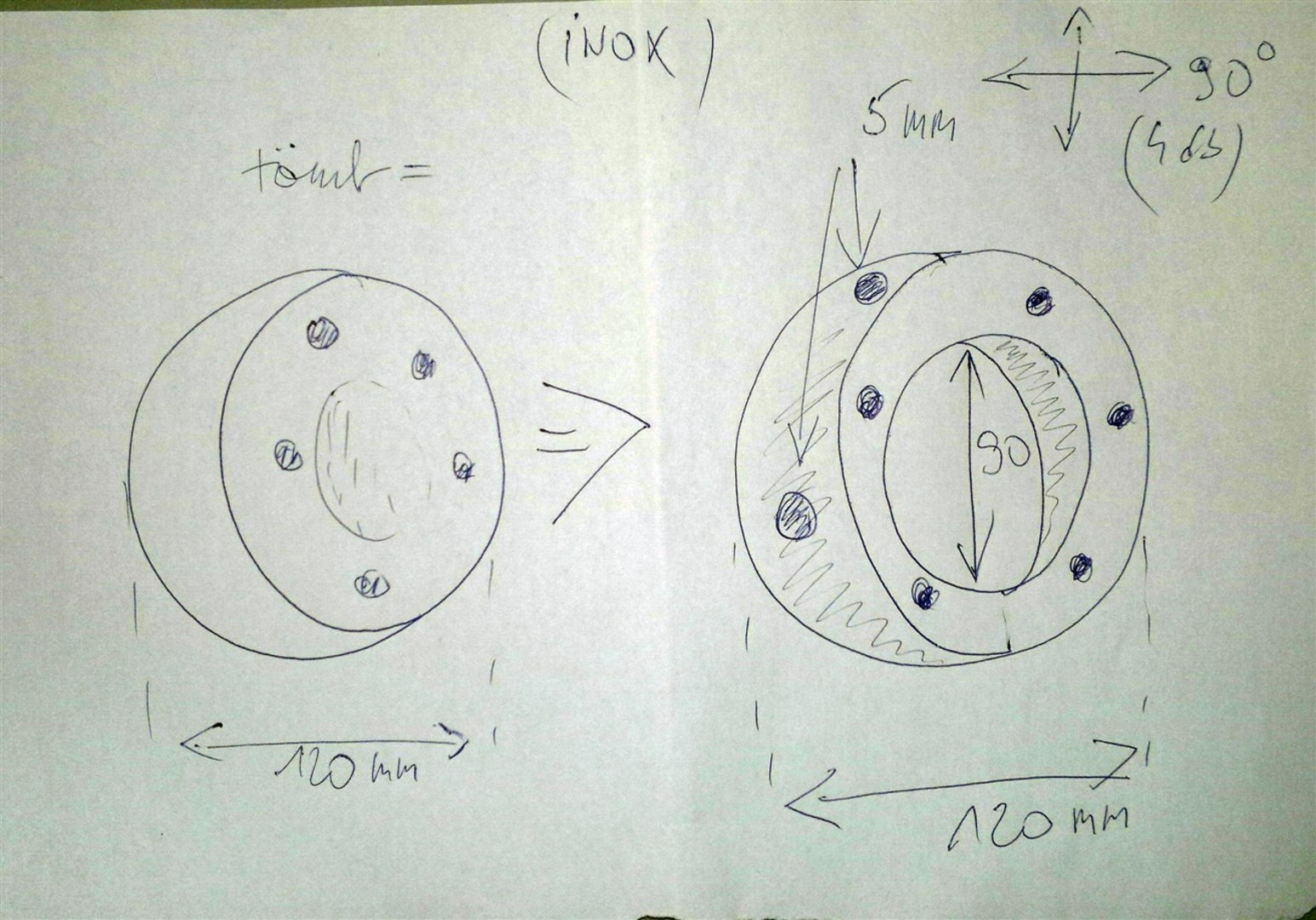
Elnézését kérek az összes jószándékú Forumostól,nem voltam preciz. Szóval a cél az hogy igen legyen egy "gyürü" a müvelet végén a hozott anyagból.Itt felteszem a krómanyag képeit.Már csak 1db van belőle.Szóval kisérletezni "nem lehet",mert nincs több profi anyagom.Ez itt élelmiszeripari csatlakozó-csonk volt.Német exporttermék tartalék/alkatrész anyag.Ezt tudtam szerezni ami legközelebb van a várt célhoz.Igazándiból nem kell a közepe (de az nagyon sok anyag!).A gyürü egy tervezett esztergályos szerszám része volna,tehát tovább kell majd vele dolgozni.Fixálható fordító eszközt kell készítenem.A gyürüben 80mm 4pofás tokmány fog fordulni 180fokban és az egész az eszterga főtengelyébe MK3as kuppal van betéve,amiben nagy igénybevétele lesz és ezt birnia kell fordulatszám mellett fix poziciókat tartva. Aki vállalja a melót Őt az egész szerszám elkészítésére is felkérem.Túl nagy tervezés nem kell hozzá de gyártási odafigyelés és a célfunkciók megértése szükséges hozzá.Ha van kérdés válaszolok (lehet kicsit késve,de nincs mindig időm NET-re)
Ja, látom. A rajzon feltüntette, hogy inox, bár konkrét anyagminőséget ez sem jelöl, ezzel sem vagyunk sokkal beljebb. Mittudomén 304-es anyagból lehet, hogy 25-30 ezer forintból kijönne ez az alkatrész. Vizesvágó + eszterga + fúrás. Szerintem is többe kerülne.
Én sem értem... A kész munkadarab egy sok kis furattal rendelkező gyűrű ? Nem lehet kifúrni a rendelkezésre álló darabot és esztergával furatkéssel kialakítani a nagy furatot ? Vagy olyan kemény ,hogy nem lehet esztergálni ? Vagy takarékossági okokból kell a közepe is ? ( arra is van megoldás de elég tökölős : két oldalról ki kell szúrni - nem egy leányálom de működhet , persze a késsszélesség az elmegy forgácsba ) Jobban meg kellene fogalmazni a feladatot .A lézer szerintem is felejtős , a vízvágás meg lehet többe kerül mint amit a hagyományos technikával kidobunk forgácsba
Az a "króm" tömb az csak a külső néhány mm átmérőn krómozott, nem? Ha egy munkahengerből indulok ki. Ha kivágatsz a közepéből, akkor ott már nem azokkal a tulajdonságokkal rendelkezik az anyag, tudtommal. Vagy a - bármilyen - rozsdamentes anyagminőséget hívod krómnak?
Üdv Fórumosok ! Volna 1 nagy problémám. Szeretnék egy króm tömb anyagból (aminek átmérője 120 mm anyagvastagsága 50 mm) és már korábban más célból megmunkálták (lukak és letörések vannak a laprészén és hátlapján) egy kör idomot kivágatni.Azt hiszem lézerrel lehetne. A lényeg hogy a tömbből egy körszeletet kellene kimetszeni külső adatok maradnak belül azonban 95mm átméröjű luk kell legyen.A peremsávban pedig 90 fokos furatok.Van az elképzelésről rajzom is.A munka 1db alakos termékre szól.Elérhettek és megbeszélhetjük telefonon.Köszönöm.Tom
muller93 | 35
2023-07-09 10:22:22
[9798]
Tisztelt fórumtársak,
Engedjétek meg, hogy röviden bemutassam vállalkozásunkat.
Cégünk fő profilja a gépészeti tervezés, kivitelezés, első sorban egyedi célgépek, robotcellák teljes tervezése gyártása (felméréstől kezdve teljes gépész/villamos tervezésen és kivitelezésen át karbantartásig). Helyileg Zala megyében vagyunk, de heti rendszereséggel járunk Zala-Pest megye útvonalon, ezen kívül az ország bármelyik részén vállalunk munkát. Vállalni tudjuk: - egyedi célgép tervezés, gyártás - gépészeti tervezés - hegesztési felelős tevékenység - karbantartás - gép telepítés
Köszönöm, hogy elolvastad. Ha felkeltettem érdeklődésed keress bizalommal, az adatlapomon, vagy a weboldalon található elérhetőségek egyikén.
Üdvözlettel: Müller Balázs
Tari Gábor | 224
2023-06-17 20:33:34
[9797]
A hozzászólást beírtam a Linuxos csoportba, kérem az adminokat, hogy itt is maradhasson, lévén fizetős segítséget keresek.
Sziasztok,
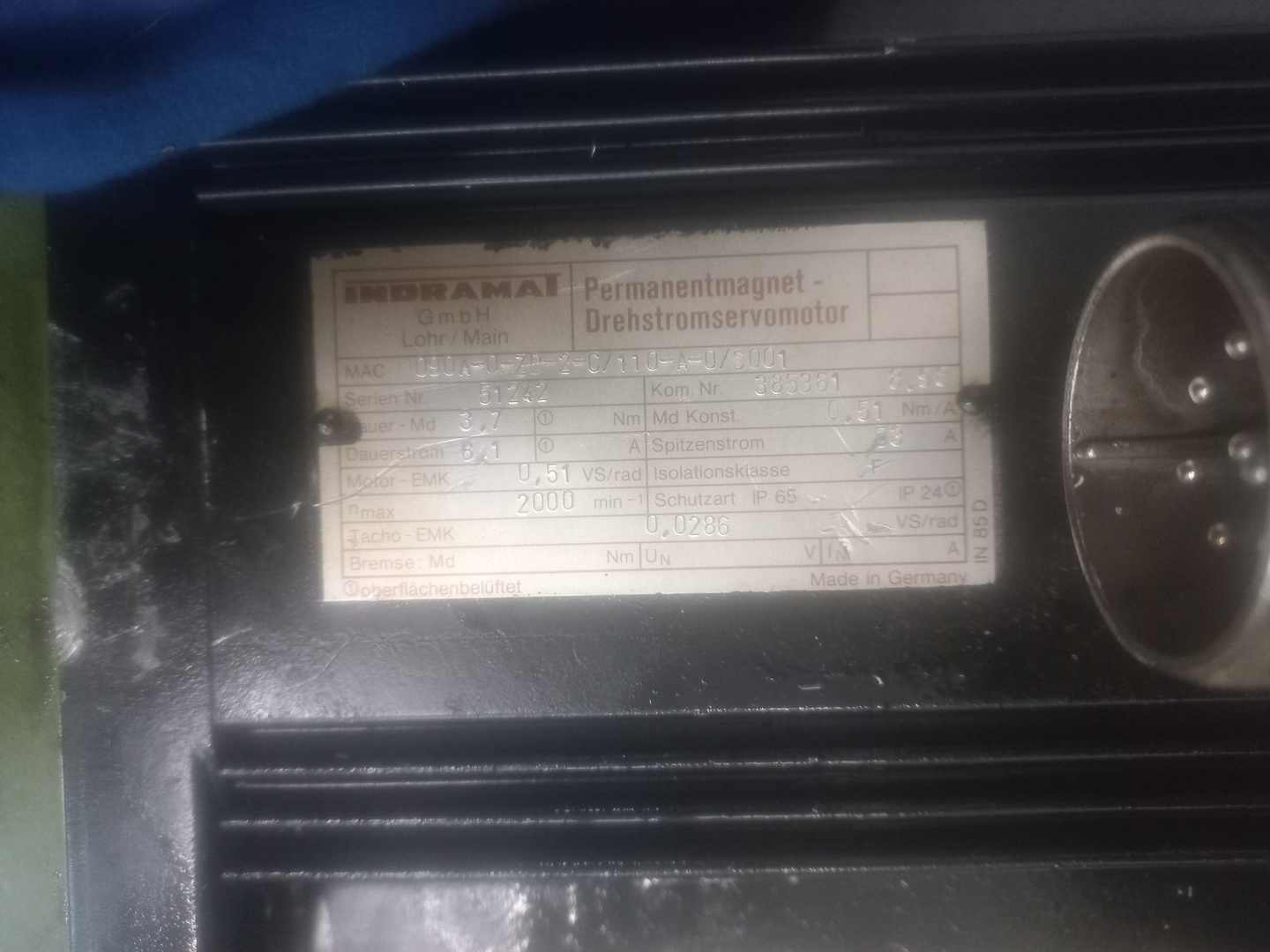
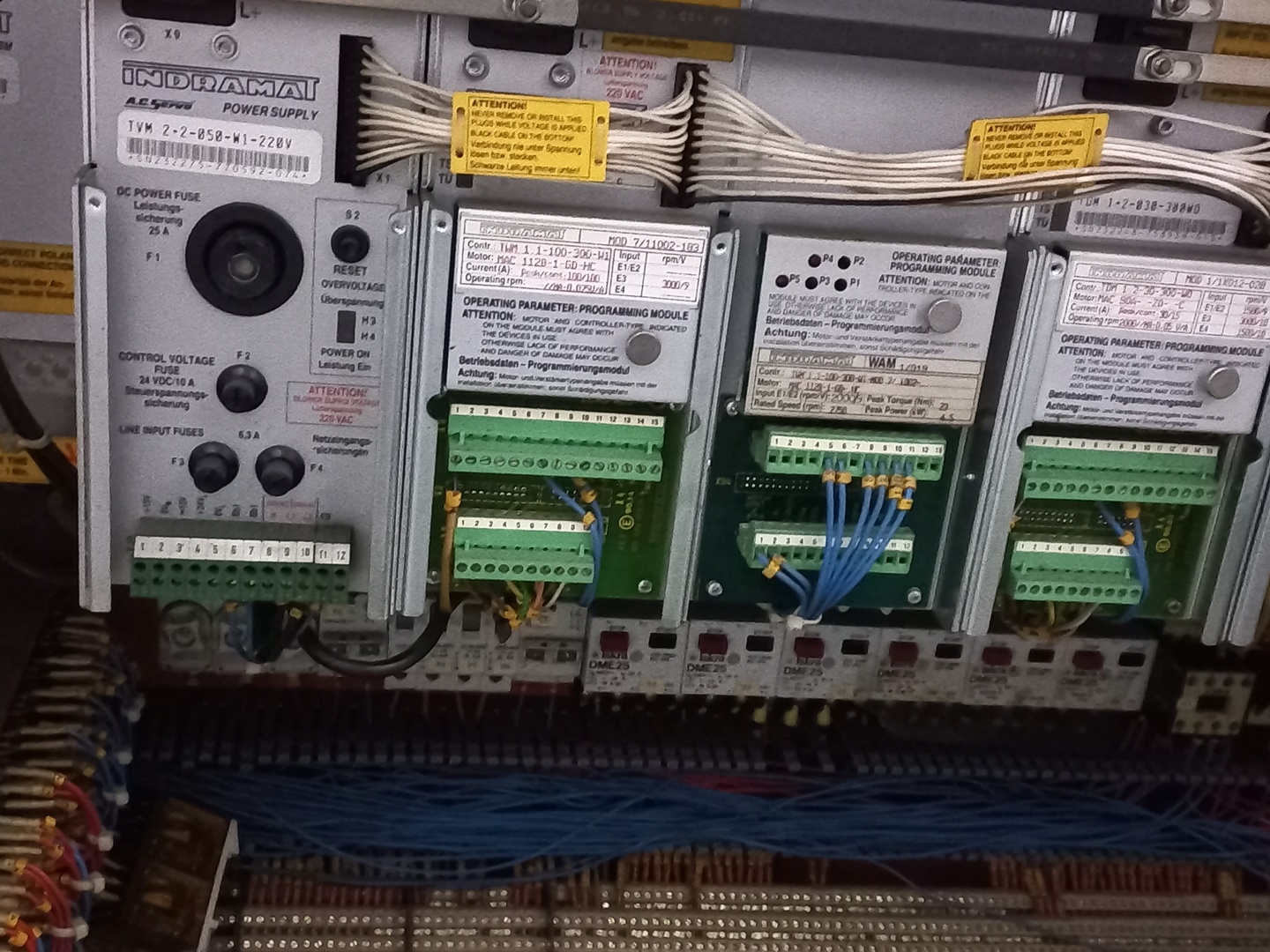
Egy ITAS gyári CNC gépet szeretnék Linux-cnc-vel működtetni, Indramat analóg AC szervók vannak benne. Kapcsolási rajz megvan, dokumentációk megvannak. Rendelkezésre áll fórumon smalla fórumtárstól vásárolt MESA 6i25 7i77 és 7i84 kártyák. Megvan a PC, rajta a LinuxCNC. A kiépítést meg tudjuk csinálni, de szükség lenne segítségre. Automatizálás területén dolgozunk, de a Linux-CNC, MESA kártyák beállítása még ismeretlen. Első körben kezdeti lépésekben, tesztelni szeretném, hogy működő képes-e az elképzelés. Helyileg dunaújvárosban van a gép. Természetesen nem ingyen kérem a segítséget. Minden infót elküldök magánban.
Üdv
szabaszgep12 | 1
2023-06-12 20:03:25
[9796]
Sziasztok!
Egy Giben márkájú tábla felosztó szabászgép programjának újra telepítéséhez szeretnék segítséget kérni. Sajnos megsérült a szabász program. Aki tud a fentiekben segíteni, vagy van telepítő kártyája, kérem vegye fel velem a kapcsolatot.
Az alábbi email címen tudtok keresni: egbewunmia@gmail.com
Előre is köszönöm a segítséget!
Köszönöm!
Miki2 | 2321
2023-06-11 19:31:00
[9795]
Vágasd ki lézerrel. Debrecenben elég sok cég foglalkozik ezzel.
Debrecenben egy érintőképernyős monitor ill. egy telefon köré lenne szükségem 2 darab megmunkált takarólemezre. Anyaga majdnem mindegy, ami épp van kimaradva, 1mm vastag körüli alu/rozsdamentes acél lemez lenne talán a legjobb: - 320x320mm, középen 58x103mm kivágással - 390x600mm, középen 300x500mm kivágással.
Az adatlapomon megadott számon vagy privát üzenetben elérhető vagyok. (Remélem jó helyre írtam, ilyenre még nem használtam az oldalt.) Köszönöm, Roland
eduard | 239
2023-06-03 00:53:42
[9792]
Erdemes megfontolni a BLDC motor plusz abszolut enkoder vezerlest. Itt motor aramot figyelve mikronos pozicionalas lehetseges megfelelo nyomatek mellett ugy, hogy nem kell kulso jarulekos vegallas figyeles vagy bekapcsolas utani referencia felvetel. Ezt a simplefoc vagy odrive vezerlessel nehezebben egy maxxon vezerlessel mar iparibban lehet megoldani. A stepper jo dolog, de a dc szervo ma mar jobb.
Keresnék embert aki EDGECAM-ben járatos, kérem jelentkezzen privátban, köszönöm!
TBS-TEAM | 2639
2023-05-22 15:03:42
[9790]
Keresek olyan embert aki Mach3 macro-t tud írni. Kérem jelentkezzen adatlapom bármelyik elérhetőségén.
mastro | 12
2023-05-04 11:47:34
[9788]
Üdv bedolgozás munkát vállalnèk kis alkatrèszek legyártására nagy darabszám is szoba jöhet saját esztergával rendelkezem . Aki tud irjon email mastromag04@gmail.com cimen köszi
A munka ünnepén hoznék egy kis munkát. Jelen pillanatban 1db ólomöntőformára lenne szükségem. Később elviekben 1-től 40g-ig kellene, illetve a horogméret is változhat, akkor azokból szintén 1-40g közötti méretek kellenek.
Talán Farkastibor? Nekem csinált valaki, de már elpusztítottam a mailjaimat. Próbálj kérdezni a Artcam reliefnél. Vagy a Dezső? Nézd meg, ő csinálta a tetejét, csúcsát. https://videa.hu/videok/tudomany-technika/ora.mp4-kontariaim-sB7AUurWCpYjDr2r
Egy db alapállás fémérzékelő, résopto vagy akármi, ami elég precíz, azután bármennyi fix pozíció hozzárendelhető a léptetőmotor step/rev, a meghajtó mikrolépés beállítása és az esetleges áttétel alapján. Pl. Arduinóval is egyszerűen megoldható a szükséges lépésszám kiadása. Bekapcsoláskor egy alaphelyzet keresés, beállítás kell csak.
TBS-TEAM | 2639
2023-04-07 14:10:29
[9778]
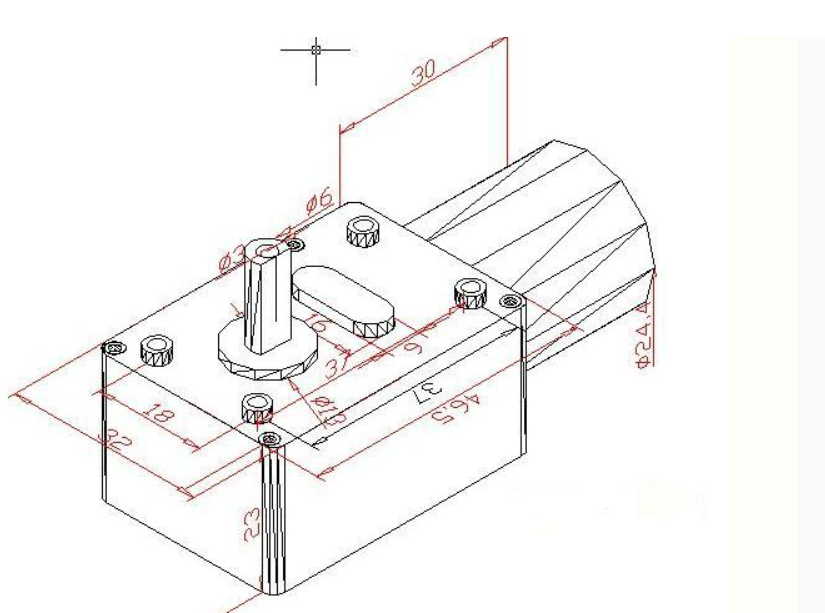
Három pozicióhoz a legegyszerübb fix tárcsát készíteni, rugós előfeszítéssel poziciótartáshoz. Itt is a hajtoműves DC motor a jó választás.
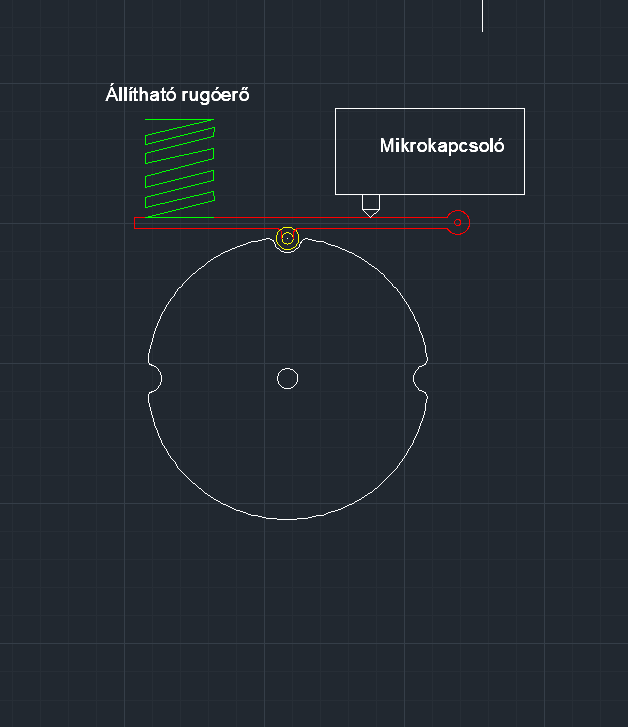
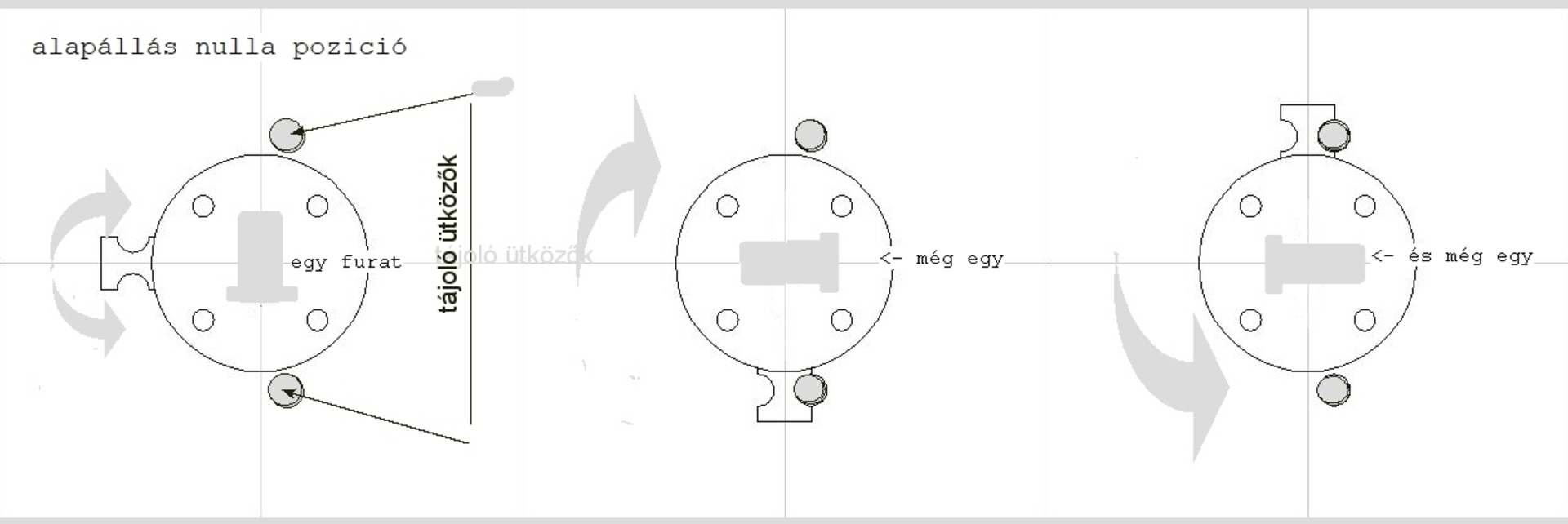
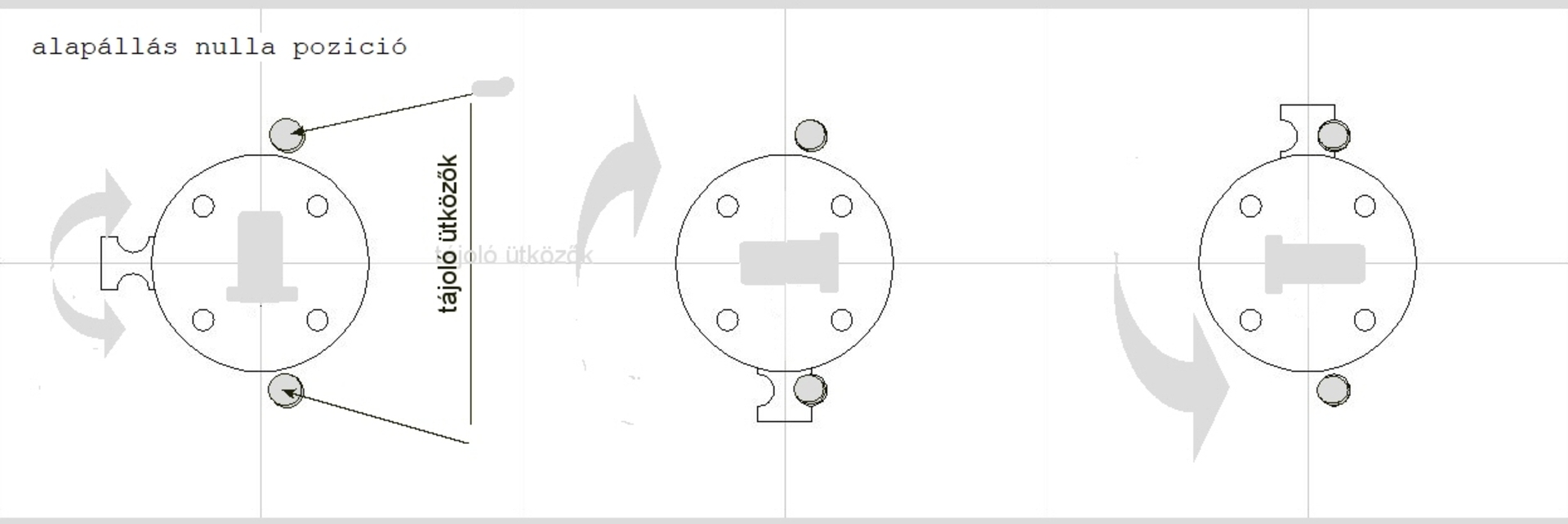
Felejtsük el az ütközőket, az csak akkor kellene ha a vezérlés elromlik- nem "műkszik". És még valami, ami elkerülte a figyelmedet, nevezetesen, hogy nekem HÁROM pozícióra van szükségem. Már egyszer mellékeltem a képet, de belinkelem ismét szöveggel kiegészítve.
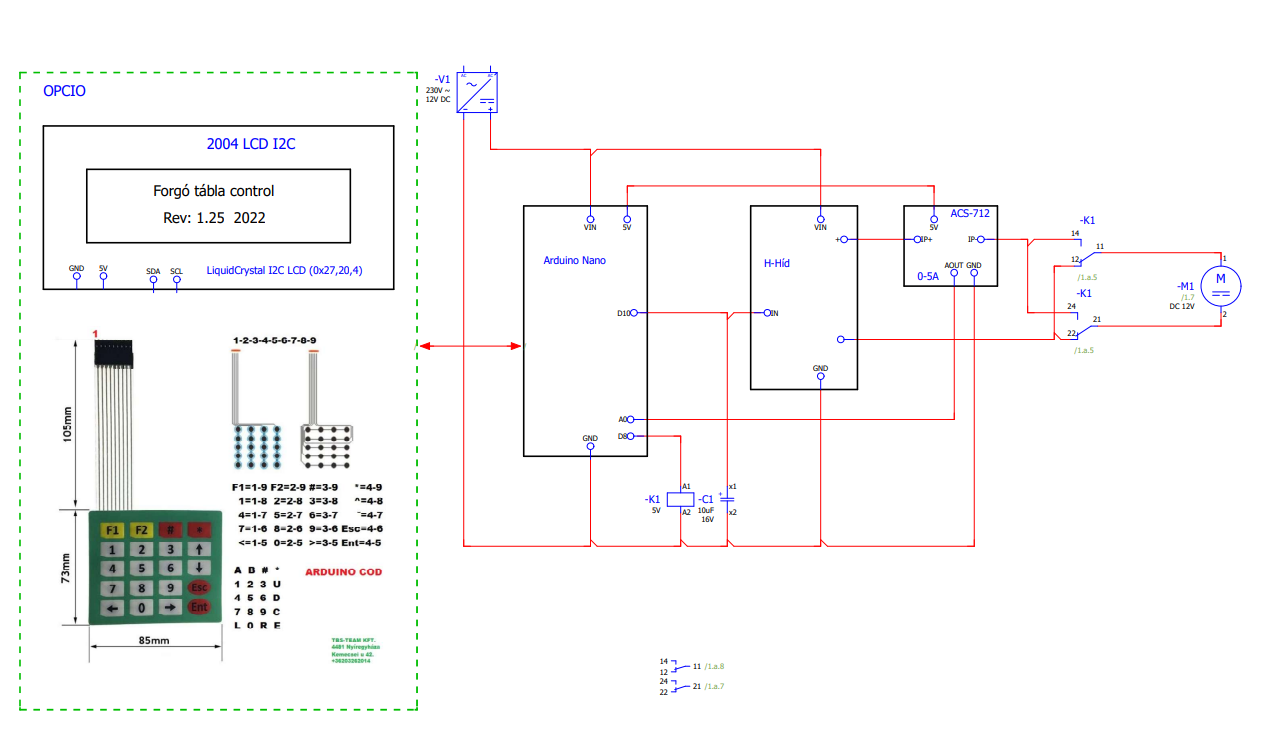
Mivel van végállás ütköző ezért nem lehet léptető motorral pontosan ott tartani mert erre nem alkalmas. Pl: JGY370-320 hajtoműves DC motor 12V 25f/perc Ennek a kis hajtoműves motor adattábla szerint 1,2A ha felütközik és áll 12V melett. Árammérő: ACS-712 0-5A méréshatár Kimeneti analog feszültség 185mV/A. Arduino A0 bemeneten figyelni kell a motoráramot. Míg a motoráram el nem éri a felütközési áramot a PWM kimenet lehet akár maximum is. Ahogy a motoráram megnő a PWM jelet 30-50% korlátozza. Megvalósítva a rögzített poziciót. Kell egy Motor kontroller Irányváltás megvalosítható rellével arduino vezérléssel. Egy elvi rajz
Mivel van végállás ütköző és arduinoval lenne vezérelve a forgatómotornak egyenáramú motort a legoptimálisabb. PWM kell vezérelni a motort. GY-712 áramérővel kell mérni a motoráramot Analog bemeneten. Amikor felütközik a végállásra, megnő a motoráram és vissza kell szabályozni a motor PWM kimenetet tartó áramra, így mindig pozicióban tartja a motor és semmilyen végállás kapcsoló sem kell, minden megoldható programozva.
dtb | 1900
2023-04-07 10:17:55
[9773]
Ha a "vezérlő tárcsa" beállítását a stepper motor feszültség mentes, természetes osztásához igazítja, akkor az általad leírt jelenség nem fordulhat elő, mert egész lépések eetén nincs, ami tört lépésre vezérelné... ...viszont, ha jól gondolom, hogy valamilyen alkatrész fúrásáról van szó, akkor én elgondolkodnék egy lassító áttételen, mert egyrészt növelném ezzel a lépés pontosságát, másrészt növelném vele a tartó nyomatékot.
Már bankimajki említette, hogy optokaput javasolna. Vedd figyelembe, hogy neked 0.1 fok pontosság kell, ami 3600 osztást kíván a 360 fokos körben. A léptetőmotor pedig 200 vagy 400 osztást tud kezelni, attól függően, hogy 1,8 vagy 0,9 fokos. A motor vezérlőjében be tudsz állítani mikrolépéseket, de ezek addig fogják csak megtartani a motort az adott pozicióban, amíg áram alatt van. Ha leveszed az áramot és a "0" pontod a motor olyan pozicióján van, amit a mikrolépés tart azon a ponton, akkor el fog mozdulni és áram rákapcsolása után nem fog ugyanoda visszaállni.
Példa: ha 0,9 fokos léptetőmotort alkalmazol, az 400 lépésben teszi meg a 360 fokot. Ha a motor vezérlőjében beállítod a 16 mikrolépést, akkor 400x16 = 6400 lépés kell a teljes körbeforduláshoz. Ha a "0" pontod olyan pozícióban van, ami pontosan a 400 többszöröse, akkor menni fog a visszaállítás, de ha például 2255 mikrolépésnél van, akkor a léptetőmotornak az 5,6375 alap lépésénél kellene megállni, ami csak abban az esetben lehetséges, ha áram alatt van és a vezérlő ezen a pozíción tartja. Amint áramtalanítod, abban az esetben el fog fordulni a 400 lépéses osztása szerint 0,3625 osztást, ami 0,32625 fok, ami már háromszorosa a tűréshatárnak.
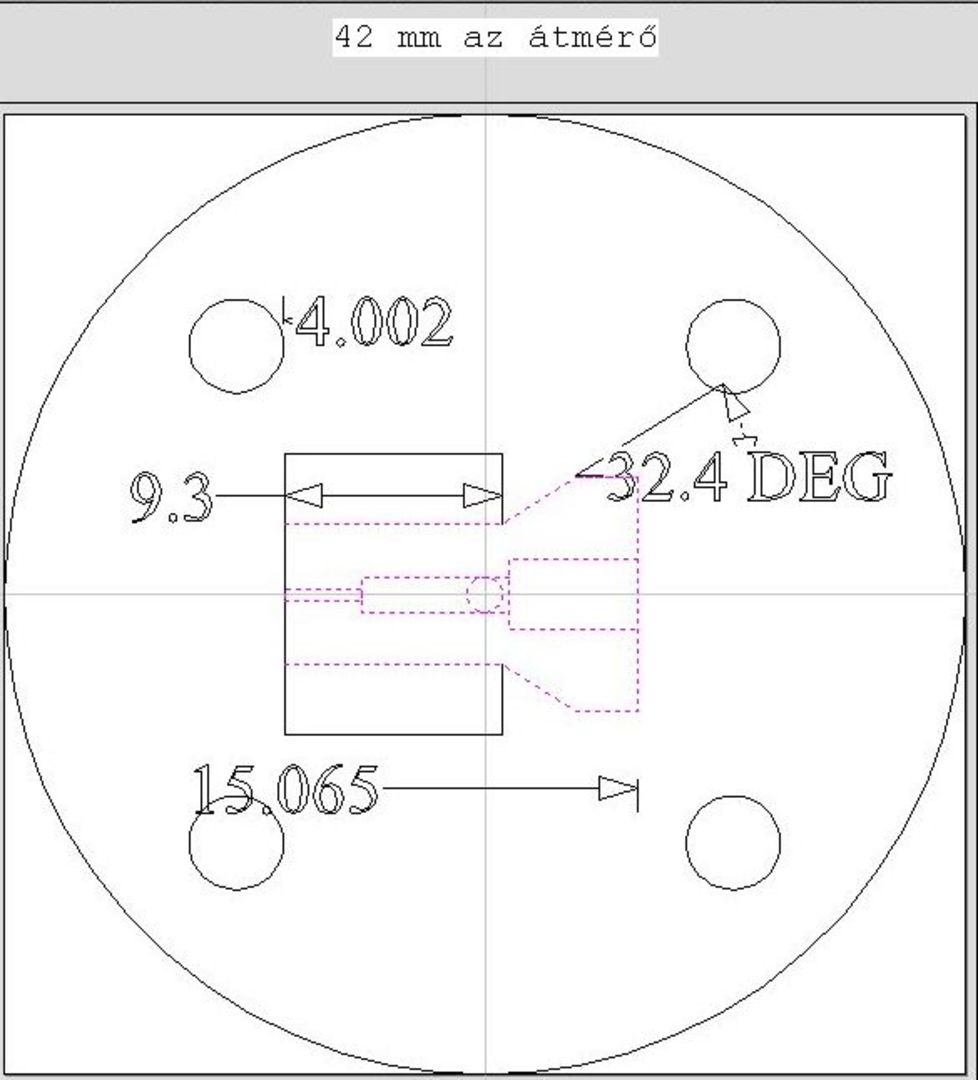
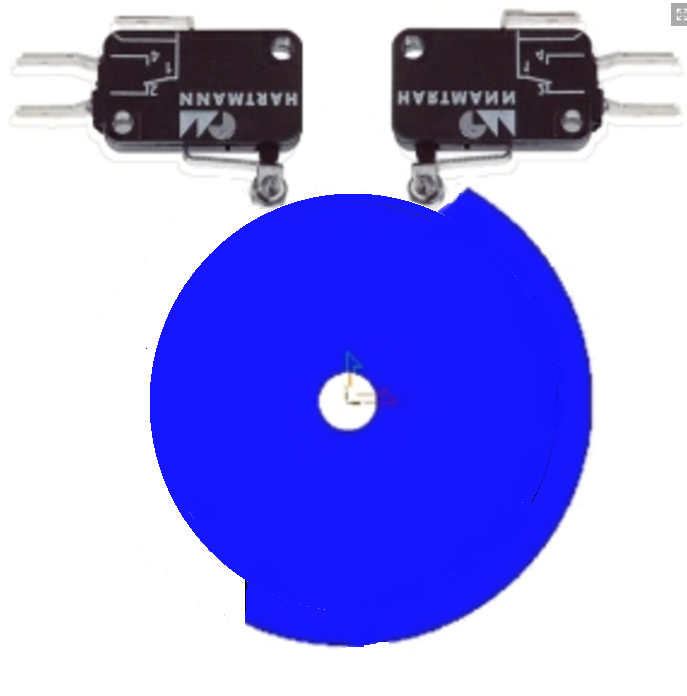
Köszönöm a megerősítést. A tárcsát le tudom gyártani CNC-vel és az ellenkező (180 fokkal) oldalra egy optorést is belemarni akár 0.3 milliméteresre is, ha ezzel megfelelő pontosságú vezérlést lehet biztosítani. De ha a hall érzékelővel jobb, akkor azt építjük be, mert a két szembelévő furat a közép nullponthoz képest kritikus. Egy 0.5mm furat találkozik egy 1mm-s furattal.
Érdekelnek az új technikák, megoldások és utána járhatnék én is hogy és mint, de nem akarom már a meleg vizet feltalálni, ezért is esett a választásom a "Pénz kereseti lehetőség" topik választásra. Szívesen fizetek más "okosságáért, ha az elvárásaimnak megfelel. Ha van közületek valaki aki bevállalja ennek a projektnek a végig menedzselését azt szívesen venném természetesen a topik megnevezésének megfelelően...
"Jó lesz az, már ki is silabizáltam mi is lenne a kompromisszumos megoldás Egy tárcsa, ami ki van bontva kb. 20 fokban és a kibontásba betenni két görgős végállás kapcsolót" Ez így a jó. Egy tárcsa, mindegy, hogy hány fokban van kibontva, de a null-ponthoz képest szimmetrikusan helyezkedik el, és a végállás kapcsolók úgy vannak felszerelve, hogy a null ponttól akármelyik irányban is mozdul el a tárcsa, benyomja valamelyik végállás kapcsolót. Mivel ez csak indításkor kell, ezért ennek a kezelő programját a setup részbe kell tenni, vagyis bekapcsoláskor egy loop-pal addig lépeget, amig valamelyik kapcsoló benyomott állapotban van. (Értelemszerüen, ha a bal oldali kapcsoló jelez, akkor jobbra lépeget, ha a jobb, akkor balra) Ha már egyik kapcsoló sem jelez, akkor kilép a setupból, és megkezdődik a tényleges program, a joystick, vagy a két állású kapcsoló figyelése, és a motor mozgatása. Esetleg, ha joystick van, akkor meg lehet az oldalsó mozgás irányra azt is csinálni, hogy ilyen esetben ismételten beálljon középre, a nullpontba. Én személy szerint nyomógombokat raknék, nem billenőkapcsolót, mert csak egy start jel kell, a végpontot úgy is a végálláskapcsolók adják meg.
A lépteccsel nem lesz gond, mivel ha egészeket léptet és elveszi a gerjesztét, akkor ugyanott marad. Mivel mágneses a forgórésze, ezért mindig egészlépésen áll meg gerjesztetlenül. Vagyis ha a nulla pozíciót gerjesztetlen állapotban állítja be, akkor az mindig pontosan ugyanoda fog visszaállni. Azzal nemigen lesz gond.
Nem tudjuk a sugarat, így a 0,1 fok nem modn semmit. De én HALL szenzor helyett résoptokaput tennék, nem véletlenül használják végállás "kapcsolóknak" is. Elég jó az ismétlési pontosséguk. Szerintem itt is hibátlan lenne.
1,8 vagy 0,9 fokos léptető motortól 0,1 pontosságot a visszaállásnál? szerintem érdemes elgondolkodni, ha ilyen pontosság kell, akkor a léptetőmotor felejtős. a hall szenzor pontossága is több mindentől függ, leginkább a mágnes erőssége, de akár a hőmérséklet is.
Jó lesz az, már ki is silabizáltam mi is lenne a kompromisszumos megoldás Egy tárcsa, ami ki van bontva kb. 20 fokban és a kibontásba betenni két görgős végállás kapcsolót, aminek a nyitott állapota engedélyezi a "nullpont" keresést. Ha túl van fordulva a tárcsa (egy tengelyen a "kis körasztallal") és zár a kapcsoló letilt mindent (esetleg) egy piros LED jelzi, hogy fordítsuk nagyjából középre az asztalkát.
áramtalanított állapot után, ha bekapcsolod, akkor egy végállás kapcsolóval tudod az adott pozicióig forgatni, vagy valamilyen érzékelő, például hall szenzor. neked kell tudnod, hogy mi lenne az alkalmasabb.
Ha nem gond, hogy 360° -ot körbeforog a tengely, akkor teszel a tengelyre egy tárcsát, amin a kivánt pozicióban egy bemélyedés van, amit egy görgős végálláskapcsolóval érzékelsz, vagy teszel rá egy furatot, és egy opto érzékelővel érzékeled. A kezelő részt pedig bele kell tenni a setup részbe.
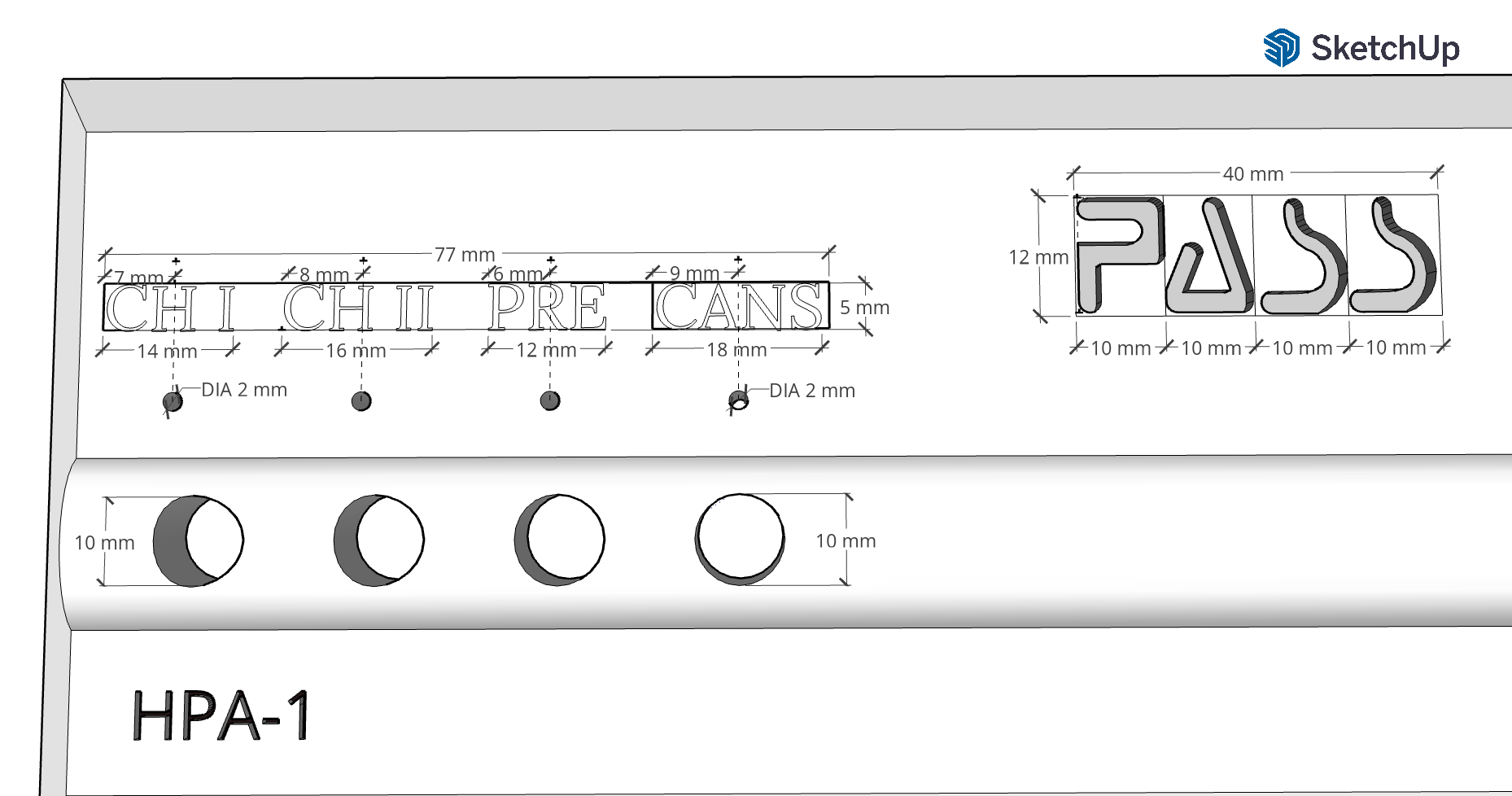
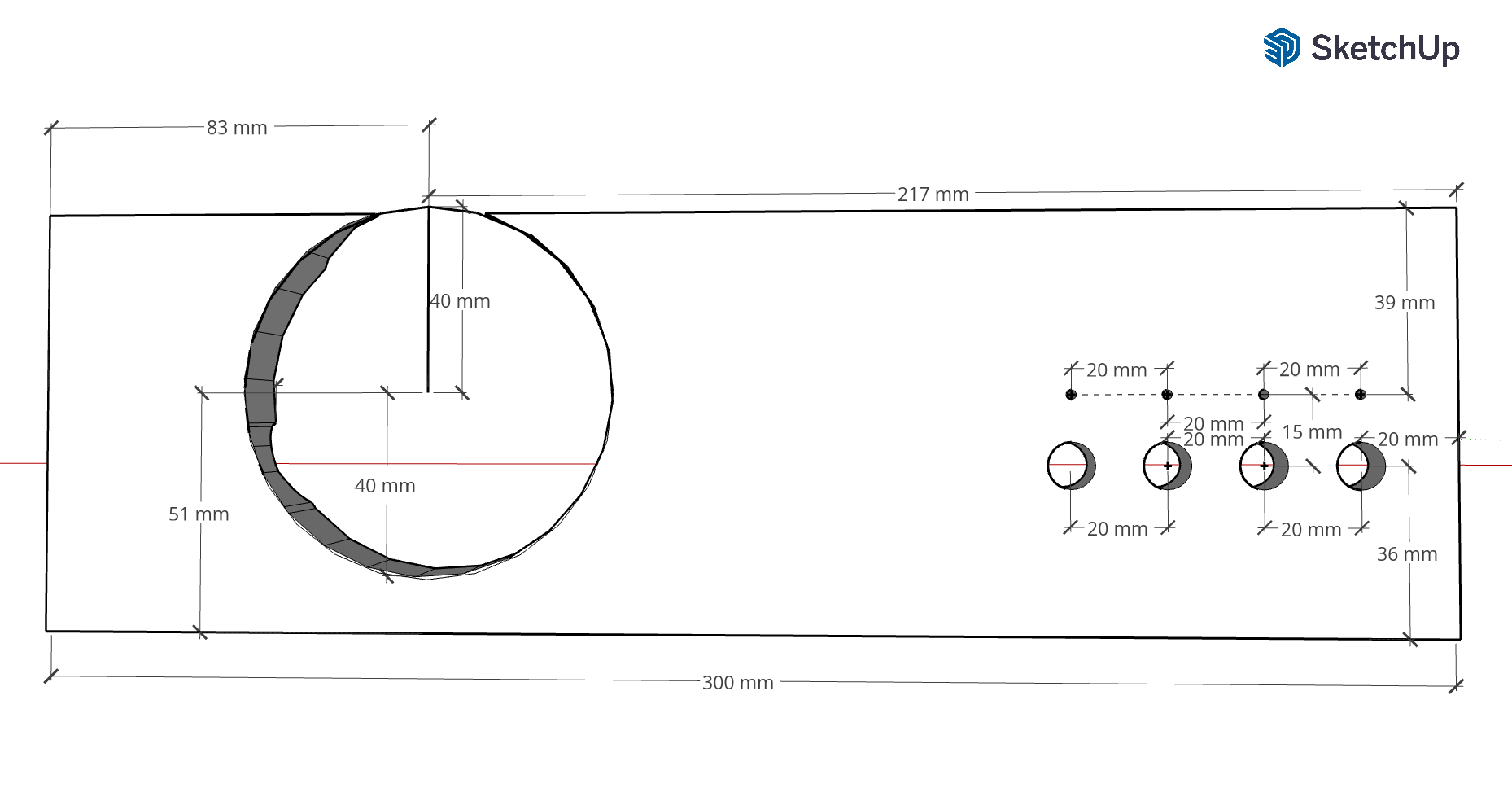
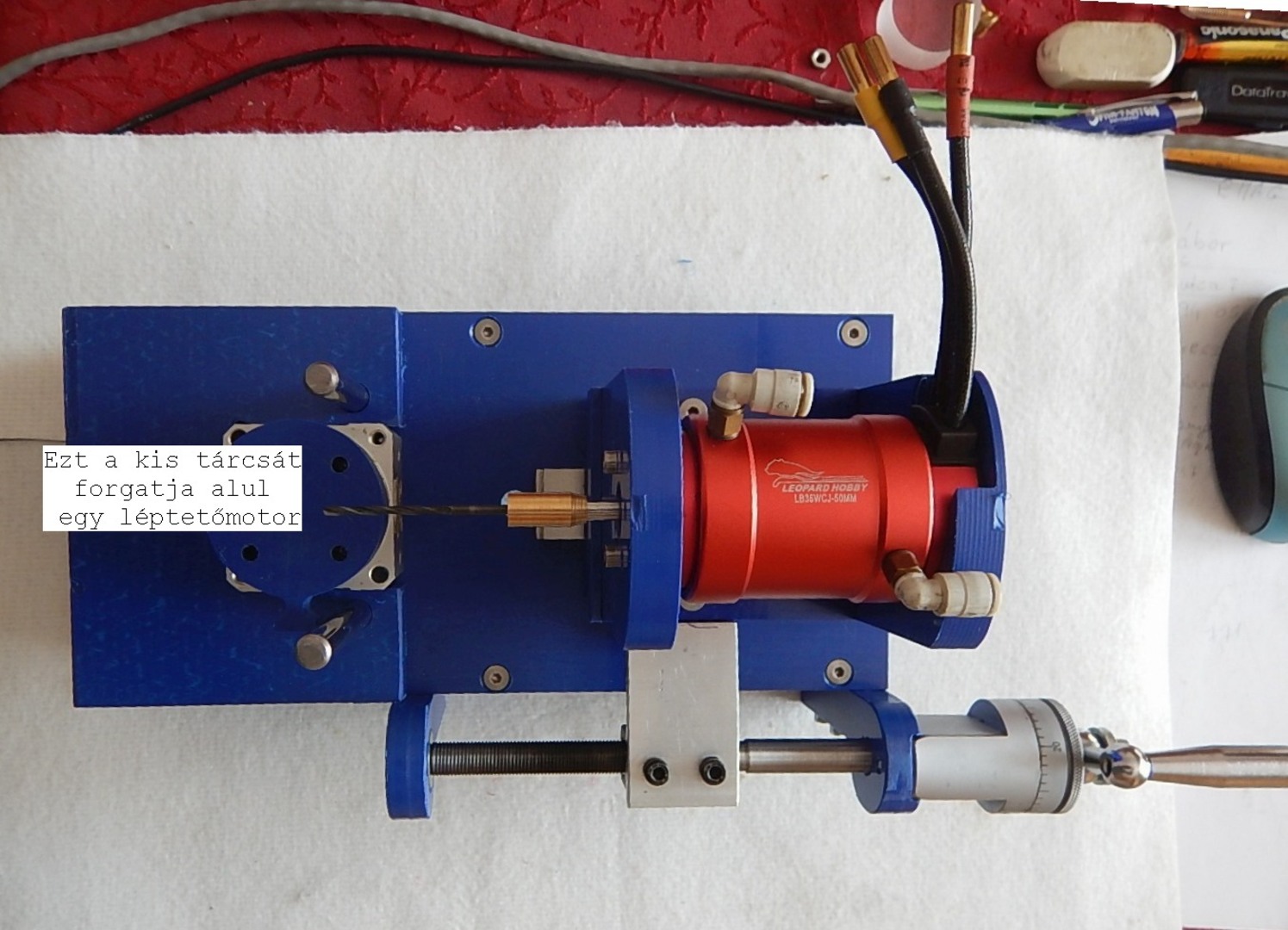
Hálásan köszönöm a segítségeteket, de van egy kis csavar azért még a dologban...mellékelek két képet, hogy érthetőbb legyen mit szeretnék.
Áramtalanított állapotban szabadon elfordulhat a forgató - akár véletlenül is - tehát azt meg kell oldani, hogy bekapcsoláskor mindenkor null pontra álljon be a munkadarab befogó szerkezet automatikusan, vagy egy gomb megnyomására. 0.5 mm-s furat is van a munkadarabban.
Ezt hogy lehet exact módon megoldani?
morvfer7 | 2467
2023-04-06 17:17:06
[9755]
A Joystick X-tengelyét csatlakoztasd az Arduino A0-as tüskéjéhez. A Joystick Y-tengelyét csatlakoztasd az Arduino A1-eshez. A Joystick gombját csatlakoztasd az Arduino D2-eshez. A Léptető motor vezérlőjét csatlakoztasd az Arduino D8, D9, D10 és D11-eshez.
Összedobtam egy gyors programkódot, amiből ki tudsz indulni.
Töltsd le és telepítsd a következő könyvtárat: Stepper.h
#include <Stepper.h>
// Definiáljuk a léptető motort és a tüskéket #define stepsPerRevolution 200 Stepper myStepper(stepsPerRevolution, 8, 10, 9, 11);
// Definiáljuk a Joystick tüskéit int xAxis = A0; int yAxis = A1; int button = 2;
void setup() { // Beállítjuk a Joystick tüskéit bemenetre pinMode(xAxis, INPUT); pinMode(yAxis, INPUT); pinMode(button, INPUT_PULLUP); // Beállítjuk a léptető motort mozgásához szükséges sebességet myStepper.setSpeed(60); }
void loop() { // Olvassuk be a Joystick X és Y tengelyének értékét int xValue = analogRead(xAxis); int yValue = analogRead(yAxis);
// Ha megnyomtuk a Joystick gombját, akkor a Léptető motor elfordul 90 fokkal jobbra if (digitalRead(button) == LOW) { myStepper.step(200); delay(100); }
// Ha a Joystick Y tengelye nagyobb, mint 512, akkor a Léptető motor elfordul 90 fokkal balra if (yValue > 512) { myStepper.step(-200); delay(100); }
// Ha a Joystick Y tengelye kisebb, mint 512, akkor a Léptető motor elfordul 90 fokkal jobbra if (yValue < 512) { myStepper.step(200); delay(100); } }