Köszönöm a válaszodat. Azért az továbbra is érdekelne, hogy hogyan kellene működnie Front-Rear váltáskor (X-tengely forgásirány váltás, és X előjel váltás?).
Sajnos én a Vectric Aspire-t abszolút nem ismerem. Teljesen más, fémipari szoftvert használok, ahhoz csináltam Mach3 posztot. Ezért javasoltam a másik megoldást, a betű cserét.
Szia! A Mach3-ban csak az A; a B; és a C tengelyt lehet forgó tengelyként beállítani. Ezt úgy állítsd be, hogy egy fordulat 360° legyen. Tehát a beállításoknál nem az 1 mm-re eső impulzosok számát kell megadni, hanem az 1° elforduláshoz szükséges impulzus számot kell megadni. Ezután, ha a posztprocesszoron nem tudsz, vagy nem akarsz változtatni, a következőt teheted: A generált G kódot például a jegyzettömbbe behívod, és az összes Y-t lecseréled mondjuk A-ra.
Esetleg használhatsz egy olyan CAM programot, amely alkalmas 4 tengely kód generálására.
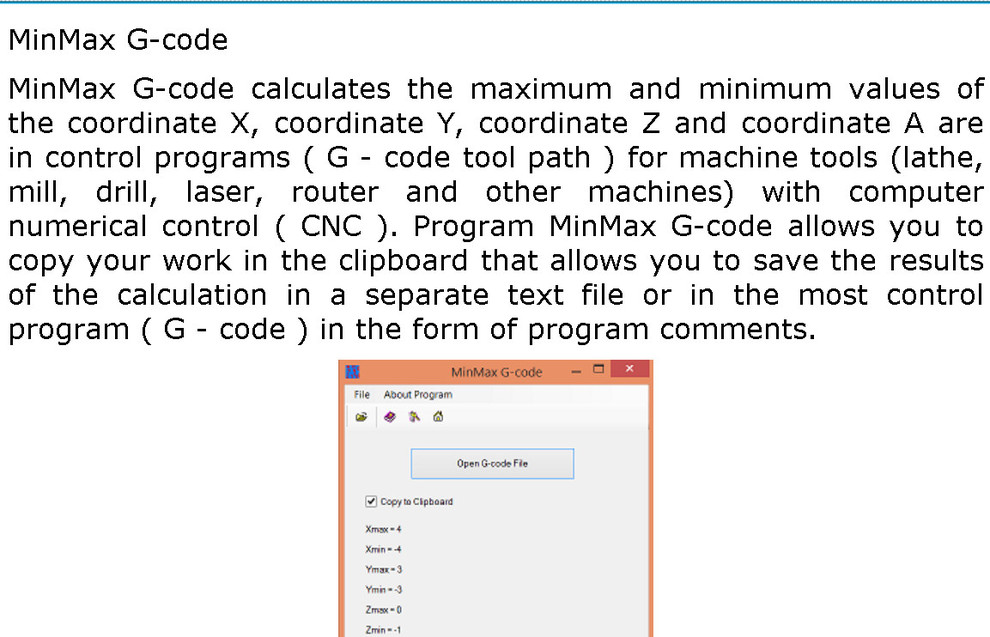
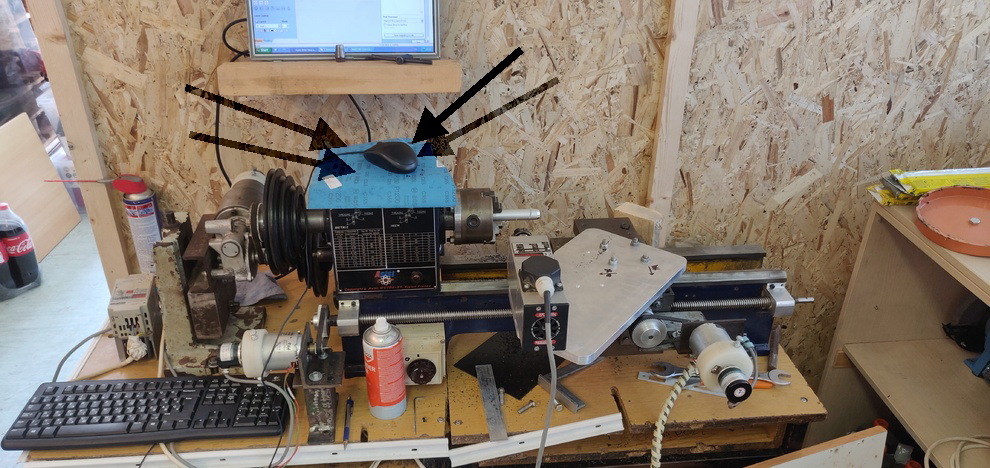
Sziasztok! Vettem itt a fórumon a képen látható gépet. (a marómotort már én tettem rá de ez részletkérdés)
A gondom ott van hogy Vectric Aspire-t használok G kód készítésre és mach3 vezérlő.
A tokmány az Y tengely a vonóorsó az X és a keresztszán a Z. Namost ha Vectricben csinálok egy Wrapped Job-ot akkor ott meg kell adni az átmérőt és a hosszot, ebből a Vectric kiszámolja az anyag kerületét és ad egy ennek a palástnak megfelelő munkaterületet. Eddig működik. Viszont a Mach3-ban mit, hogyan kell beállítani hogy az Y tengely annyit forogjon amennyit kell.
Eddig D30mm-es anyaggal dolgoztam ennek a kerülete 94.2mm ennek megfelelően beállítottam a motor tuningban hogy az egy körülfordulás 94.2mm legyen. De más és más átmérőjű anyaoknál ez mindig más kellene hogy legyen. Mi a megoldás erre a problémára? Hogyan lehet az Y tengelyt átmérővel korrigálni?
üdv.
KoLa | 7495
2019-09-13 22:31:02
[17489]
Biztosan igazad van! én csak a talikon látottak alapján azt vontam le hogy, ugyanolyan mint a Mach3 szerszámpályája. Nem a lefagyásra gondoltam, hanem a grafikai megjelenítésre, bocsi!
A LinuxCnc-nél sem az igazi a front-rear váltás! de, minek is? Az a jó megoldás amit Miki írt!én is így használom.
Ez a funkció alapjaiban megrengeti a Mach3-at és a Linuxcnc-t is, vagy, nem értjük hogyan kell használni. Az ilyen előjel váltásokból csak káosz lesz!
Régebben én is azt hittem hogy csak átmérőben kell gondolkozni, mint egy E400-on, de nem, a kordináta rendszer az stabil, és félreérthetetlen. Ha szerkeszteni kell a kódot akkor látom hogy mi van elől és mi van hátul.
Köszönöm a választ, nagyon sok időt elvesztegettem. Kézzel át kell írni a programot, vagy esetleg valami makróval nem lehet megoldani? A LinuxCNC-nél működik-e, vagy meg kell várni az UCCNC-t.
Sziasztok! Használ-e valaki Mach3 esztergánál, első/hátsó szerszámtartó váltást, mert nekem nem sikerül. Amikor megpróbálok hátsó(Rear) szerszámot hozzáadni, teljesen összezavarodik a szerszám tábla(ToolTable).
CNCdrive | 442
2019-08-30 20:32:02
[17484]
50000 g-kód sor az még nem annyira sok. Meg persze attól is függ, hogy milyen a kód. Egy lineáris mozgás (G0/G1) egy vektorból is kirajzolható, míg egy körhöz (G2/G3) sok vektor kell. De amúgy az OpenGL-nek 50000 vektor az nagyon kevés, azzal egyszerűen megbírkózik. Gondok a sokmillió vektoroknál kezdődnek.
A másik dolog, hogy nyomtató porttal vagy mozgásvezérlővel használod a Mach3-at. Mozgásvezérlő ugyanis puffereli a mozgásadatokat, emiatt, ha a számítógépet túlterheled egy időre, akkor se akad meg a mozgás. Nyomtatóporttal viszont a számítógép küldi közvetlenül a jeleket és így ha a számítógép túlterhelődik akár egy pillanatra is, akkor a mozgás megtorpan.
Szóval baj főleg akkor van, ha nyomtatóporttal van használva egy gyengécske videókártyával és nagy mennyiségű rajzvektorból álló g-kóddal.
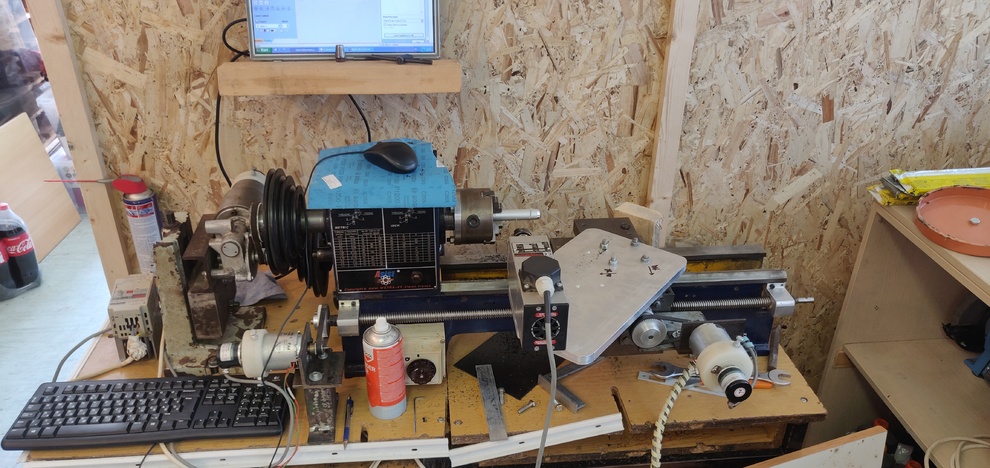
Itt egy kb 50000soros G-kod Mach3(v2.63) ezekkel a Pc paraméterekkel , nem fagy le .....stb .
Törölt felhasználó
2019-08-30 10:44:44
[17481]
% más post bent hagynak vagy egy nem lezárt sor(enter) g kodban ezektől mach3 simán hülyét kap meg áll ....
tibs | 184
2019-08-30 10:34:55
[17480]
Ha elég nagy a pálya belefagy akkor is ha hozzá sem nyúlsz. Ez személyes tapasztalatom. Én ki szoktam kapcsolni.
CNCdrive | 442
2019-08-29 23:17:27
[17479]
És valóban a Mach3 ráterhel a számítógép procira, ami miatt akár bele is "fagyhat" a szerszámpálya mozgatásba, forgatásba stb. ennek az oka egyszerű, nem állandó időzítéssel csinálták meg a nézőke update-elését, hanem eseményvezérelten. Elég nagy hiba...
Nem, különben az UCCNC-nek nem ilyen béna a szerszámpályája. Nem fagy bele, ha munka közben beleklikkelsz, forgatsz, nagyítasz stb. Sőt, úgy van megcsinálva, hogy a szerszámpálya mozgatás forgatás stb. egyáltalán nem terheli a számítógép processzorát. De gondolom sosem használtad az UCCNC-t így részedről ez csak egy feltételezés, amit tényként közöltél...
A Mach3-nál a kód futtatása előtt állítsd be a szerszámpálya megjelenítést, mert különben még, belefagy! Ez volt a tapasztalatom a Mach3-as eszterga használata közben, nem érdemes még beleklikkelni sem a szerszámpálya megjelenítésbe, nemhogy görgőzni!forgatni jobbgombbal.
Ugyanezen a számítógépen a linuxcnc szerszámpályája, autocad rajz minőségben és nagyíthatóságban, menetvágás közben is, egérrel rángatható ide-oda, nagyítható, kicsinyíthető stb... 0.01 mm-t teljes képernyőméretig lehet nagyítani a szerszámpályán, tök jó! mert megjegyzi a bejárt szerszámpályát és ha módosítunk, majd újrabetöltjük, jól látszik más színnel a módosítás, szembeötlik ha valahol hiba van.
Mindezt 5-6 évvel ezelőtti tapasztalok alapján irom,azóta már biztos javult a Mach3!
maga a file semmi extrát nem tartalmaz, csupán ezzel küzdök. szerintem valamelyik programommal lehet baj a corel-lazycam kettősben. feltöltöttem a file-t:
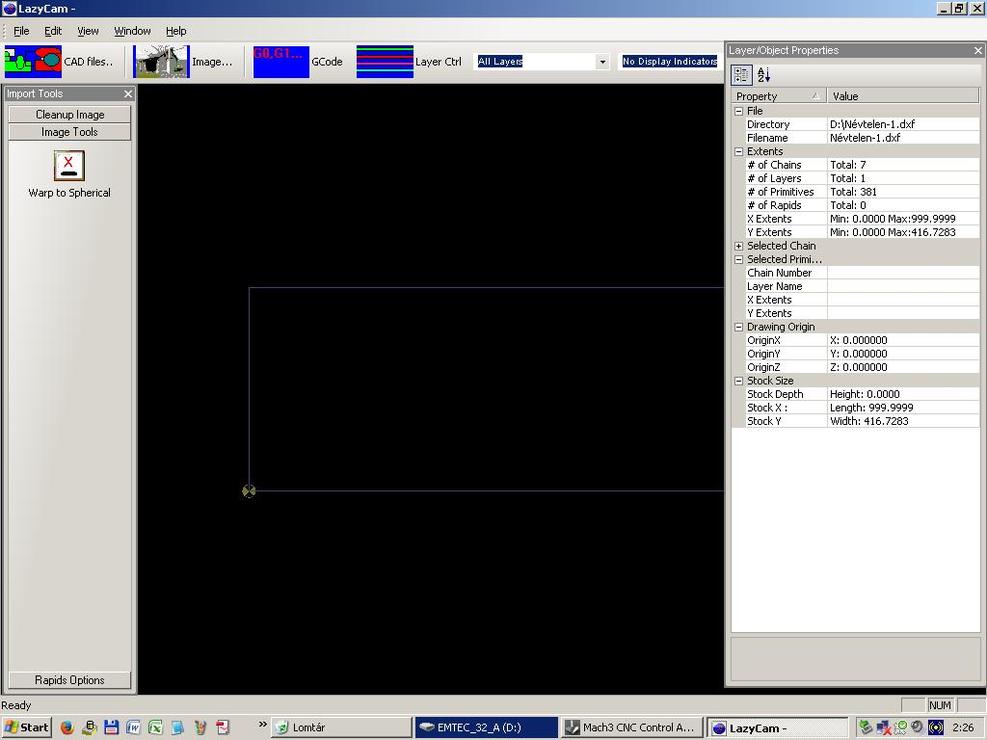
a LazyCam a görbévé konvertált és dxfbe exportált file-t most megnyitotta, nem panaszkodott a splinesra, ellenben a mellékelt képet látom, semmivel sem tudok mit kezdeni. további ötlet? jut eszembe, felraknámm a dxf file-t is, hátha, ami egyébként csak egy próba, amolyan gyakorlás, nem éles munkafile, de a fórum motorja nem engedi.
AzAgg | 10
2019-08-07 13:20:26
[17467]
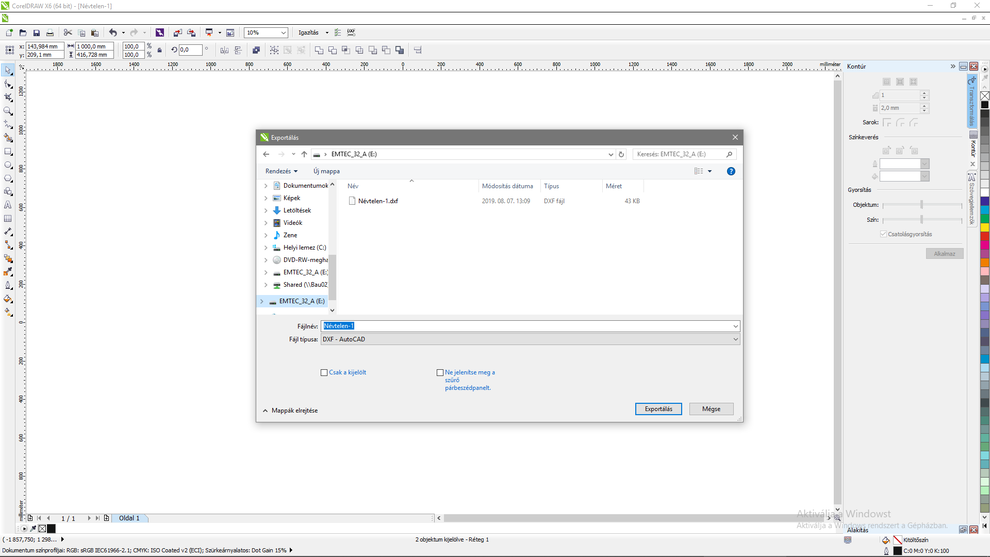
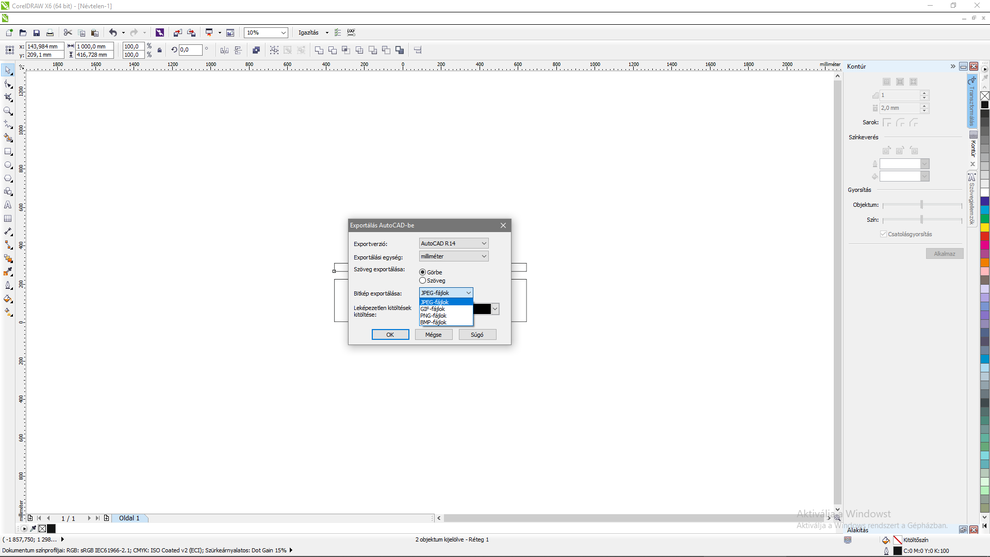
dxf exportnál az alábbiakat látom, más lehetőség nincs, polylinesról szó sem esik.
Szevasztok! CNC területen teljesen kezdő vagyok, de Corelben ezer éve rajzolok, tervezek. Vettem egy MAch3 programmal hajtott használt marógépet, amit kipróbáltam az eladónál, minden fasza volt, de most, hogy élesben kellene a rajzot átvinnem a vezérlő programba, elakadok. Tudna valaki segíteni? Tehát: Corelben rajzolok, s a rajzot kellene cnc maróval kimarnom. A rajzot exportálom Corelen belül .dxf formátumba. Mach3 programon belül a LazyCam programot elindítom, megpróbálom betölteni a file-t, de a "splines" mennyiségére hivatkozva leáll. Utána olvastam, az okra, s kiküszöbölendő, egy próbaverziós DXF Tools Professional Edition plugint rátelepítettem a Corlere. Itt minimalizáltam a splines mennyiségét. Csupán annyi a változás az eredeti problémával szemben, hogy hibaüzenetet ugyan nem kapok, de a betöltött file képe ismeretlen, egy üres téglalapot mutat, amivel ráadásul kezdeni sem tudok semmit. Amihez ragaszkodok: Corel program, s lehetőség szerint a Mach3, mivel ezzel működött a gép. (Mielőtt megkérdeznétek: Az eladó külföldre költözés miatt adta el a gépet, nem áll módomban őt nyaggatni).
Fentiek alapján segítséget kérnék, hogy Corelből hogy lesz marópálya Mach3-ban!
svejk | 32800
2019-07-29 20:42:04
[17461]
Mivel motort és vezérlőt cseréltél nem hinném, hogy a szoftver lenne az oka a hibáknak, de:
- Csinálsz egy biztonsági másolatot a mostani Mach3 könyvtárrról. - Kitörlöd az eredeti Mach3 könyvtárat. - Az eszközkezelőben eltávolítod a mach3 drivert. - Feltelepíted az artsoft honlapjáról letöltött neked tetsző újabb verziót - a régi elmentett Mach3 könyvtárból átmásolod a mach2 licence file-t.
A beállításokat célszerű lépésenként értelemszerűen az új verzióban is végrehajtani de ha nem nagy a verziókülönbség akkor megpróbálhatod a régi XMl file-t bemásolni az új mach3 könyvtárba, nagy valószínűséggel működni fog.
Sziasztok. Tudnátok kicsit segíteni macroban? Ezt szeretném megvalósítani ha lehetséges csak nem tudom hogy lehet e ilyent ?
Adott 3db kimenet mit kapcsolgatok pl: DeactivateSignal(OUTPUT1) (Vákuum leszorító KI) ActivateSignal(OUTPUT2) (Pneumatika Le) ActivateSignal(OUTPUT3) ( Vákuum Papucs BE) Code “G00 X0 Y0 Z-1 G4P2” (Pozícióba megfogja a vakum papucs ) Code “G00 Z20” Felemeli az anyagot Code “G00 X150 Y600” Lerakási pozíció Code “G00 Z0 ez kelne mindig változón + 4 mm pl : z4 köv z8 DeactivateSignal(OUTPUT2) ( Vákuum Papucs KI) Code “G00 Z25” Fel Code “G00 X400 Y600 G4P2” (Új anyag pozíció ) Code “G00 Z- ez kelne mindig változón -4 mm pl : z-4 köv z-8 ActivateSignal(OUTPUT3) ( Vákuum Papucs BE) Code “G00 Z20” Felemeli az anyagot Code “G00 X0 Y0 Z-1 G4P2” 0 pozícióba helyezés DeactivateSignal(OUTPUT2) ( Vákuum Papucs KI) ActivateSignal(OUTPUT1) (Vákuum leszorító BE)
kissbutorstudio | 64
2019-06-30 18:44:16
[17459]
Üdvözlet az Uraknak! Regisztrált Mach3 programot régebbi verzióról hogyan tudok frissíteni ,és honnan tudom letölteni? Még nem foglalkoztam ilyennel eddig.Ezért kérnék benne segítséget. A frissítés oka, az x tengelyen motor+vezérlés csere lett végrehajtva.Íves mozgásoknál x-y tengely nem mozog szinkronban elcsúszik F2500-nál ,viszont F400-nál pontos. minden beállítást megpróbáltam már. A 3 tengelyes mozgásoknál szemmel láthatóan furcsán mozognak normál sebességnél. Felmerült a verzió frissítés és a pc erősebbre cserélése. Köszönöm előre is a segítséget!
zotykó | 302
2019-06-23 22:46:54
[17458]
Köszönöm mindkettőtöknek a választ.
Levin. Kézenfekvő amit írsz, mivel évek óta nem kellett javítani vagy bütykölni a gépen semmit. Így a kábelezés is elfáradhatott a sok jövés-menéstől. A vezérlő hátulján lévő csatin 4 érintkező 1 pólus, azaz 16 érintkező a 4 vezeték. Azt kizárom. Keresgélek tovább.
Szia ! Küzdöttem ilyen jellegü hibával.Dombormű marásnál szép lassan mindig lejebb ment a Z tengely a végén már majd az asztalba kötött ki a gravír tű Tekintélyes mennyiségü anyag és gépóra ment veszendőben mert a hiba nagyon lassan jött elő és sokáig felsem tünt. Minden gyanuba keverhető dolgot átnéztem , a végén még az esetleges Z tengely szorulást is néztem és semmit nem találtam.Pedig végig ott volt az órom előtt a hiba.A Z motor csatija.Számitógép tápegységben használatos 4 pólusu csatlakozóban volt laza érintkezés.Soha megnem találom ha nem tapintom meg a csatit és nem találom melegnek(nem forrónak !!!!) Hogy a motor melyik tekercse nem kapott normális villanyt soha nem keresgéltem mert hirtelen felindulásbó úgy kivágtam onnét mint macskát sz....ni . Levente
Kössz. A G kód ok volt. A jelhosszúság állítása jó ötlet, bár eddig évekig nem okozott ez gondot. Majd ha gép előtt leszek csinálok pár tesztet. Lehet a vezérlőm puffer kondijai ereszkednek meg a tápban? Az is okozhat fesz ingadozást.
A Mach3 egyik hibája, hogy a step jelek csak néhány us szélességűek függetlenül a léptetési frekitől, és ez sajnos a lépésvesztés egyik fő oka lehet. Próbáld meg a motortuning-ban maximumra állítani step és dir pulse with értékét.
A G kód lejátszáskor figyeld meg a Z koordinátád adatát, ha ott nincs ciklusonként elcsúszó adat, akkor a jó a G kódod. Vannak CNC szimulátor programok is (magamnak is csináltam egyet), amibe beküldheted a G kódot, és ellenőrzi a programozott elmozdulások helyességét.
Hello. Mach 3-nál találkoztatok olyan hibával, hogy egy nagy és részlet teli anyagot gravírozva mindig egyre lejjebb ment a maró? Elkezdtem gravírozni egy nagy táblából ruhatári bilétákat, sokat, és a kb. 20-adik karakternél észrevettem, hogy lejjebb megy a maró. Mindig kicsit lejjebb. A -0.3mm mélységből a mondjuk 40-edik karakternél már -0.97mm volt. Hogy mi?? Aztán a motor tuningnál lejjebb vettem a gyorsulásokat és a végsebességeket, de mind hiába.
Amikor a kereteket marom, azoknál nincs baj. Pedig az is van 40 "Z" irányú pozicionálás.
Pont ez miatt gyanakszok inkább valamire a programban mint a mechanikában. Van-e ilyen gyík vele?
A gépem Évek óta jól működött, tehát nem valami építési hiba lehet. A motorok 2NM-es léptetőmotorok és Nanotec gyári vezérlőkkel hajtom. Olyan mint ha a "Z" tengely amikor fölfelé indul, akkor lépést vesztene néha.
Megtörhetett a motor kábele???? Akkor nem kéne többet hibáznia és mindkét irányban??
Esetleg még a kernell sebességet megpróbáljam lejjebb venni?
Vagy valami ötlet?? Minden tapasztalat érdekel.
Kössz előre is.
Törölt felhasználó
2019-06-21 12:13:22
[17451]
A földelésről egy szót sem ejtettem. De ha már felhoztad a marómotorod tengelye és a szerszámbefogó része hogyan van földelve? Ha meg kerámia csapágyas, de pláne áll a kérdés?
"A hobbista bontott kopott vezetőket használ." A nehézségi gyorsulás, szerelési pontatlansági és a gyenge gép merevségből adódó deformációs/befeszülési hibák a hobbysta gépére is mindig hatnak (ráadásul egynél több kocsi szokott lenni), így az állandó szigetelés fém konstrukciójú kocsiknál kizárt, ez volt csak szösszenetem lényege, kár ezen többet rugózni, főleg nem egy Mach3 topikban.
A műanyag betétes lineáris vezetőkkel mi a helyzet, hogyan kel földelni? Az előfeszített kocsik példája is csak egy ideális állapot, előbb vagy utóbb megkopik. A hobbisat bontott kopott vezetőket használ.






 Tekintélyes mennyiségü anyag és gépóra ment veszendőben mert a hiba nagyon lassan jött elő és sokáig felsem tünt. Minden gyanuba keverhető dolgot átnéztem , a végén még az esetleges Z tengely szorulást is néztem és semmit nem találtam.Pedig végig ott volt az órom előtt a hiba.A Z motor csatija.Számitógép tápegységben használatos 4 pólusu csatlakozóban volt laza érintkezés.Soha megnem találom ha nem tapintom meg a csatit és nem találom melegnek(nem forrónak !!!!) Hogy a motor melyik tekercse nem kapott normális villanyt soha nem keresgéltem mert hirtelen felindulásbó úgy kivágtam onnét mint macskát sz....ni .
Tekintélyes mennyiségü anyag és gépóra ment veszendőben mert a hiba nagyon lassan jött elő és sokáig felsem tünt. Minden gyanuba keverhető dolgot átnéztem , a végén még az esetleges Z tengely szorulást is néztem és semmit nem találtam.Pedig végig ott volt az órom előtt a hiba.A Z motor csatija.Számitógép tápegységben használatos 4 pólusu csatlakozóban volt laza érintkezés.Soha megnem találom ha nem tapintom meg a csatit és nem találom melegnek(nem forrónak !!!!) Hogy a motor melyik tekercse nem kapott normális villanyt soha nem keresgéltem mert hirtelen felindulásbó úgy kivágtam onnét mint macskát sz....ni .