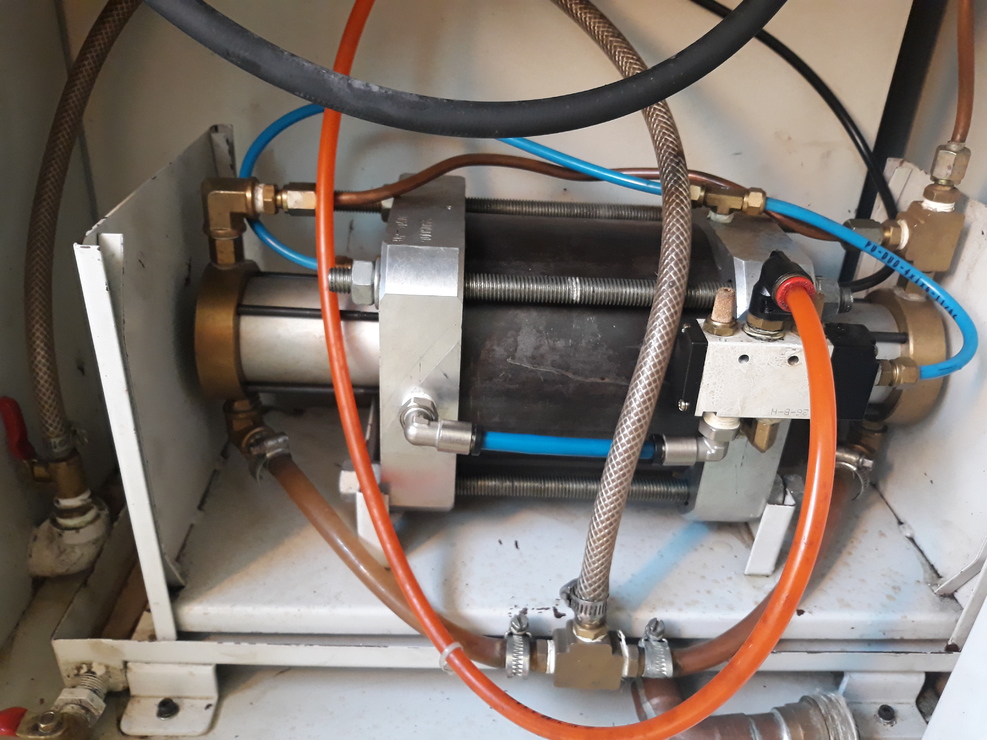
Volt alkalmam Flow gyartmanyu Mach2b waterjet-tel dolgozni egy ideig. Annak igy nezett ki a fejen levo szelep keresztmetszete. A tuszelep kellokepp precizen dolgozott, nagyon ritkan kellett cserelni. Viszont a szelepemelo egy joideig szivatott mire sikerult orvosolni: rosszul beallitott pneumatikus olajozo miatt beragadt, igy nyitasnal 1-2 mp kellett neki mire teljesen nyitott allapotba kerult a tuszelep, ami folyamatos dugulashoz vezetett.
ááá, értem, az lenne az a szelep ami nyitja zárja a víz útját? akkor viszont azon a sok ezer bár nyomáson kell tökéletesen nyitnia és zárnia, eléggé precíz megmunkálást követel meg, gondolom ezért is az ár...
köszi! igazad van láttam , ügye itt is linkeltétek a háztájiban elérhető nagynyomású mosókkal létrehozott cuccokat, valaki szórakozott már ezekkel úgy igazán? érdemes vele tökölni?
épp a főorsós topicban kérdeztem a vízátvezetéses főorsóról, lehet amiatt ilyen drága ez is, mert ez a rész az ami tud forogni, és azért 2000bar vagy nagyobb nyomáson ezt frankón megoldani, gondolom nem épp olcsó buli...
de lehet nem ez a funkciója annak a piros valaminek..
Ezt találtam, egy 37KW-os szivattyú felújító készlete. 1500 dollár. Van egy 11kw-os is, de ahhoz egyenként kell összeszedni az alkatrészeket, a főbb cuccokat összeszámoltam 900 dollár+ még 200 tuti hozzá jön apróságokba. Az ár egyharmadát a dugattyú teszi ki, a legolcsóbb is 130 dollár/db. Azért nem lenne egyszerű ezekből összehozni valamit, de nem is lehetetlen.
Frédi | 1667
2019-10-20 17:52:05
[130]
Munkavédelmi témában, Én már egyszer majdnem "bentlakásos" tanfolyamra kerültem! Azóta más szemszögből közelítem meg az ilyen dolgokat.
Előzmény: Szalai György, 2019-10-20 15:22:35 [128]
Ati | 1120
2019-10-20 17:19:36
[129]
Hát nem veszélytelen az biztos, de talán a 6000 barra méretezett alkatrészek 2000 baron biztonságosan működhetnek.
Pedig nálunk is beszerezhető .. Az egyik kulcsszó : Swagelok . Rozsdamentes csövek és fittngek . Én az 1000 baros pumpámnál tőlük szereztem be a szükséges dolgokat . Sokszor írtam ide már a kazánképletet , No abból az következik hogyha a belső átmérő kicsi akkor nem is kell extrém falvastagság . A jet cutting nál alkalmazott térfogatáramok esetén a szükséges csőátmérő pár mm . Az ehhez tartozó falvastagság sem extrém
Régóta figyelem,mert érdekel a téma.Ami hobbi szinten kritikus a számomra,a baleset, munkavédelmi rész.Személyes tapasztalatom,hogy pár száz báros nyomású hidraulika rendszerben történő mechanikai sérülés(tized milliméteres résen spriccelő olaj, milyen sérülést tud okozni). Föltételezve,adott egy biztonságos 1-2000 bár-os tápegység,plusz biztonságos vágófej. Soha nincs említés, a két egységet összekötő biztonságos vezetékrendszerről. Hol beszerezhető, és miben fáj anyagilag? Fontos lehet több figyelmeztető tábla,hogy a konstruktőrön kívül üzem közben X méteren belül idegen személy nem tartózkodhat.Mert a hobbi szinten összeállított szerkezet munkavédelmi minősítése nagyobb kihívás lehet,mint maga a megépítése.
elektron | 15859
2019-10-20 07:37:26
[125]
Egy adott vastagságú anyag adott hosszon történő leválasztáshoz mi az a minimális energia, ami szükséges ?
Természetesen anyagfüggő is, de ugye ez a minimális befektetés energetikailag, ami szükségeltetik, a többi a veszteség a művelet során.
Anyagilag nem rossz! Bunkó golyósorsóval Dunát lehetne rekeszteni,itthon is van pár db és a rendelkezésemre álló eszközökkel kivitelezhető, de egyenlőre a mozgatás módja másodlagos. Most inkább a nagynyomású rész amire megoldást keresek.
Én ha építenék a golyósorsos megoldást választanám. Szerintem még mezei aszinkron motorokkal is működne a dolog,és több darabot kellene összekapcsolni a minél egyenletesebb nyomás miatt.
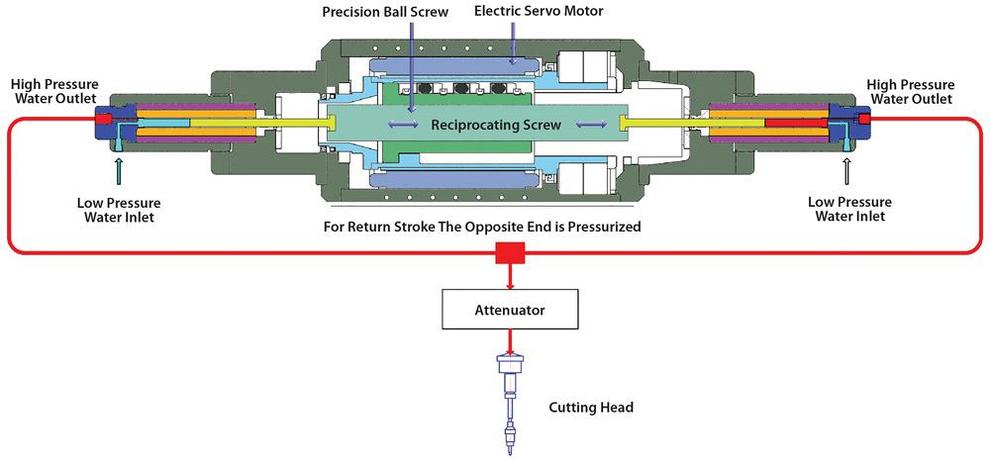
"Sokkal élhetőbb az ( olaj ) hidraulikus nyomásfokozó és sokkal kisebb fizikai méretben megépíthető" A direkt hajtás meg még élhetőbb, és még kisebb méretben megépíthető, kevesebb veszteséggel!
A geofizikai nyomásfokozó végszerelési munkáinál aktívan részt vett Vad Tamás(Vadember ) aki nélkül nem készültem volna el időre . Ezúton is köszönök neki mindent
( Utána Dél Afrikába mentem mert ott tartottuk az 50 éves érettségi találkozónkat )
A pneumatikus hengerrel felépített nyomásfokozó alapból agyrém . Olyan laborokba való ahol ritkán nagy nyomást kell előállítani de annak a térfogatárama indifferens . ( egy fityfiritty kompresszor minden laborban előfordul )
Sokkal élhetőbb az ( olaj ) hidraulikus nyomásfokozó és sokkal kisebb fizikai méretben megépíthető . Többen tudják hogy tavaly dec 20 án szállítottam le Répcelakra egy hidraulikus fokozót amivel patronokat pukkasztanak ( pmax = 700 bar ) .. Pont tegnap hívott fel az üzemvezető és közölte hogy minden Ok ( napi 300 db pukkasztás ! ) A jól értesültek azt is tudják hogy ápr 30 pedig egy másik cég kapott két db 1000 baros pumpát tőlem . Az utóbbiakat geofizikai laborban használják , és a precíz ( hosszú idejű) nyomástartás a fontos kritérium .
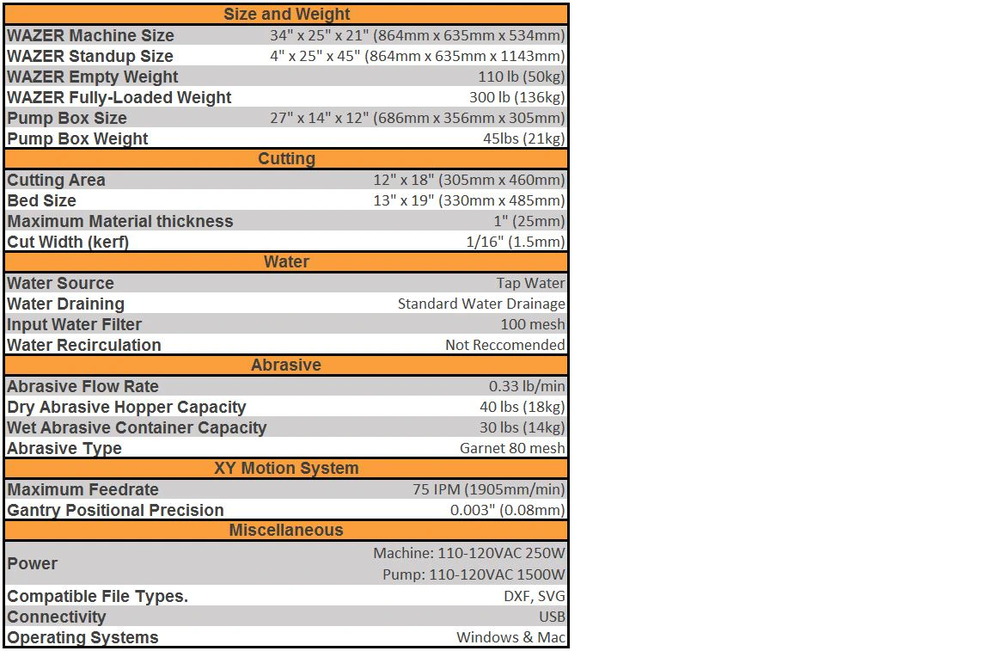
Csinálj egyet, működjön! Őszintén kívánom! Én csak épp azt ecseteltem, hogy egy olyan kompresszor amit 7Kw motor szolgál, már önmagában nem hobbi kategória, sem árban, sem egyébben. Azt te is látod, hogy ebből a mutatott készülékből valami nagyon hiányzik, ezért is lüktet. Tehát annyira mégsem jó. A váza lótúró, mégis USA ára kb. 2.3M forintnak megfelelő dodó. Tudom én hogy egy gép árában nagyon sok mindennek el kell férnie (ötlettől a kereskedőig)de nem mindig tudjuk ezt kikerülni. Én ezért nem szeretem a szívességi munkát. Inkább fizetek, ha elbaccák, akkor az ő saruk. A lézervágásról annyit, hogy sajnos ha valaki nem ért az általa kezelt géphez az nem a gép hibája. Ahol én vágatok ott szénacélban 20mm. 10-nél még szinte hibátlan. Persze az látszik, hogy pénteken már nem olyan szép a vágás mint mondjuk kedden:))
Igen láttam a felületet, nagy valószínűséggel a kondenzátor hiánya okozza, látszik hogy nem kicsit lüktet a nyomás.
Nem voltam elég érthető. A fejből nincs hobbi kategória, ezt használják a sok ezer baros gépeken is.Biztos nem ez a csúcs de egy műszaknál többet kell bírjon.
A lézer tényleg jó dolog, nem is akarom fikázni, csak leírom hogy jártam. Egy ismerős cégnél véletlenül szóba került hogy nem fér fel az 10mm vastag, fél tábla alú lemez a gépemre. "Hozd be, kivágjuk pik-pakk". Jól hangzott az ingyen lézervágás, de nagy kár hogy nem volt éppen valami halaszthatatlan fontos dolgom. A gépkezelő azt hitte hogy vasat raktunk fel,egyértelmű volt neki, mert soha nem vágtak alut. És nekiment vashoz beállított paraméterekkel. Természetesen le lett állítva, de a lemezből pont annyit trancsírozott szét hogy már nem jött ki belőle a munkadarab, vehettem újat. Utólag kiderült hogy 12mm-ig vág vasat, ami a valóságban 10mm , aluból meg 6mm a maximum. Ez egy pár hónapos Bystronic 100+M forintos lézer volt, 6-7 éve.
Hozzáteszem habbal, fóliával, műanyaggal javarészt a dekorosok foglalkoznak, de nekik meg már millió más, olcsóbb lehetőség is van az anyagmegmunkálásra.
Kopirnyák | 2705
2019-10-19 13:21:00
[116]
Az hogy mi nem igaz ebből, azt csak ők tudják. Ha 1:27-nél megállítod a videót, annak ellenére hogy tetű lassú, látszik hogy kb. plazma minőségű a vágott felület. Csak gondold el, a 140 dodó ha csak műszakonként cseréled kb 50e forint jelenlegi árfolyamon. Nemfémes anyagoknál jó a vizes vágó, de fémesnél a lézer jelenleg verhetetlen. Amerikáról azért érdemes tudni, hogy ott amellett, hogy egy "hobbysta" is úgy felszerelkezik mintha termelő üzem lenne, marketingben verhetetlenek.
Szerintem a kompresszoros témában, az előző hozzászólásaimban mindenre meg van a válasz.
A kopás mértékét valóban nem tudom, egy komplett fej, szelepmozgató léghenger nélkül, 300 dollár. Az erősen kopó alkatrészek cseréje 140-160 dollár, ha 5 óránként kell cserélni az tényleg gáz.
A lézer: Szerintem kár is megemlíteni, mennyibe kerül pl egy 500w-os ami elvág néhány mm alut? ez hobbi kategória ?
Szerinted Pl. a Wazeresek hazudnak, igy próbálnak gépet eladni? Vagy lemaradt 1 nulla az 1500w 15000w ? 1 fázisról működik, 250w a gép, 1500w a szivattyú. Biztos nem kell mindent készpénznek venni, de nem hiszem hogy csak habot vág.
Szerintem nagyon sok embert érdekelne, csak itt most fel kell találni a spanyol viaszt. Csak mejdnem olyan amikor azt mondják, hogy egy 1 kw hőszivattyú termel 3 kw meleget, de akkor mégis létezik a perpetuum mobile? Kezdjük ott Antal Gábor kiszámolt valamit, szerinted téved. OK. Szeretnél egy 5- 7kW kompresszort, (habár szerintem egy kompresszort inkább szállított levegőmennyiségben mérnék, nem kw-ban), na egy ilyen kompresszort épp a minap láttam eladót (Defém, 4 hengeres) 350e volt talán de lehet venni 500e- ért is. (Egy ilyen teljesítményű csavarkompresszor szerintem milliós nagyságrend.) Jó régi, hangos mit a veszedelem. Tudom mert munkahelyemen üzemel egy, folyamatos üzemben egy csarnokot befűtene, karbantartása iszonyat drága... Hobbi szint? Akkor még az abrazív koptató hatását nem is vetted figyelembe. Közelben van egy cég, nagyon magas minőségben vágnak vízzel, negyedévente 500e a karbantartás. Ez nem a gép szerkezete, hanem a vágásért felelős részegységek. Hogy a minőség megmaradjon. Másik cég, ahol ezen nem erőlködnek.... inkább a lézer, az különb felületet/minőséget eredményez. Azért készíteni egy vízzelvágót, mondjuk 1M Ft-ból, hogy habot, meg nikecell-t vágjon esetleg fenyődeszkát.... nem biztos hogy megéri. Azért kíváncsian várom meddig jutsz el vele.
Úgy látom nem sok embert érdekel a téma, de azért összefoglalom amit eddíg kideritettem.
Meggyőződésem hogy építhető elfogadható áron, elfogadható energiaigényű és teljesítményű gép. A kereskedelmi forgalomba is kapható 1.5KW-os motorral szerelt vizes vágó. Vannak pneumatikus szivattyúval 700-2500 baron müködő gépek, kompresszor igényük 5-7.5KW Persze az iparban 6000+ baros gépek működnek, átvágnak 10 centi vasat, de hobbi cnc gépet sem 300-as marótárcsához építünk. A megoldást valami direkt hajtású szivattyúba látom, PL. az ipari 3 hengeres mosó szivattyúkban 15-20m dugattyúk járnak, láttam a neten vizes vágó felújító készletet 8mm kerámiarúddal tömítések stb. A 20 és a 8mm átmérő között kb 6:1 keresztmetszet arány van, így lehetne 1200-1500 bar nyomás,és a főtengely terhelése nem változna. Lehet kapni szelepeket is, komplett házzal együtt csak be kell csavarni a hengerfejbe, amit nyilván csinálni kell. Sok munka, de szerintem át lehetne alakítani.
Viszont igencsak kétlem hogy az abrazív anyag átfér a 0.35 körüli fúvókán . Mekkora a szemnagysága ? Ha nem alkalmazunk abrazív anyagot akkor meg édeskevés a 1000 bar . Ezt hívják róka fogta csukának . Vagy nagy lyukú fúvóka + abrazív anyag és kis nyomás vagy tiszta víz kis lyukú fúvóka és nagy nyomás .. Hány amperes a műhelyed áram betápja ? Mert3* 35 amper alatt én hozzá sem kezdenék
Vegyünk egy 1mm es fúvókát amin 1000 barral áramlik ki a víz . A kiáramlási ( elméleti ) sebesség v = négyzetgyök( 2*delta p/ró ami 447m/s Ez a valóságban kevesebb amit egy kiáramlási tényezővel ( alfa ) kell figyelembe venni Alfa = 0.68 estén v = 304 m/s A fúvóka keresztmetszete Dnégyzet * Pi / 4 . Esetünkben 0.785 mm2 . A kiáramló víz mennyisége ( kontinuitási tétel ) a két érték szorzata Estünkben 0.238liter / s A szükséges ( elméleti ) teljesítmény a térfogatáram és a nyomás szorzata ami 47.7 kW Írhatnak bármit a kínaiak ezek tények és még a hatásfokot nem is vettem figyelembe . Egyébként a volt munkahelyemen 35 évvel ezelőtt kezdtünk bele a jet cutting-ba de sajnos a tanszékvezető halálával megbicsaklott a projekt
Nem hivatalos adat, mert a gyártó nem adja meg, sőt ha kérdezik sincs válasz. Egy fórumon olvastam hogy egy 350 baros mosó szivattyúja van benne, Nekem még ez is soknak tűnik, az 1.5KW-os motorhoz.
Ati | 1120
2019-10-17 21:31:49
[99]
Igen, ez a bajom. Van 2200 Dollárért 6500 Baros hidraulikus pumpa, de nekem 2000 Baros kellene, amit tudok üzemeltetni.
Szia! Ez egy startszikra nagynyomású szivattyúja 6 bar levegővel állít elő 90 bar vizet. Én egyszer felújítottam,szerintem lemásolható,de nem tudom hogy 1000 bar környékénél milyen tőmítések lennének jók.Ebbe standard hidraulika cuccok vannak.
Teljesen igazad van, de a következő lépcső már számomra elérhetetlen, kb 4-5 X annyiba kerülne, esetleg használhatnám a munkahengert kis nyomású olajjal, ha be tud áramlani megfelelő idő alatt.
Az abrazív anyag felhasználása elkerülhetetlen. Ezekhez a levegős pumpákhoz 0.8-1mm fúvóka kellene.
Közbe találtam 400:1 áttételű pumpát, 750 Dollár szállítással. Utána kell méznem az alkatrész ellátásnak, tömítések, dugattyú, stb. Ha meghibásodás esetén javítható, veszek egyet.
Nem tudom mennyire hiteles az Abrajet-es videó, ott 700 Bárral vágnak, gondolom nagyobb a fúvókaméret és több a folyadékszállítás.
A vízsugaras vágás 400-6000 Baron megy típustól függően. PL cserépiparban 500 Baros a mosó amiben az alu sajtoló szerszámból kimossák a gipsz formát sima vízzel. Az alunak ekkora nyomás mellett sima vízzel, adalék nélkül semmi baja nem lesz. A fúvóka itt 10mm hosszú 6,5 mm átmérőjű és a furata 1,6mm re szűkül össze. Az anyaga 99,7% Al2O3. az 1,5 mm furattal a nyomás felment 700Barra is.
Van olyan gép ami kerámiát tud vágni pár század pontossággal ott ha jól emlékszem 10e Bar a nyomás





 Nem is kell akkora nyomás .Forró vízzel is lehet jegyet vágni .
Nem is kell akkora nyomás .Forró vízzel is lehet jegyet vágni .