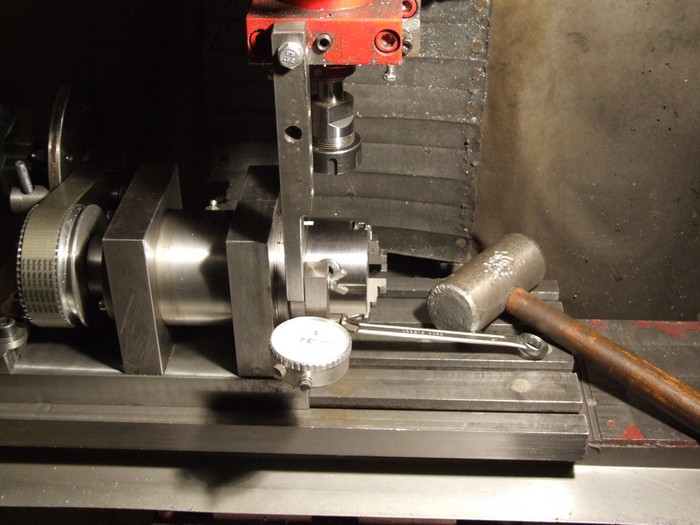
Egyszerűbb megmunkálásokhoz a G-kódot kézzel szoktam írni, így gyorsabb, mint rajzolni és CAM-ben marópályát szerkeszteni. Pl. a forgatómhoz írt kis progi: Leírom: G01 Z-5.0 G0 Z0.0 G0 A45.0 Utána ezeket kijelölöm és egymás után kopyzom. Lesz 6sor;12sor;24 sor és így tovább, amennyi sor kell, utána az A értékeit átírom. A példámban: A45;A90;A135;A180;A225;A270;A315;A360. A kész progi a mappámban van.
A vonalak 5fokonként vannak gravírozva egy kb 40mm átmérőjű alu hengerre.
n/a (inaktív)
2010-01-30 17:49:00
[1019]
n/a (inaktív)
2010-01-30 17:48:00
[1018]
Elkészült a fogatóm, az áttátel: 5:1, T5-ös fogasszíjjal.A motor egy Vexta 2.5Nm-es.
n/a (inaktív)
2010-01-30 17:46:00
[1017]
Ez a jó menetfúró, nem hagyja benne a fogácsot.
n/a (inaktív)
2010-01-17 17:04:00
[1013]
n/a (inaktív)
2010-01-17 17:03:00
[1012]
Alátétnek meg klf. csapágy külső-belső gyűrűket használok.
n/a (inaktív)
2010-01-17 17:01:00
[1011]
Szoktam fúrni technológiai furatokat az M10-es imbusz lefogató csavaroknak.
n/a (inaktív)
2010-01-17 16:59:00
[1010]
n/a (inaktív)
2010-01-17 16:59:00
[1009]
n/a (inaktív)
2010-01-17 16:58:00
[1008]
Faragom már a márciusi Talira a gépemet, ez most aluból lesz.
KoLa | 7598
2010-01-07 22:36:00
[994]
Igen! kétkomponensű ,de van amikor három, attól függ milyen vastagságban kell használni töltőanyagként ezt-azt szoktam bele kavarni pl öntvényport, alugrízt,szárazhomokot ilyesmit attól függ mi a feledata a szilárdsága mellett , legyen hővezető vagy éppen ellenkezőleg stb.A legtöbb gyanta szétégeti magát ha tisztán használjuk nagyobb vastagságban, a térhálosodás hőt fejleszt a hő meg fokozza a térhálósodást, és szétégeti magát, persze vannak lassú gyanták azt meg hőkezelni kell és keményebb lesz.
Én gyakran alkalmazom a műgyantás kiöntést ilyen esetekben, nagyon erős kötést lehet létrehozni és a zsugorodása =0 ,vannak olyan gyanták hogy a reszelő alig viszi!pl OPasta Blau. Én az estergám építésénél alkalmaztam példáúl a golyósorsók csapágyházainak pozícióba rögzítésére , injekciós tűvel nyomtam bele amikor a szán ott állt melette és beállította. Az Eu öntvény részeinek csak amorf alakja van , előbb rácsavaroztam egy kölső házat aztán a valódi capágyházzal beálltam , körberagasztottam szigetelőszalaggal és benyomtam neki a gyantát, aztán egy nap szünet, stb,stb
Csináltam egy videot egy 100W-os motorról, Gyíkkal hajtva.A sebesség:4680mm/min, a gyorsulás:1003mm/sec2.Az áttétel:12/20 fog.A motor vezérlését kézzel, nyilakkal végeztem.
Szia Bodi! Ismerős ez a technika, így kell ezt csinálni ilyen méretű szíjtárcsát mire találsz a neten addigra elkészül - szerintem nem tartott max 45perc anyag kereséssel együtt!
Ez már a kor követelményeinek megfelelő kis inerciájú 18,25mm átmérőjű 12fogú alu fogasszíjtércsa.
n/a (inaktív)
2010-01-05 19:19:00
[949]
n/a (inaktív)
2010-01-05 19:18:00
[948]
Ma kipróbáltam a Kola-féle fogasszíjtárcsa gyalulást. Papírra szerkesztettem egy 12-es osztókört. A modul: T5-ös, ilyen szíjaim vannak itthon.
n/a (inaktív)
2010-01-05 19:15:00
[947]
n/a (inaktív)
2010-01-05 19:14:00
[946]
Ma megadta magát a kis fortuna motorom, hellyette felraktam a flex motoromat és a másik ER11-es fortunámat. A fortuna fordulata:23000rpm, 63V AC-val megy.Nagyon csendes, hála a gumi szíj hajtásnak. Sokkal csebdesebb, mint a DC motor+ékszíj párosítás.
sneci | 1763
2009-12-31 16:42:00
[940]
Bevallom, ide járok feltöltődni:) Még jó hogy nincs harang a virtuális ajtódon, mert sokszor bim-bamolna ott neked. BUÉK és "Előre a szevó útján". (Az "útján" kéretik betű szerint ejteni).::))
Ezt követően esztergán a csapot méretre esztergáltam és mehetett rá az ecodertárcsa.
n/a (inaktív)
2009-12-31 16:39:00
[938]
n/a (inaktív)
2009-12-31 16:38:00
[937]
Majd egy csepp ragasztóval a csapot beütöttem a furatba.
n/a (inaktív)
2009-12-31 16:36:00
[936]
Zsírtalanítottam acsapot és a furatot.
n/a (inaktív)
2009-12-31 16:35:00
[935]
Egy db ezüstacélból esztergáltam egy tüskét 4mm-es csappal a végén.
n/a (inaktív)
2009-12-31 16:33:00
[934]
Befogtam a motort az eszterga tokmányba, de elötte a gépet áramtalanítottam, mindig automatikusan a gép kapcolóját akartam bekapcsolni. A motort kióráztam, majd saját magát pörgetve aksi töltőről központ furatot készítettem, átmérője 4mm, hossza4mm.
n/a (inaktív)
2009-12-31 16:29:00
[933]
Van három 100W-os motorom, a MOtor végén nincsen tengelycsonk az encodernek.
n/a (inaktív)
2009-12-31 16:27:00
[932]
Az áttétel 1:2 T5-ös fogasszíjjal.
n/a (inaktív)
2009-12-31 16:25:00
[931]
Egy M16-os menetes szárat használok az "X" tengely meghajtására. A csapágyazása két darab mélyhornyú csapágy, M12x1-es anyákkal előfeszítve.Az orsó anyáját ZX100 anyagból esztergáltam. Az anya rögzítése a lehető legegyszerűbb.
keri | 14086
2009-12-29 20:05:00
[928]
Gratulálok, nagyon jó látványos fotó! Hosszú záridővel fotózva és rá vakuzva, így látszik a cseppek elmosódottsága is valamint a vaku miatt a cseppek élesen is látszanak.
Viszont ha a második redőnyre állítod a vakuszinkront, nem az elsőre, akkor a csóva nem a cseppek előtt lesz, hanem mögötte, de szerintem mond azt hogy direkt így akartad, mert nagyon egyedi fotó lett.
500 CPR-es Heds encoderrel szépen megy a Mach3-al. Eddig ott szúrtam el a servo meghajtást, hogy mindig impulzus generátorról járattam és ott nincs rámpa és a Gecko320-as mindig emiatt oldott le.