Az tök jó és tartós megoldás akkor. A damilos megoldástól én is tartanék. Kb. mekkora kerekeken tekeredik, és egymásra vagy egymás mellé tekeredik fel, vagy körbefut mint a szíjhajtás?
Szerintem egy pl gt2-es szíj nem lehet sokkal nehezebb, mint egy acélsodrony, sőt talán még könnyebb is, mégicsak acél meg "gumi". És ez legalább erre van kitalálva.
KBalázs | 1507
2014-04-01 11:40:00
[17]
Vannak gépek, amikben éveken át jól teljesítenek a horgász zsinórok. (pl. Tantillus )
Szia a damil mindenképpen hülyeség, mert arra van, hogy ha mekkrántja a harcsa, ne szkadjon, NYÚLjon Viszont használnak acélsogronyt, létezik pvc "szigetelő" bevonattal is. "Kottyanés" nyúlásmentes, játékmentes, rugóval kell előfeszíteni
Szia! Igen én is szoktam áztatni a damilt , azért írtam, Első körben van harcsázó fonottam 60kg-os és nanofil zsinór is akad valahol pergetéshez: Nanofil. Ha a fonott nem jó akkor nonfil-al még teszek egy próbát utánna jön a szíj. De lehet még hajtani orsóval is csak nagy legyen a menetemelkedés, de kicsit drága lenne 3X1m golyósorsó 3 anyával...
Horgász ember lévén a horgász zsinor használatát mellözném .A fonottal az a baj hogy terhelésre sodrodik igy változik a hossza ( még a kétirányban sodrotté is ) a müanyaggal meg az a baj hogyha kicsi a rádiusz akkor maradando alakváltozást szenved ( rugo ) mivel elég nagy a höingadozás a közelében ( fütött asztal ) .Ha már szij akkor használj 2 vagy 3mm-es fogosztásut és vékony szíjat ( pl :MXL vagy XL méretüt , POWERbelt pl ) ezeknek kicsi a hajlithato rádiuszuk . Valami fixebb mellékhajtást nem lehet itt alkalmazni ?
Méretben nagyobb legyen a gép, mind magasságban mind szélességben: Nyomtatási magasságban kb. 700-800mm, átmérőben kb. 350 mm a célkitűzés (egy emberi fejet teljes méretarányban le tudjon nyomtatni) A jelenlegi Rostock nyomtatónál észlelt merevségi problémák kiküszöbölése: a tornyot adó két 8-as rúd a hosszuk miatt (kb. , 710mm a megtámasztás nélküli része) képesek a nyomtatásnál berezegni ha pl. kitöltést csinál a nyomtató kis helyen. Ezért mint az összes újabb deltánál ALU vagy Acél profilok fogják adni a tornyokat. A lineárisok pedig a profilon futó kerekek vagy csapágyak lesznek ha ez nem válik be akkor rendes 9-es vagy 12-es sínes/kocsis megoldásra cserélem. A mozgatást első körben megpróbálom fonott horgászzsinórral(kisebb tárcsa elég neki mivel jobban meg lehet hajtani mint a szíjat így nagyobb sebességet érhető el vele) ha nem válik be cserélem szíjra az egészet. A nyomtatófej nem a legjobb konstrukció a jelenleginél, mivel a „hideg” részében lévő szálvezető tefloncső képes ABS nyomtatásnál meglágyulni és a visszaszíváskor visszaengedni egy kis olvadt anyagot a kamrából ezzel szálmegakadást okozva. Jelenleg a nyomtatási sebesség 60 mm/s-ra korlátozásával és 230 fokos fejhőmérséklettel a probléma nem jelentkezik, nagyobb sebességhez forróbb fej kellene, hogy az adott idő alatt nagyobb mennyiségű szálat megtudja olvasztani. Erre megoldás a teljesen fémből készült hotend melynek a hideg része általában saválló acél melyet egy kis ventivel kell hűteni de akár 300 fokig is melegíthető (termisztor limit). Mivel a nyomtatófej a lelke a gépnek ebből megveszem a nekem legjobban tetszőt. Extruder-nél első körben csinálok egy wade tipusút de az áttétele csak 3-3.5:1-hez lesz a sebesség miatt. Legjobb lenne egy Nema 11-es áttételes motorral ellátott direkt extruder amelyet közvetlenül a hotend-re lehetne rakni ezzel kiküszöbölve a bowdenes megoldások okozta fej csöpögést: Nema 11 direct extruder de árban elég drága így megrendelve és a 420 grammos súlyt is sokallom a deltára felrakni.
Folyt .köv.
Vernyul | 1392
2014-03-29 21:06:00
[12]
Javított: Akkor egy kicsit jelenlegi nyomtatómról: Rostock (412mm nyomtatási magasság, 215X215mm fűtött asztalra)
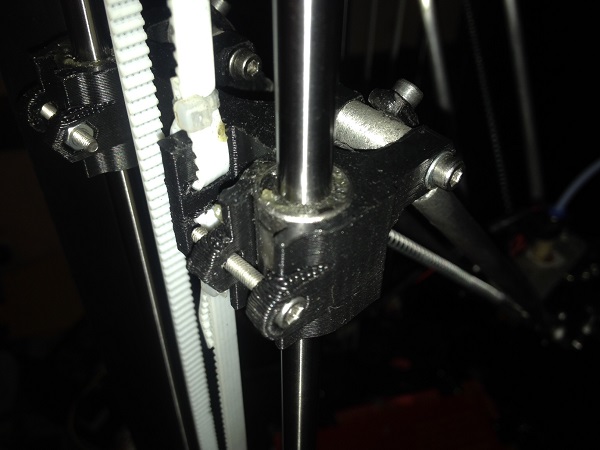
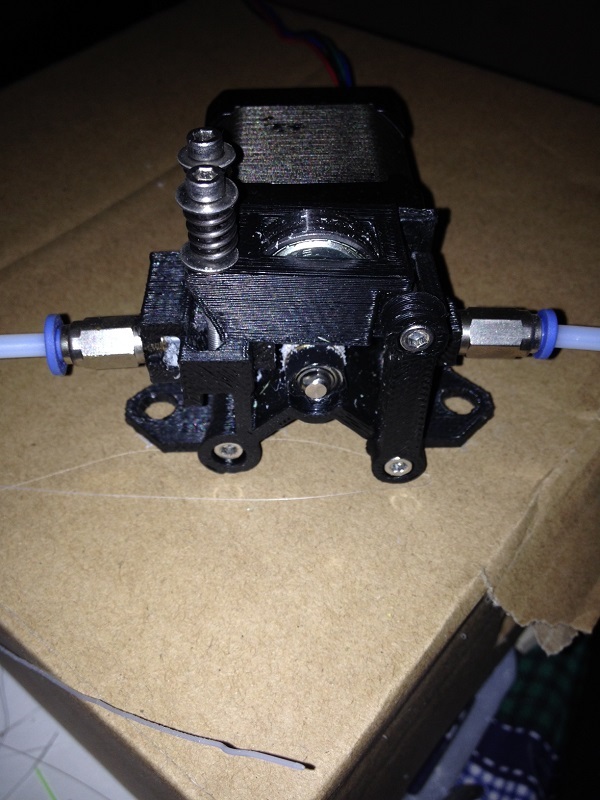
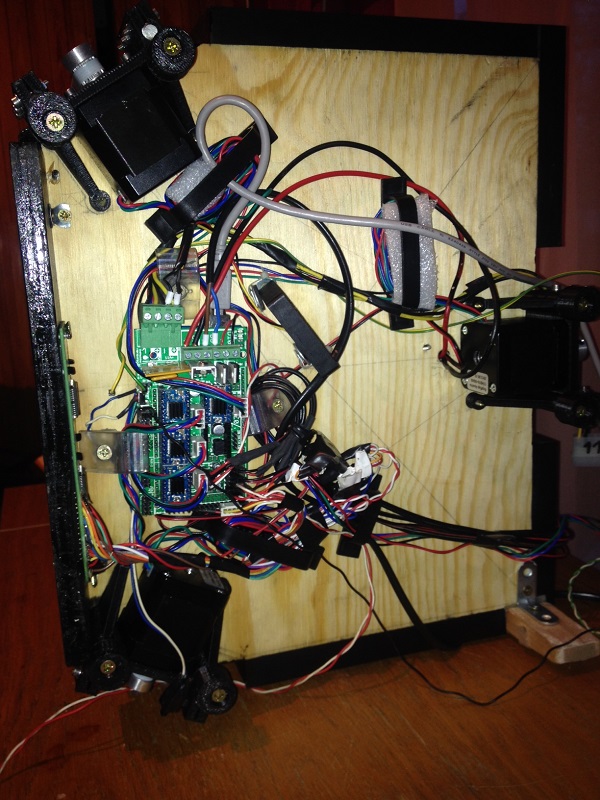
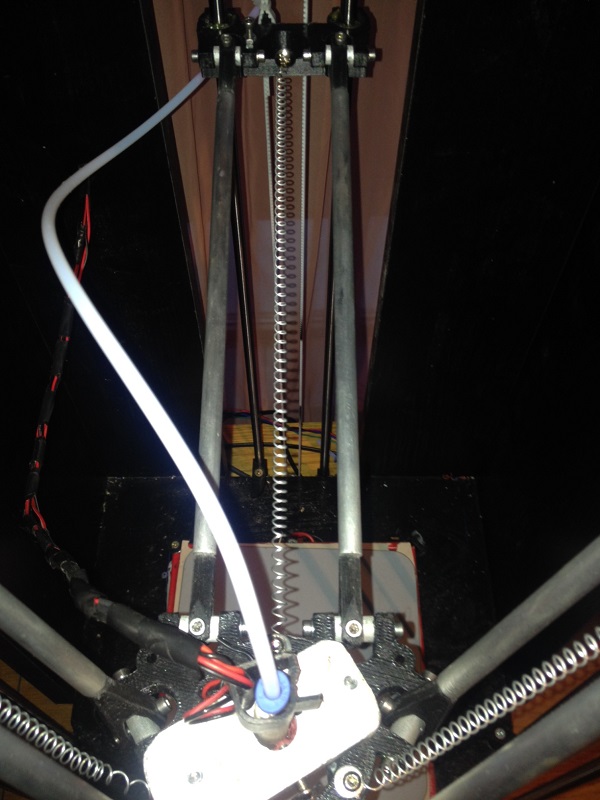
A január első napjaiban érkezett meg a kit futárszolgálattal teljesen „lapra szerelve” mint egy IKEA bútor(visítva rohantam átvenni a futártól), kb. 2 nap 2 éjszaka kellett mire összeépült(Német építési manual). Nagyon szép nyomtatott alkatrészeket küldtek az osztrákok fekete ABS-ből az elektronika és minden más része gondosan csomagolva és címkézve. A legnehezebb része az alsó és felső lapokon a lineáris rudak tartóinak a pontos kifúrása volt. A 3 torony 120 fokonként áll egymáshoz képest és bárminemű eltérés ettől hibát eredményez a mozgásnál, tehát négyszer mérünk egyszer fúrunk –at kellett alkalmazni. Szerencsére ennek a típusnak egyeznek az alsó és felső furatai tehát a két lapot(15mm-es rétegelt lemezt adtak hozzá) összefogva lehet fúrni ezzel is elkerülve a két lap között az eltérést (ennyi pénzért igazán kifúrhatták volna az osztrákok…), sajnos a CNC-nk nem tudott ekkorra lapot befogni pedig azzal egyszerűbb lett volna sokkal… A lineárisok ennél fajtánál tornyonként két 8mm-es rúd amin 1-1 LM8UU csapágy fut. Ennél a kittnél már a továbbgondolt változata van a csapágyak befogására, egy fészek van neki kialakítva a nyomtatott fejtartóban amit egy M3-as csavarral lehet megszorítani, az eredeti megoldásnál 2 gyorskötözővel kellett a csapágyat valahogy ráfogatni a fejtartóra… plusz pont az osztrákoknak, hogy a javított változatot küldték. Csavaros: Kábelszorítós: A fejet tartó karok 250 mm hosszúak (forgásponttól forgáspontig kell mérni a deltáknál) de nyomtatottak voltak, hajlottak is rendesen (ez később még jól jött amikor beállítás közben párszor felcsavarodtak az oszlopokra ekkor győzött meg, hogy a nyomtatott alkatrészek is lehetnek masszívak egy teljes csavarodást kibírtak a karok törés nélkül ) ezeken már akkor látszott, hogyha pontosságot akarok cserélni kell majd őket. A karok csuklói is nyomtatott darabok voltak már összeszerelésnél érződött, hogy nem fognak sokat bírni. Az extruder(száltovábbító) és a hotend(nyomatató fej) a deltáknál megszokott bowdenes változat melyeket egy tefloncső(4mm külső /2mm belső átmérő kb. 90cm hosszú) köt össze amiben a 1.75 mm-es átmérőjű filament(nyomtatószál) fut. Ez a megoldás a súlycsökkentés miatt született a deltáknál, hogy minimális legyen a mozgatott tömege a nyomtatónak, de a hátránya hogy a szálnak elég nagy a tehetetlensége. Amíg nyomtat nincs baj de amint csak mozgatni kellene a fejet az olvadt szál továbbra is folyik a fejből(mert a bowdenes megoldás miatt feszül a szál a tefloncsőben és száltolás abbamaradásával próbál kiegyenesedni ez pedig a legkisebb ellenállás felé történik ami a nyomtatófej végén található kis forró lyuk) ezzel szálakat húzva a nyomatra vagy éppen kis gombócokat hagyva ahol újra elkezd nyomtatni. Ennek a kiküszöbölésére találták kis a szeletelő programokban, hogy a ha utazik a nyomtató akkor folyamatosan húzza vissza a szálat adott mennyiségben és sebességgel(közben el is emeli a fejet a nyomatról) majd amikor nyomtatni kezdene ismét visszatolja az addig visszahúzott szálat. Nem tökéletes megoldás de egy kis próbálgatással egész jól be lehet állítani, minden nyomtatónál megvan ez a probléma de a bowdenes-nél elég komolyan jelentkezik ez a hatás( hagyományos nyomtatófejeknél mivel az extruder és hotend egyben van a szál nem feszül annyit azon a pár centin, h a hatás kialakuljon vagy ha igen minimális visszaszívás elegendő). Mivel ezt a visszaszívást elég gyorsan kell csinálni az extruder a deltáknál közvetlen meghajtású (a többi RepRap printernél általában az áttételes „Wade's Extruder-t” használják) tehát a filamentet továbbító bordázott tárcsa itt közvetlen a motor tengelyén ül lassító áttétel nélkül, ennek hátránya, hogy erősebb motor kell hozzá aminek még ráadásul a teflon csövön is végig kell tolnai a szálat a fejig de gyorsabb tud lenni száltolásban és szívásban. Hátrányaként tudnám még a direkt hajtásnak felróni, hogy a szál mozgatása nem történik olyan finoman mint az áttételes extrudereknél. Érzékeltetésül az én esetemben 1mm filament extrudálása 108 lépést(16-os mikro lépés a vezérlőn) igényel a motortól míg az áttételesnél kb. ez a szám 700 lépés, soknak tűnik ez hétszeres különbség de a gyakorlatban nem látszik ennek a hátránya nyomtatott tárgyon. Elektronikában a szokásos RepRap formát követi ez a printer is Arduino Mega 2560 R3 , Ramps 1.4 4db motorvezérlővel (16-os mikro lépésre állítva). LCD kijelző és SD kártya nem volt a kitthez, SD kártya nem hiányzott eddig az LCD-ből pedig volt itthon egy 16x2-es az lett rákötve (ennek a házát már a CNC marta
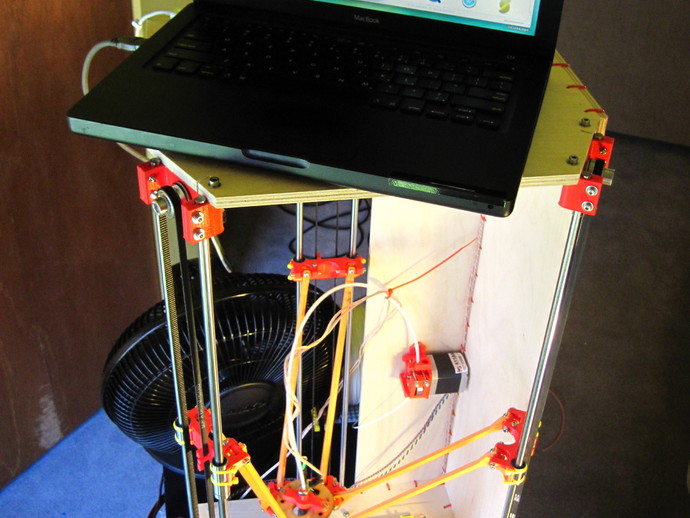
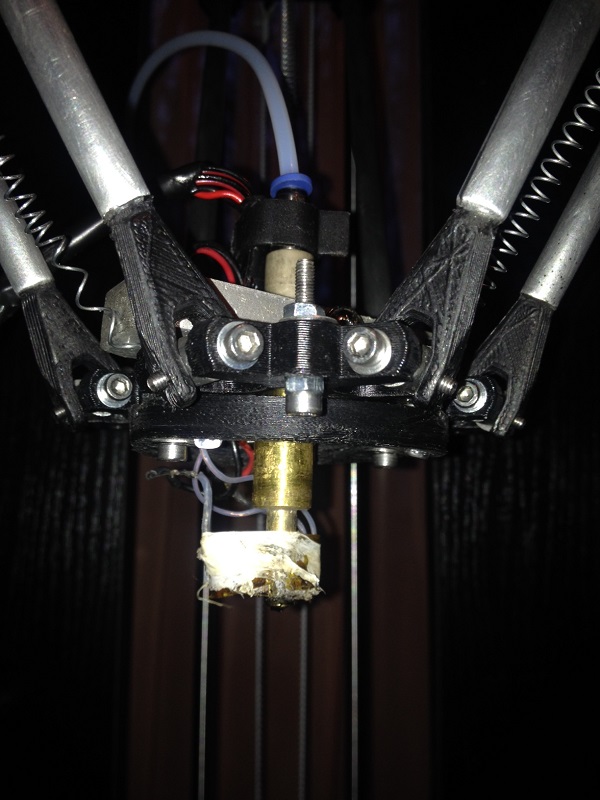
Módosításaim: Kapott a 3 oldala bútorlap burkolatot ez jót tett a merevségnek és a hő tartásnak, jobban lehet kontrolálni a hűtést nem "fúj át rajta annyira a szél) Fejtartó karokat cseréltem, 6mm-es alucsőre és ugyanezen csőből két M3-as anya belepréselésével gyártottam új csuklót a karoknak kapott még rugókat is párhuzamosan a karok között ettől szebbek lettek a nyomatok oldalai
Az elmúlt 3 hónapban meggyőzött a konstrukció a működőképességeiről de mivel ez volt a delták első típusa vannak gyermekbetegségei amelyet már az újabb változatai megpróbáltak kiküszöbölni. Ezért határoztam el, hogy építek egy másik deltát amiben megpróbálom a lehetőségekhez képest kiküszöbölni a jelenleginél fennálló problémákat. Erről bővebben a következő postomban. Folyt. Köv.
(U.I.: Most már van FTP-m a cnctar-ra a képeknek így nem kell sokat várni a következő bejegyzésre)
Vernyul | 1392
2014-03-29 21:04:00
[11]
Kedves Admin kérném a #10-es törölni rossz kép linkek miatt. köszönöm.
Vernyul | 1392
2014-03-29 20:58:00
[10]
Akkor egy kicsit jelenlegi nyomtatómról: Rostock (412mm nyomtatási magasság, 215X215mm fűtött asztalra)
A január első napjaiban érkezett meg a kit futárszolgálattal teljesen „lapra szerelve” mint egy IKEA bútor(visítva rohantam átvenni a futártól), kb. 2 nap 2 éjszaka kellett mire összeépült(Német építési manual). Nagyon szép nyomtatott alkatrészeket küldtek az osztrákok fekete ABS-ből az elektronika és minden más része gondosan csomagolva és címkézve. A legnehezebb része az alsó és felső lapokon a lineáris rudak tartóinak a pontos kifúrása volt. A 3 torony 120 fokonként áll egymáshoz képest és bárminemű eltérés ettől hibát eredményez a mozgásnál, tehát négyszer mérünk egyszer fúrunk –at kellett alkalmazni. Szerencsére ennek a típusnak egyeznek az alsó és felső furatai tehát a két lapot(15mm-es rétegelt lemezt adtak hozzá) összefogva lehet fúrni ezzel is elkerülve a két lap között az eltérést (ennyi pénzért igazán kifúrhatták volna az osztrákok…), sajnos a CNC-nk nem tudott ekkorra lapot befogni pedig azzal egyszerűbb lett volna sokkal… A lineárisok ennél fajtánál tornyonként két 8mm-es rúd amin 1-1 LM8UU csapágy fut. Ennél a kittnél már a továbbgondolt változata van a csapágyak befogására, egy fészek van neki kialakítva a nyomtatott fejtartóban amit egy M3-as csavarral lehet megszorítani, az eredeti megoldásnál 2 gyorskötözővel kellett a csapágyat valahogy ráfogatni a fejtartóra… plusz pont az osztrákoknak, hogy a javított változatot küldték. Csavaros: Kábelszorítós: A fejet tartó karok 250 mm hosszúak (forgásponttól forgáspontig kell mérni a deltáknál) de nyomtatottak voltak, hajlottak is rendesen (ez később még jól jött amikor beállítás közben párszor felcsavarodtak az oszlopokra ekkor győzött meg, hogy a nyomtatott alkatrészek is lehetnek masszívak egy teljes csavarodást kibírtak a karok törés nélkül ) ezeken már akkor látszott, hogyha pontosságot akarok cserélni kell majd őket. A karok csuklói is nyomtatott darabok voltak már összeszerelésnél érződött, hogy nem fognak sokat bírni. Az extruder(száltovábbító) és a hotend(nyomatató fej) a deltáknál megszokott bowdenes változat melyeket egy tefloncső(4mm külső /2mm belső átmérő kb. 90cm hosszú) köt össze amiben a 1.75 mm-es átmérőjű filament(nyomtatószál) fut. Ez a megoldás a súlycsökkentés miatt született a deltáknál, hogy minimális legyen a mozgatott tömege a nyomtatónak(csak a fejet mozgatja a "nehéz" motor a vázon van valahol), de a hátránya hogy a szálnak elég nagy a tehetetlensége. Amíg nyomtat nincs baj de amint csak mozgatni kellene a fejet az olvadt szál továbbra is folyik a fejből(mert a bowdenes megoldás miatt feszül a szál a tefloncsőben és száltolás abbamaradásával próbál kiegyenesedni ez pedig a legkisebb ellenállás felé történik ami a nyomtatófej végén található kis forró lyuk) ezzel szálakat húzva a nyomatra vagy éppen kis gombócokat hagyva ahol újra elkezd nyomtatni. Ennek a kiküszöbölésére találták kis a szeletelő programokban, hogy a ha utazik a nyomtató akkor folyamatosan húzza vissza a szálat adott mennyiségben és sebességgel(közben el is emeli a fejet a nyomatról) majd amikor nyomtatni kezdene ismét visszatolja az addig visszahúzott szálat. Nem tökéletes megoldás de egy kis próbálgatással egész jól be lehet állítani, minden nyomtatónál megvan ez a probléma de a bowdenes-nél elég komolyan jelentkezik ez a hatás( hagyományos nyomtatófejeknél mivel az extruder és hotend egyben van a szál nem feszül annyit azon a pár centin, h a hatás kialakuljon vagy ha igen minimális visszaszívás elegendő). Mivel ezt a visszaszívást elég gyorsan kell csinálni az extruder a deltáknál közvetlen meghajtású (a többi RepRap printernél általában az áttételes „Wade Extrudert” használják) tehát a filamentet továbbító bordázott tárcsa itt közvetlen a motor tengelyén ül lassító áttétel nélkül, ennek hátránya, hogy erősebb motor kell hozzá aminek még ráadásul a teflon csövön is végig kell tolnai a szálat a fejig de gyorsabb tud lenni száltolásban és szívásban. Hátrányaként tudnám még a direkt hajtásnak felróni, hogy a szál mozgatása nem történik olyan finoman mint az áttételes extrudereknél. Érzékeltetésül az én esetemben 1mm filament extrudálása 108 lépést(16-os mikro lépés a vezérlőn) igényel a motortól míg az áttételesnél kb. ez a szám 700 lépés, soknak tűnik ez hétszeres különbség de a gyakorlatban nem látszik ennek a hátránya nyomtatott tárgyon. Elektronikában a szokásos RepRap formát követi ez a printer is Arduino Mega 2560 R3 , Ramps 1.4 4db motorvezérlővel (16-os mikro lépésre állítva). LCD kijelző és SD kártya nem volt a kitthez, SD kártya nem hiányzott eddig az LCD-ből pedig volt itthon egy 16x2-es az lett rákötve (ennek a házát már a CNC marta
Módosításaim: Kapott a 3 oldala bútorlap burkolatot ez jót tett a merevségnek és a hő tartásnak, jobban lehet kontrolálni a hűtést nem "fúj át rajta annyira a szél) Fejtartó karokat cseréltem, 6mm-es alucsőre és ugyanezen csőből két M3-as anya belepréselésével gyártottam új csuklót a karoknak kapott még rugókat is párhuzamosan a karok között ettől szebbek lettek a nyomatok oldalai
Az elmúlt 3 hónapban meggyőzött a konstrukció a működőképességeiről de mivel ez volt a delták első típusa vannak gyermekbetegségei amelyet már az újabb változatai megpróbáltak kiküszöbölni. Ezért határoztam el, hogy építek egy másik deltát amiben megpróbálom a lehetőségekhez képest kiküszöbölni a jelenleginél fennálló problémákat. Erről bővebben a következő postomban. Folyt. Köv.
(U.I.: Most már van FTP-m a cnctar-ra a képeknek így nem kell sokat várni a következő bejegyzésre)
smalla | 1117
2014-03-26 21:03:00
[9]
Nos hát akkor az első találkozásom a 3d nyomtatóval valamikor 2009ben volt, de 3 évnek kellett eltelnie, hogy beérjen a gondolat, hogy én is akarok egyet. Közben építettem egy mozgóhidas cnc felsőmarót, olyan lett amilyen, nem dicsekednék vele, de tanulni jó volt. Az eredeti ötletet a vénusz projekt valamelyik filmjében láttam, az akkor még gyerekcipőben járó REPRAP projekt kapcsán. Nekem ez volt a kiindulási alap. Olvasgattam az oldalt, kiválasztottam a Prusa Mendelt, mert akkor jó választásnak tűnt (utólag már nem annyira), és elkezdtem hozzá összevásárolni az alapanyagokat, ebayről, kb 5-8 hónap volt, míg minden bejött hozzá. Szerencsémre akkori munkahelyem megszponzorizálta a projektemet és vettek 24 kg abs műanyagot, hogy játszadozzak. Én így is tettem Mivel volt már egy arduino mega 2560-as alapom, mert korábban elvégeztem a 60napos arduino tanfolyamot ezért nálam kézenfekvő volt a RAMPs választása, és ahogy láttam a firmwarek is támogatják. így aztán Marlinra esett a választásom, azóta is azt használom.
Vernyul | 1392
2014-03-26 20:41:00
[8]
vagy nyomtató vagy nyúlketrec lesz, majd elválik. Köszönöm szépen.
Nagy on lelkesítő, ahogy elkezdted írni, és én is kedvet kaptam hozzá . Zokon vennéd, ha én ia ideírnám, hogy velem hogyan esett meg a történet? Nincs kedvem külön témát indíttatni.
Vernyul | 1392
2014-03-26 15:08:00
[4]
Akkor kezdjük az Ősrobbanásnál:
kb. 2012 végén jött az ötlet, hogy kellene egy 3D nyomtatót építeni. Minimális tudás és utána olvasás után meg is rendeletem Kínából 3db Nema 17-es motor egy Arduino Mega 2560 R3-at és a motorokhoz 3 db EasyDriver 4.4 et (max 0.75A tud csak Easy Driver link)
Akkor 2012 decemberben a két ünnep között össze is építettem LEGO-ból egy mechanikát neki (sajnos képen nincs meg ) x/y tengelyekkel de a lényeg, h működött a mechanika és mozogta „szépen” a tengelyeket szoftverből az Arduino közvetítésével Sajnos idő hiányában nem volt időm vele foglalkozni komolyabban. Szétszedésre került egy fénymásoló is akkor decemberben annak a másoló asztalából lett volna az y tengely és arra került volna alu profilokból(kis telefonközpont váza lett érte szétbontva) az x tengely. Az x és a z görkori csapágyakon közlekedtek volna menetes szárak inzultusának hatására az y lineáris pedig server rack sín lett volna . De mivel időm továbbra is alig volt vele foglalkozni nem haladt a projekt 2013 őszéig, amikor is hazahoztam Édesapámnak, hátha tud vele kezdeni/haladni valamit. A gépészmérnök lelkének annyira megtetszett a dolog, hogy 3 hónap alatt szinte minden szabadidejét erre áldozva lett is belőle egy zártszelvényekből épült CNC, trapézmenetes orsókkal nema 23-as motorokkal vezérlése a piros 4 tengelyes kínai tb6560ahq (melyben mind a 4 motorvezérlő IC-t már cserélni kellett mert kijött belőle a füst pár feszszabályzó és ellenállás jobbra cserélése óta stabilan működik) Nade ez még nem 3D nyomtató, és a CNC-hez nem akartunk hozzányúlni, h abból legyen 3D printer ha már ennyi idő volt megépíteni, ez volt 2013 december elején. Hiába olvasgattam már kb 1 éve 3D nyomtató építés témában de látván a CNC-vel mennyi munka volt és mennyi hibalehetőség adódhat az a döntés született, h építés helyett inkább legyen akkor egy kit. Sok keresgélés és rengeteg típus átnézése után nagyon megtetszettek a delta típusú nyomtatók, és kitben is viszonylag jó áron lehet beszerezni az egyszerű építhetőség és mechanika miatt. December közepén végül megrendeltem az osztrák reprap-tól egy komplett delta kit-et ami Rostock névre hallgat. Rostock RepRap Rostock kit RepRap Austria Nem volt olcsó a maga 800 EUR-ós árával de végül azt kell mondjam nem bántam meg. Folyt. köv.
Kulcsar Zoltan | 4197
2014-03-26 14:28:00
[3]
Szia
A Tied lesz az elsö topic ami épilö 3D-s nyomtatoval foglalkozik , akkor ez legyen példa értékü !
A topic célja az lészen, hogy a jeleneleg készülő 3D nyomtatóm épülését dokumentáljam és mások és magam okulására végigkövethető legyen az építés folyamata.
Mindennemű észrevételt és kritikát szivesen fogadok amennyiben az építő jellegü. Ha valami nem nyerné el esetleg a kedves fórumtárs(ak) tetszését akkor ne csak kritizálja de legyen olyan kedves és mondja meg, hogy Ő miként is csinálná akkor.

 , azért írtam,
, azért írtam, 









 vagy nyomtató vagy nyúlketrec lesz, majd elválik.
vagy nyomtató vagy nyúlketrec lesz, majd elválik. 
 kedves Admin!
kedves Admin!