A linkelt lézert használom többek között én is . Az eladó is emlékeim szerint Ő volt . Posta hamar ment , korrektnek tűnt az emberke .
A lézer 10w ahogy megszoktuk kb a fele lehet , 12V 5A táp letérdelt vele de 6 Amperessel megy szépen.
Tapasztalataim : -A fókusz állító ( vagy minek hívják ) gyakorlatilag lötyögött a menetben , beállítás után oldható csavarrögzítővel fixáltam . -Pár órás (2-3óra)használat után a ventilátornak érdekes hangja bántotta a fülem , alig akart felpörögni . Kicseréltem , volt a sufniban . -Az elektronika szépen melegszik (vágáskor) de a lézer hűtőborda mindig hideg . Tettem pluszban egy ventilátort ami csak az elektronikát hűti . Biztos ami biztos .
Ezek után jelenleg is szépen működik .
Mire elég a "10W" ...? A fókusz nekem 37mm távolságban sikerült eltalálni . Ahogy írta az eladó 15-50mm között állítható be , nagyjából igaz .
Kb.: 0.1-0.2 mm lehet fókusz pontban a sugár (téglalap) mérete , vágás után méréssel tudtam csak ellenőrizni .
Gravírozni rétegelt lemezbe képet 1600mm/perc sebességen szépen lehet , lehet kicsit talán gyorsabban is .
Rétegelt lemezt vágni ... 4mm-es (mérve 3,7mm) vagdosok vele 200mm/perc sebességen négyszeri vágásra teljesen átvágja , nem kell "törögetni" , kiesik a kivágott elem az anyagból . A vágáshoz 1.5 bar levegőnyomást használok kb 5mm távolságban az anyagtól . Vágás mellett nincs égésnyom .
Korábban használtam 2.5W kék kínai lézert , emlékeim szerint arányaiban volt a tudása a teljesítménnyel , kb:1/4-e a 10Wosnak .
A fókuszpont meghatározása az egyik alapvető dolog , tapasztalatom szerint minimum : +-0.5mm belül el kell találni .
Pénzt keresni nem hiszem hogy ez a legjobb választás de hobby gravírnak vagy vagdosásnak elég lehet ...
igen azt gondoltam hogy nem fogja egy vágásra átvágni a réteglemezt , lehet az 4-5 vágás is ,vagy akár tőbb , csak egyáltalán mekkora az a lézer ami 2mm és max 4mm átvág elfogadhato minőségben és sebességben , esetleg valami konkrét lézer van a kinai piacon ami bevált ?
Törölt felhasználó
2018-12-11 17:06:56
[16313]
Az egyik legfontosabb adatról nem nyilatkozol, ami alapvetően meghatározza a szükéséges lézer P-t. Mégis mekkora vágási sebességet szeretnél és hány lépésben és milyen anyag összetétélű lemezen? Ezek nélkül értelmetlen lézer teljesítményről beszélni, tanácsokat osztogatni, hiszen a 2W is sok lehet, vagy az 5W is kevés. Tovább bonyolítja a helyzetet a "kínkeservesen" átvágott felület szénné égetett minősége.
Ezek figyelembevételével eléggé necces a 4 mm-es rétegelt lemez 5 W kék lézeres vágása, ha 1 mm/s-nál nagyobb igényeid vannak.
igen azt néztem hogy 5w folyamatosan és 10w pulzálva . 2mm-ből tőbb mindent vágnék , de lenne 4mm -es réteg lemez is , azt maroval gondoltam kivágni, de ha 2w is lég a 2mm re akkor gondolom 5w elég a 4mm re is . vagy nem ?
PSoft | 18469
2018-12-11 14:32:17
[16311]
Ha max. 2 mm-es rétegelt lemez a cél,(vágásban) akkor egy 2W-os kék is elég hozzá.
melyik kék lézert érdemes megvenni ? 2mm-es réteg lemezt szeretnék vágni és gravirozni .
RJancsi | 5804
2018-12-11 05:34:47
[16307]
A teljesítménytől függetlenül a 16 mm-es fókusztáv kevésnek tünik. Akkora a nyaláb összetartása, hogy csak vékony dolgot lehetne vágni vele, vastagabbnál már látszana a kúp ill. Jelentősen csökken az energiasűrűség. Egy-két mm-rel feljebb vagy lejjebb már használhatatlan. Amikkel eddig találkoztam 50-60 mm fókusztávúak voltak.
RJancsi | 5804
2018-12-11 05:27:59
[16306]
Olvasd el a linkelt hirdetés kommentjét! Egy vevő egyenesen azt írja, hogy hazudnak az embereknek, egy 2.5W-os lézer jobb nála.
A nagyobb teljesítmények meg eleve tömbök, vagy elég nagy felületűek, amelyek egy szép lézer csíkot produkálnak és ember legyen a talpán aki megfelelő eszközök hiányában egy rendes nyalábot készít belőle
lényeg , nem lehetetlen, de ha termelés a cél, akkor 100-200W os csövet veszel azon az áron amit ebbe nyomsz bele...
designr | 3553
2018-12-10 21:10:36
[16304]
És azt mondják ez még a legoptimistább verzió,mert sokszor 1 vagy 2 teljesitmény szinttel kisebb érkezik..
kiprobálok tanulásképp egy 15w os KÉK kinai lézert , hogy érdemes bekőtni a lézert ? mach3 mat használok de nem tiszta nekem , hogy vezérlem a lézert mach ba ? láttam videokon hogy képet graviroznak, ahhoz egy kűlőn program szűkséges vagy valami laser elektronika ?
designr | 3553
2018-12-09 11:53:33
[16298]
Erre a célra nem lenne megfelelő egy precíz Zeiss binokular mikroszkóp prizmás része?
A trükk az az optikai alaplemez amire felszerelsz minden ha melegszik ne mocorogjon semmi mert az optikai beállítás elmászik (hötáguláskor) század mm is elég az optikai egy tengelyűség képes elmászni!
akkor már fiber lézert csinálj ott félvezető lézerekkel szokták izgatni az anyagot..
Törölt felhasználó
2018-12-08 21:22:22
[16291]
Ahogy a számitogép processzorba sziget szerűen helyezkednek el tranzisztorok hasonló a félépítése száz ezer wattos félvezető lézereknek is nem egy nagy félvezető réteg az egész mert azt képtelenség lenne a félvezető hütését megoldani még szupra hömérségleten sem...
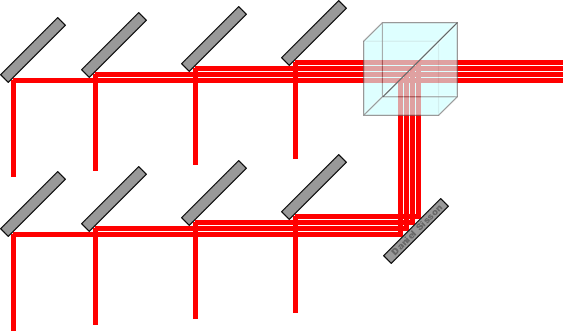
Már két -jó közelítéssel- azonos hullámhosszú lézernyaláb fázisba hozása is becsületes feladat. Hárommal itt-ott megpróbálkoznak - változó sikerrel. Többel -tudomásom szerint- a profik sem vacakolnak. Ipari környezetben meg végképp nem. Ha nincsenek fázisban "fura dolgok" történnek, mint a hullámok interferenciájakor mindig. Ez a "sok diódából összehozom", ez így nem igazán fog működni. ...csak szólok.
Ez egy - nem olcsó - itthon is megvásárolható [url=https://variometrum.hu/plh_12000_12w_laser_modul?search=l%C3%A9zer&description=true]12W kék[/url. Ez sem egy darab kék diódát tartalmaz. Pirosból rosszabb a helyzet teljesítmény téren. A nagy teljesítményű piros modulokat is több dióda kombinálásával hozzák létre. Például így.
Léteznek külön lézer diódák, amelyek tudhatnak ilyen kimenő teljesítményt, de kékben tuti az eget veri az ára, valami más hullámhosszt nézz mondjuk a piros irányában...
és igen valóban összelegózható ilyen dióda tömb, de a hozzá való tükrök és sugár kombinátorok azért nem olcsók ám! szerintem biztos többől jön ki mint egy 60W os cső, még ha as 10 000 üzemórásat veszed is és csak az anyagról beszéltem, a munkaórád a tied azt nem számoltam...
és még ott van az is, hogy ezek a lézer diódák, amíg nincs áramkörhöz csatlakoztatva, igen csak érzékenyek, úgy hogy lehet mire össze rakod megint újból meg kell venned a teljes garnitúrát...
de nem beszéllek le róla, kíváncsian várom mit hozol ki belőle!
igen kicsit utánna számolva tőbre jőn ki az épités mint a kész kinai lézer . de pl egy 40-50w os lézer is zárt rendszerű 1000 ora élettartammal igy meg elég kőltséges az űzemeltetés , átfolyásos rendszerhez meg elég drága a gáz és elég nehéz a beszerzés .
nem tudom hogy ez kivitelezhető lenne , 15w laser pointer 4db őssze fokuszálva mar 60w és árba annyira jőn ki mint egy 60w co .
frob | 2249
2018-12-08 12:58:12
[16282]
passzolom, ezt a tájékoztatást kaptam a lindétől amikor kerestem
Vagy elbomlik a fö alkotó a co ezek is szénacél palackba vannak reakció lehetséges idővel!?
frob | 2249
2018-12-08 09:26:41
[16279]
Nem lehetetlen megcsinálni, a belevaló gáz valóban nem egyszerű módi, én lézervágós cégtől kértem gázt, de az ügye átfolyós rendszerűbe való... ami a mi esetünkben 40-50W os csőnél még nem is lenne gond, viszont ha jól megnézed a gyári csöveket, akkor a rezonátor részben igen kevés gáz van, a cirulációt maga az inos sugár csinálja, és van egy tér ahol a rezonátor rész ~10x mennyiségű gáz fér, itt tud visszahűlni . A spirál cső az ív meghosszabbítására van, vagy is oltására, hogy a külső részen ne legyen kisülés.
Üvegtechnikát nem árt kitanulni hozzá, vagy csak sima üveg csövek és aluval zárni a végét, a felhasznált anyagokból van párolgás, ami rontja a rezonátorban keletkező ív tulajdonságait, tehát jó le kell vákuumozni, és átmosatni, hogy tényleg működjön....
Szóval vannak buktatók, de működhet, és pl linde árul rofin lézerhez, már mint a fixtöltésűhöz gázt, ami bár nagyfrekis gerjesztésűhöz van, gondolom itt is működne... csak drága 50e felett a palack és másik ennyi az éves bérleti díja a palacknak... és csak 1 évig jó elvileg a gáz , mert vannak összetevők amelyek keresztülkocognak idővel a palackon...
Marosi István | 126
2018-12-08 00:26:59
[16278]
Én elkezdtem összeszedni egy nagyobb teljesitményű lézerhez az alkatrészeket.A rezonátorhoz már csak a gázszűrő hiányzik,aztán rendelem a tükröket.Sajnos minél nagyobb teljesitményt szeretnénk,annál több problémát kell megoldani.
kőszi a válaszokat megfelelő eszkőzeim megvannak, már tulvagyok egy 1200 x 1800mm es 4 tengelyes maro épitésen , az igaz hogy olcso a kinai de viszont egy 200-300w cső és a táp már kicsit huzos ezért gondoltam hogy hátha van valami egyszerű kivitelezés . űdv
PSoft | 18469
2018-12-07 14:32:53
[16275]
Én, csak kihívás szinten vágnék bele. Úgy is csak akkor, ha minden feltétel adott volna a közelemben, egy jól működő cső létrehozásához.
Elsőként próbálok nem kimondottan lézeres szakiként tanácsot adni,olvastam itt és máshol a témában már sok mindent. A linkelt lézert a fórumtárs tudtommal anno megépitette,működött. Ő is elismerte a végén ami azóta a kinai csövek árcsökkenésével most még érvényesebb:egy csövet nem éri meg épiteni. Akkor szánd rá magad ha kellő ismeretanyag,szerszámozottság elszántság megvan. Biztosan sokat nyer az ember.,tanul,tapasztalatot szerez,de egy kinai cső árának többszörösét rá fogod költeni.. Olvasgass kicsit..
-A spec anyagú üvegcső,és az üvegműves munkája. -A cső spec dekontaminálása..a töltés előtt speciális vegyszerekkel. -Vákum szaivattyú -Gázkeverék aminek az összetétele már nem,de a kivitelezése elég nehézkes.. -Sok próbálkozás..valószinűleg sokadik cső fog megfelelő lenni.. Sok-sok olyan dolog ami azt mondatja ha használni akarod végy egy kinait.. Ennek ellenére ha érdekel a téma a net szinte korlátlan tárháza az infóknak, kreativ embereknek,itt néhány oldallal előbb linkeltünk hasonló DIY lézer épitős oldalt..
Sziasztok! Mennyire biztonságos a német ebay? Kinéztem egy 50w-os csövet.Van valakinek tapasztalata az ilyen ebay-es vásárlásrol? Elvileg van pénz garancia ha nem fasza valami. És kérnék véleményt a csőröl nem túl drága és vámmentes. A 60w-os kb 10-20 euróval hosszab. Esetleg van-e valami rejtett költség pluszba?50w-os cső hozzá a táp.
szaky27 | 579
2018-12-03 06:22:53
[16270]
Szia,
Ha minden igaz ez lesz az: lucida calligraphy Volt ennél egy jobb is, de én aspireben rajzolok és ott ha vonallá alakítom nem tudom visszanyomozni, hogy mi volt a kiinduló alap Pedig az még jobb volt ennél



 ezért gondoltam hogy hátha van valami egyszerű kivitelezés . űdv
ezért gondoltam hogy hátha van valami egyszerű kivitelezés . űdv Pedig az még jobb volt ennél
Pedig az még jobb volt ennél