|
Előzmény: Törölt felhasználó, 2007-07-29 11:51:00 [944]
|
|
Előzmény: n/a (inaktív), 2007-07-29 12:23:00 [947]
|
|
Előzmény: n/a (inaktív), 2007-07-29 12:23:00 [947]
|
|
Előzmény: n/a (inaktív), 2007-07-29 09:32:00 [933]
|
|
Előzmény: n/a (inaktív), 2007-07-29 11:41:00 [942]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 11:51:00 [944]
|
|
Előzmény: n/a (inaktív), 2007-07-29 11:06:00 [941]
|
|
Előzmény: n/a (inaktív), 2007-07-29 11:06:00 [941]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 10:47:00 [938]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 10:47:00 [938]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 10:47:00 [938]
|
|
Előzmény: n/a (inaktív), 2007-07-29 10:30:00 [937]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 10:25:00 [936]
|
|
Előzmény: n/a (inaktív), 2007-07-29 09:48:00 [935]
|
|
Előzmény: Hunka Tibor, 2007-07-29 09:29:00 [932]
|
|
Előzmény: Hunka Tibor, 2007-07-29 09:29:00 [932]
|
|
Előzmény: Lakatos, 2007-07-29 09:23:00 [930]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 09:13:00 [929]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 08:56:00 [926]
|
|
Előzmény: n/a (inaktív), 2007-07-29 08:20:00 [923]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 08:56:00 [926]
|
|
Előzmény: n/a (inaktív), 2007-07-29 08:16:00 [922]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 07:57:00 [921]
|
|
Előzmény: Törölt felhasználó, 2007-07-29 07:57:00 [921]
|
|
Előzmény: n/a (inaktív), 2007-07-29 01:52:00 [920]
|
|
Előzmény: Törölt felhasználó, 2007-07-28 23:02:00 [919]
|
|
Előzmény: Hunka Tibor, 2007-07-28 22:01:00 [917]
|
|
Előzmény: n/a (inaktív), 2007-07-28 21:30:00 [916]
|
|
Előzmény: Törölt felhasználó, 2007-07-28 20:08:00 [915]
|
|
Előzmény: Törölt felhasználó, 2007-07-28 20:08:00 [915]
|
|
Előzmény: n/a (inaktív), 2007-07-28 19:39:00 [914]
|
|
Előzmény: Törölt felhasználó, 2007-07-28 18:51:00 [913]
|
|
Előzmény: n/a (inaktív), 2007-07-25 06:30:00 [911]
|
|
Előzmény: Varsányi Péter, 2007-07-24 23:04:00 [910]
|
|
Előzmény: n/a (inaktív), 2007-07-24 17:33:00 [909]
|
|
Előzmény: Sásdi Zoltán, 2007-07-22 20:07:00 [904]
|
|
Előzmény: Sásdi Zoltán, 2007-07-22 20:07:00 [904]
|
|
▲
◊
|
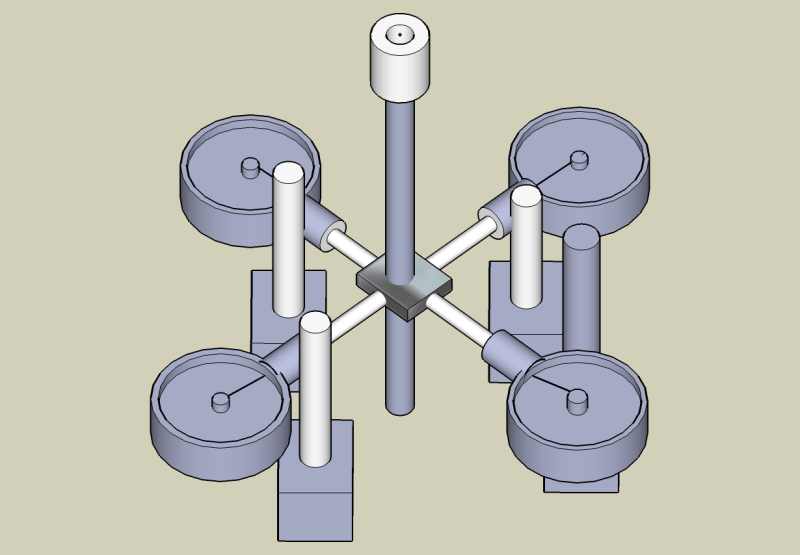
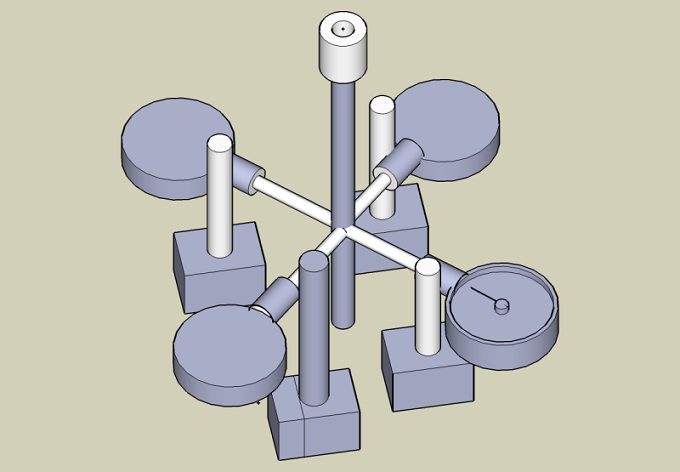

 Elvégesztem az említett tesztet és itt a végeredmény:
Elvégesztem az említett tesztet és itt a végeredmény: 




