Szerintem ezt igy nagyon nehéz megválaszolni. Függ az anyag minőségtől..műszálas..természetes anyag. Függ a vastagságától..és még kismértékben a szinétől,sűrűségétől is. Legjobb lenne ha kis mintával felkeresnél valakit akinek hasonló teljesitményű gépe van..hamar kapnál hozzávetőleges választ amivel már el lehet indulni..
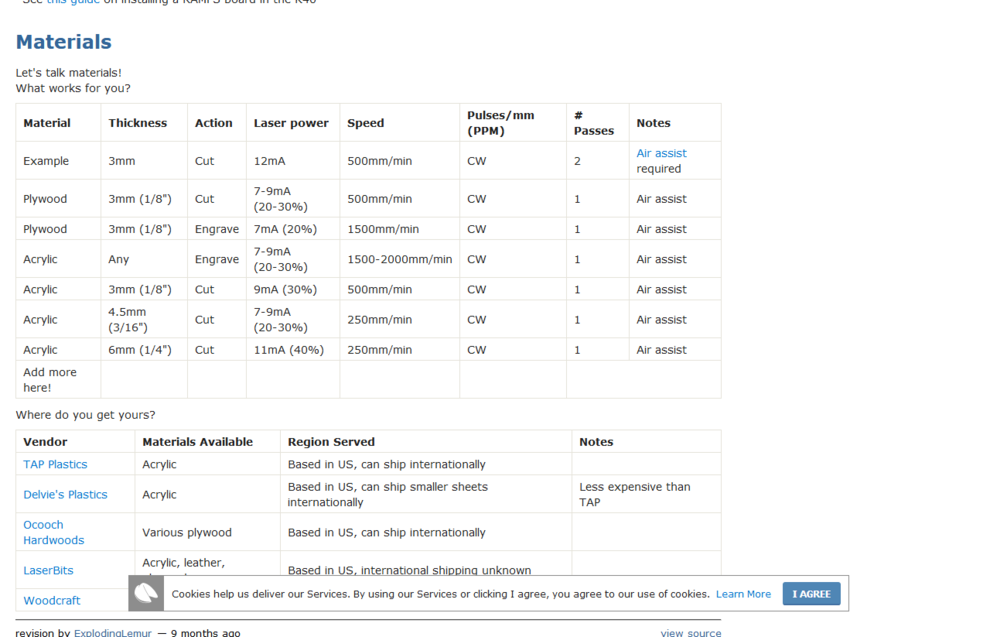
Üdv! Egy lézeres kérdésem lenne. 150w co2 csöves lézerrel mekkora sebességgel tudnák bútoripari szövetet egy rétegben vágni? Illetve ha meg tudom oldani a levakuumozását akkor mondjuk 10 rétegben van e rá esélyem.És így mekkora sebesség érhető el?Ha esetleg még valami adat kellene a kiszámoláshoz azt is megpróbálom megadni.
PSoft | 18460
2018-10-22 09:23:44
[15967]
Mindenképp erőltessed...:)
A 4 mm-es vastagság, egyikből se lehet akadály a 40W-os csőnek.
Már kb. fél éve üzemkész a K40-esem, de már bekapcsolni sincs kedvem, annyira megutáltam az eredeti szoftverekkel a használatát, (mondjuk kicsi is a sikerélmény arányom rendesen). Szeretném átalakítani, hogy ugyanúgy működjön Mach3-al mint a másik épített gépem, de a nagy piros kártyát túlzásnak tartom beletenni.Az USB-s vezérlők hogy használhatók Mach3-al? Ebben kérnék segítséget, ki, hogy oldotta meg, hátha nekem is sikerül
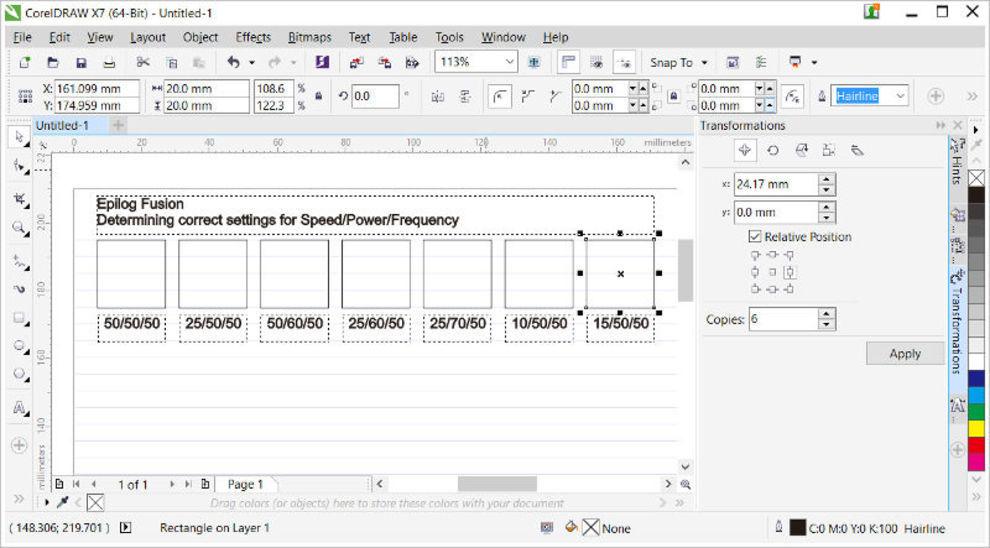
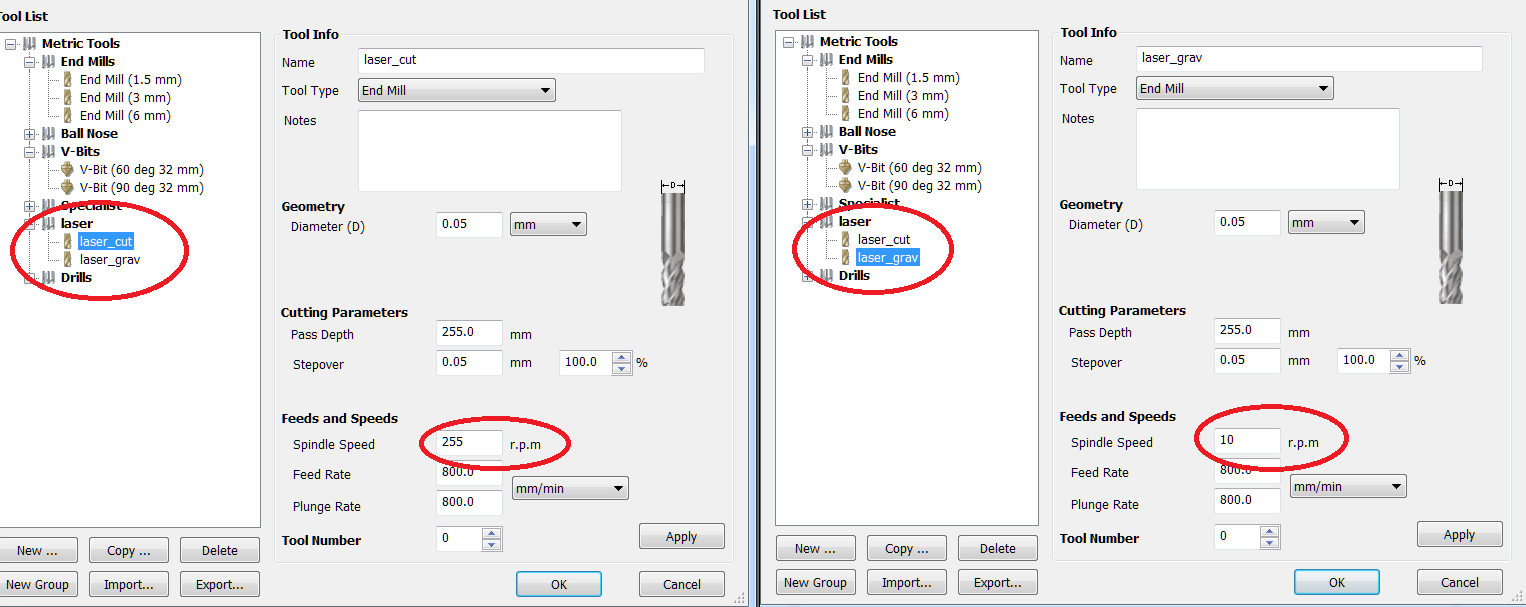
Üdv! Úgy tűnik sikerült "megfaragnom" hozzá . A spindle speed értékkel lehet a "Q" paramétert variálni, tehát 0-255 legyen. Csináltam egy Laser_grav és egy Laser_cut szerszámot. Csak egyszerű feladatokra jó, képekhez nem. csak DEMO módba tudtam tesztelni mert nincs kéznél UC panelem!
POST_NAME = "1 (*.tap)"
FILE_EXTENSION = "tap"
UNITS = "MM"
+------------------------------------------------ + Line terminating characters +------------------------------------------------
+================================================ + + Formating for variables + +================================================
VAR LINE_NUMBER = [N|A|N|1.0] VAR SPINDLE_SPEED = [Q|A|Q|1.0] VAR FEED_RATE = [F|C|F|1.1] VAR X_POSITION = [X|C|X|1.3] VAR Y_POSITION = [Y|C|Y|1.3] VAR Z_POSITION = [Z|C|Z|0.0] VAR ARC_CENTRE_I_INC_POSITION = [I|A|I|1.3] VAR ARC_CENTRE_J_INC_POSITION = [J|A|J|1.3] VAR X_HOME_POSITION = [XH|A|X|1.3] VAR Y_HOME_POSITION = [YH|A|Y|1.3] VAR Z_HOME_POSITION = [ZH|A|Z|1.3]
+================================================ + + Block definitions for toolpath output + +================================================
+--------------------------------------------------- + Commands output at the start of the file +---------------------------------------------------
begin HEADER
"T1" "G17" "G0[XH][YH]" [F] "M3"
+--------------------------------------------------- + Commands output for rapid moves +---------------------------------------------------
begin RAPID_MOVE
"G0[X][Y]"
+--------------------------------------------------- + Commands output for the first feed rate move +---------------------------------------------------
begin FIRST_FEED_MOVE
"G1[X][Y][F]"
+--------------------------------------------------- + Commands output for feed rate moves +---------------------------------------------------
begin FEED_MOVE
"G1[X][Y][F]"
+--------------------------------------------------- + Commands output for the first clockwise arc move +---------------------------------------------------
begin FIRST_CW_ARC_MOVE
"G2[X][Y][I][J][F]"
+--------------------------------------------------- + Commands output for clockwise arc move +---------------------------------------------------
begin CW_ARC_MOVE
"G2[X][Y][I][J]"
+--------------------------------------------------- + Commands output for the first counterclockwise arc move +---------------------------------------------------
begin FIRST_CCW_ARC_MOVE
"G3[X][Y][I][J][F]"
+--------------------------------------------------- + Commands output for counterclockwise arc move +---------------------------------------------------
begin CCW_ARC_MOVE
"G3[X][Y][I][J]"
+ --------------------------------------------------- + Commands output for Retract Moves-Turn Laser Off + --------------------------------------------------- begin RETRACT_MOVE
"M11"
+ --------------------------------------------------- + Commands output for Plunge Moves-Turn Laser On + ---------------------------------------------------
begin PLUNGE_MOVE
"M10[Q]"
+--------------------------------------------------- + Commands output at the end of the file +---------------------------------------------------
Van valakinek olyan Post processora Vectric Aspire programhoz amit az UCCNC is szeret? Például betűk gravírozásakor tudja vezérelni a lézer teljesítményét? Gravíroz aztán kivágja, van ilyen ?
svejk | 32800
2018-10-13 14:55:37
[15937]
Aha, köszi!
Előzmény: Szalai György, 2018-10-13 06:52:37 [15935]
kaqkk007 | 1552
2018-10-13 07:04:52
[15936]
Valószínűleg a vezetőképesség növelése és a víz megtartása volt a cél , de az biztos hogy tökéletesen működött .
A bentonit és hasonló nedvesség megkötő anyagok terjedése előtt a faszén, mint földelésjavító anyag, nem volt elfelejtve. Nagy felületével és jó vízmegkötő képességével segített. Növelte a földelő aktív felületét, nedvesen tartotta a környezetét, kis ellenállású áramutakat biztosított, jó kontaktust adott a talaj felé. Növelte a talaj ph értékét is, ami kevesebb korróziót jelentett.
Hát persze. A korrózió felgyorsul, de a vezetőképesség is nő ami szerintem fontosabb, mint a tartósság. Ha a sivatagban dugsz le 2 méter csövet földelőként, legfeljebb sátorcöveknek lesz jó. Boldogult katona koromban a híradósoknál "előírás" volt, hogy a mobil antennatornyokat felállítás után (de még az adó rákapcsolása előtt) körbe kellett hug...ozni, hogy jó legyen a földelésük.
Amikor kölök koromban detektoros rádiót "építettem" apámmal ástunk egy másfél méter mély gödröt az aljára tettünk faszenet arra fektettünk egy 50x50 cm es réz lemezt amire a földelő vezeték volt forrasztva majd erre is raktunk faszenet meglocsoltuk és beástuk a gödröt , tökéletes lett a földelés ..Amikor a házam épült a villanyászok egy 2m körüli földelőszondát vertek le a föld színe alá .
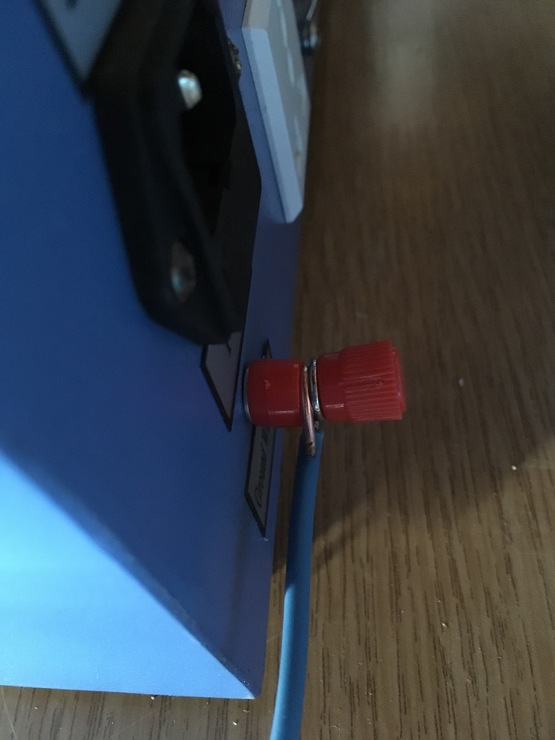
Én, így oldottam meg. Ez, egy másik "hobbyistás megoldás".:)
Nem szeretnék pártíz centis vasakkal "bohóckodni",(mert az csak az) a "lehethogyvalamitjavító" kétméteres nyárs leütésére a talajszerkezet miatt, esélyem sincs. De még ha lenne, akkor is erősen fontolóra venném a dolgot.
Én rábíztam magamat is, gépemet(gépeimet) is, a jelenlegi tudásom szerint szakszerűen kivitelezett villamos hálózatom védővezető rendszerére.
Előzmény: Szalai György, 2018-10-12 15:57:55 [15924]
RJancsi | 5804
2018-10-12 17:46:10
[15926]
... És az sem árt, ha a földelő szonda köré odaönt egy kiló sót. (Jódozott is lehet, de a sima útszóró a legjobb, ízlés szerint). Az esővíztől a só bemosódik és sokkal kisebb lesz a földellenállás a szonda környékén. Nem túl környezetbarát de életmentő megoldás lehet.
Azt mondod, 40 centi mélyen van a földbe verve? Nem sokallottad a mélységet?
Na, jó. A viccet félretéve. Az a 40 centi kb. annyit ér mintha ráköptél volna. Legalább 150 - 200 centi mélyre kellett volna leverni, hogy érjen valamit.









 !
!
