami jól mutatja, mennyivel univerzálisabb lehet az a CNC vágógép, amikor nem a munkadarab forog. Nyilván olyan eset is, amit a másik nem tud, vagy csak részben.








 Fingod nincs mit írnak, mondanak! Menet közben váltogatod a érveidet 180 fokkal és közben igyekszel mindenkit sértegetni aztán meg még eljátszod a durcás kisfiút! Inkább fejleszd még a programodat vagy 10 évig és akár egy tojásfestő cnc géphez jó is lesz mert amit a demóztál az egy nagy NULLA! Játék ívet ráapplikáltál, hogy látványosabb lesz a játékszered. 50 évvel le vagy maradva és csak a kőbalta való a kezedbe. Még eddig egy értelmes hozzászólást nem láttunk itt részedről csak a vergődésed! Nem tudsz beilleszkedni ezért csak trollkodsz folyamatosan!
Fingod nincs mit írnak, mondanak! Menet közben váltogatod a érveidet 180 fokkal és közben igyekszel mindenkit sértegetni aztán meg még eljátszod a durcás kisfiút! Inkább fejleszd még a programodat vagy 10 évig és akár egy tojásfestő cnc géphez jó is lesz mert amit a demóztál az egy nagy NULLA! Játék ívet ráapplikáltál, hogy látványosabb lesz a játékszered. 50 évvel le vagy maradva és csak a kőbalta való a kezedbe. Még eddig egy értelmes hozzászólást nem láttunk itt részedről csak a vergődésed! Nem tudsz beilleszkedni ezért csak trollkodsz folyamatosan!
 Az hogy itt egyes szakik nagyokat álmodnak a saját kis virtuális, haveri buborékukban, de fogalmuk sincs a forgó mozgások dinamikájáról, geometriai alaptételekkel, alkalmazástechnikai, technológiai előny/hárány optimalizálással, és még sorolhatnám, nos az szánalmas, felháborító, és siralmas.
Az hogy itt egyes szakik nagyokat álmodnak a saját kis virtuális, haveri buborékukban, de fogalmuk sincs a forgó mozgások dinamikájáról, geometriai alaptételekkel, alkalmazástechnikai, technológiai előny/hárány optimalizálással, és még sorolhatnám, nos az szánalmas, felháborító, és siralmas.




 Nikkelezett szemmértékkel 0.01 pontossággal.
Nikkelezett szemmértékkel 0.01 pontossággal. mert ilyeneket a fiam mondott 8 évesen anno.
mert ilyeneket a fiam mondott 8 évesen anno. 

