Ezt a 3D nyomtatás úgy kéne még továbbb fejlestzteni, hogy a 3D nem elég, ide is kéne még vagy 2 plusz tengely.
Egyújabbgépépítő | 1291
2018-11-25 20:21:25
[19991]
50°-ra szoktam állítani. PLA-nál egyszerűbb, a hűtés sokat segít. PETG-vel jártam úgy, hogy a hűtés miatt nem tapadtak össze a rétegek. Most a hűtés mértékét kell kitapasztalni ennél az anyagnál is.
Apropó, szupport. Ti mekkora szöget szoktatok a szupportnál beállítani? A Cura alapbeállítása 45°volt telepítés után, de én feltekertem 60°-ra. Eddig gond nélkül tudtam nyomtatni így is. Pl. az előző hsz-ben levő gyíkot is így nyomtattam és semmi gond nem volt az állával sem.
És mire jó az átb@szás? Azt tippelem, hogy a kisebb fúvóka méret nagyobb átfedést ad vízszintes értelemben, de hogy "meglegyen" az anyagmennyiség ezért adsz meg vékonyabb filamentet, hogy többet nyomjon a szerinte kisebb lukon. És tudományosan számoltad a fúvóka/filament méretet vagy próbálgatással jutottál ide?
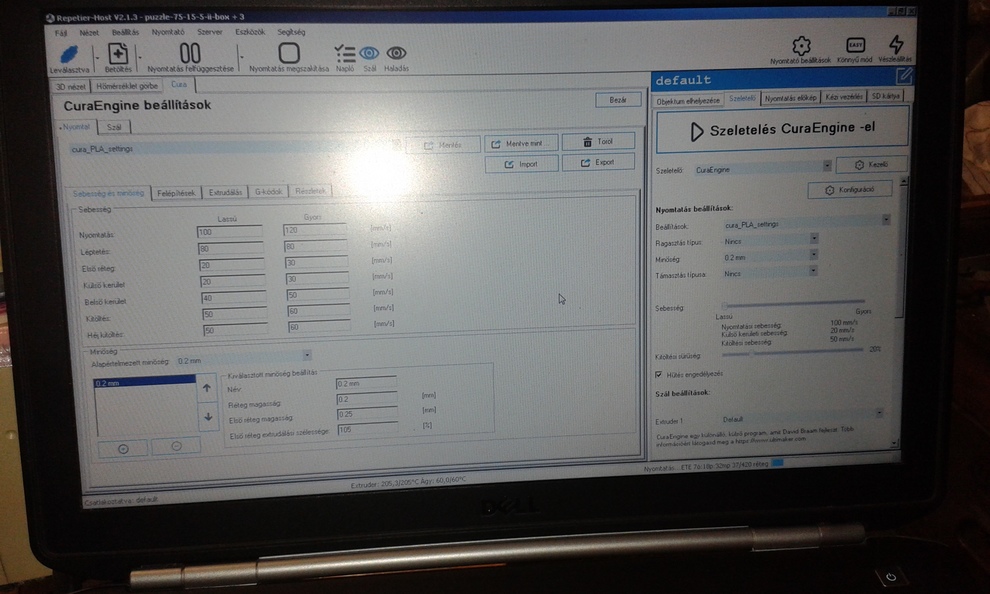
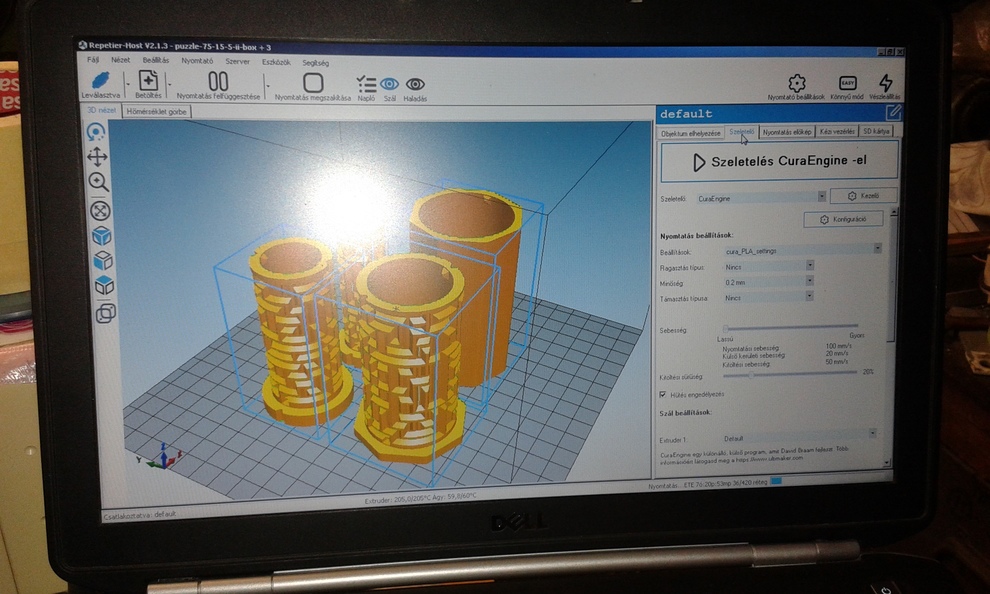
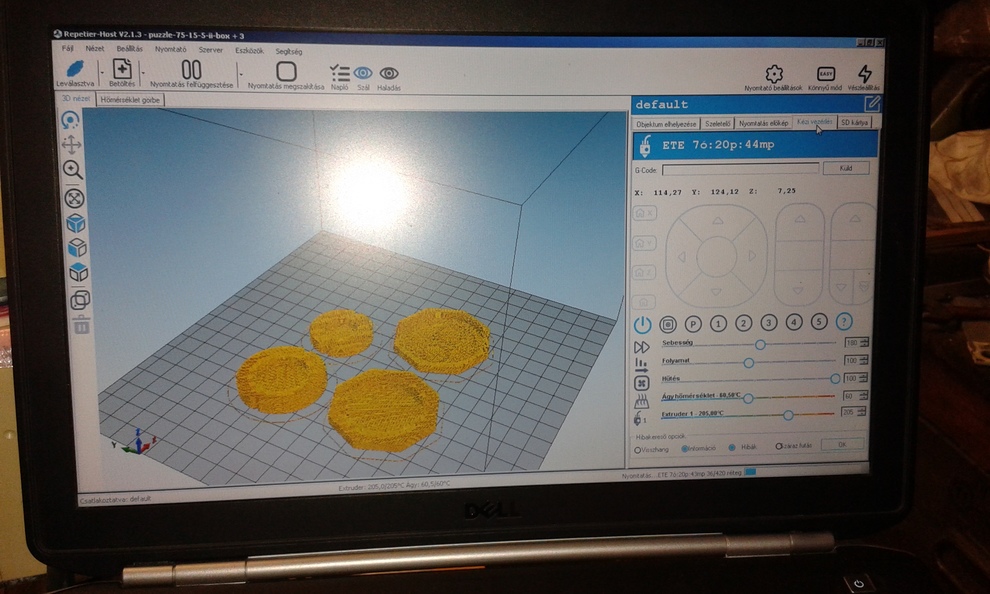
Akár még ez is lehet, bár soknak tartom az eltérést. Az egyszerűség kedvéért nem variálok a sebességekkel, a falakat és a belső merevítést ugyanakkora (60 mm/sec) sebességgel nyomtatom. Az üresjárat kicsit gyorsabb (100 mm/sec), de pl. a legutóbbi csőszerű labirintusoknál (én külön nyomtattam mindegyiket) egyáltalán nem volt üresjárat, folyamatosan ment az aljától a tetejéig. Mégis a 2h30m kalkulált idő helyett 3h10m alatt lett kész.
Semennyire.:) Szerintem már csak azért sem, mert én többszörösen is átbaxom a Cura-t. Én azt mondom neki, hogy 1,73 mm a filament, a fúvóka meg, 0,25 mm.(amúgy, 0,3) A 30% biztos meg van nálam is.
De nekem nem is igazán lényeg mennyit számol... Úgyis addig megy, amíg nem végez.:) Kikapcsolás előtt...mindig szokott végezni.
Nem lehet azért mert nem számolja bele a tengelyek gyorsulását ? Nálunk cnc marós programoknál ha nincs ez is beállítva akkor 20-30% mindig kevesebbet mond az edgecam
Látom, Te Repetier-t használsz, én Cura-t (a Repetier is Cura beépülővel ténykedik). Neked mennyire szokott stimmelni a program által kalkulált idő a valósággal? Úgy vettem észre, hogy nagyon optimista a Cura, átlag 30%-al kevesebb időt jósol mint amennyi a tényleges nyomtatáshoz kell. Még nem jöttem rá, hogy miért.
Ha 55-60 fokos vízbe próbára tedd bele ha megpuhul, utána már nem törik. Nekem a vákuum csomagolásban 6-10cm-es darabokban volt vagy 150 gramm. Valaki írta már ezt, hogy ha berakod 60 fokos aszalóba egy félórára, akkor utána nem törik sehol el.
Belefutottam már hasonlóba én is originál vákuumozott dobozból kibontva illetve napon felejtett PLA. Mindkét esetben ugyanúgy elhasználtam mintha semmi gondja nem lenne, befűzéskor kell odafigyelni.
Kipróbáltam az én szálamon. Nem tudom milyen fajtát vettél, én Genbird-et használok. 180°-ban visszahajtva sem törik el. Ha sokat hajlítgatod (mint egy drótot) akkor sem törik, hanem a hajlítástól megmelegedve megolvad és el lehet tépni. A szakadás helyén megnyúlik.
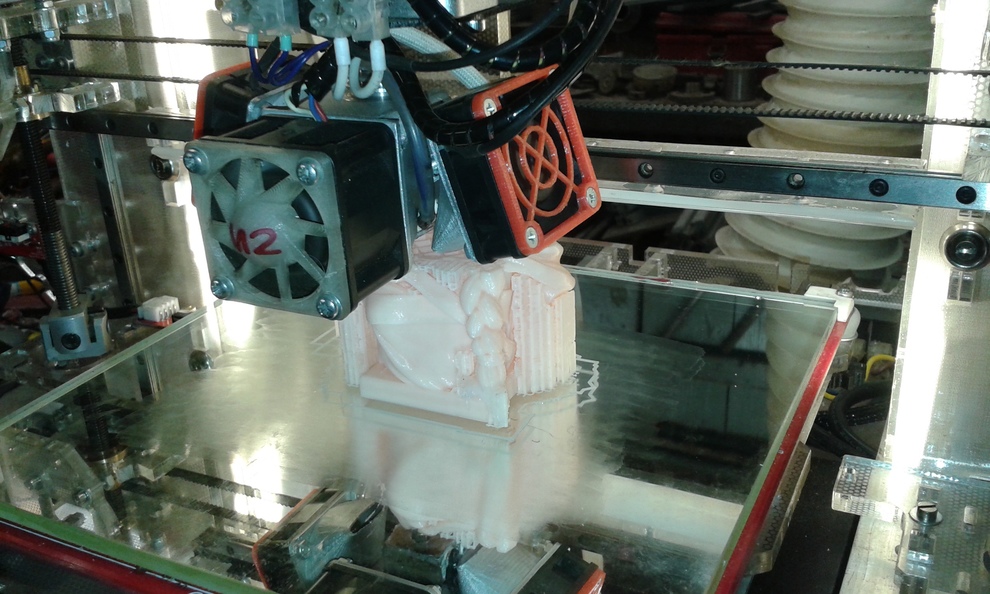
Kis helyen jó megoldás, nem biztos hogy van. Nálam két oldalról fújnak a 40-es ventik, de... Tapasztalatom szerint sokszor jobb volna a "körkörös" légáramlás kialakítás, egy, nagyobb léghozamú ventivel. Nagyobb felületeknél, "gyors" nyomtatásnál, lehetne több a hűtés nálam is.
Igen, állítódik szoftveresen is, 0-100% kötött.(nálam, 25% az, ahol fizikailag el is indulnak a lapátok) De szoftveresen mondom meg neki pl. hogy milyen rétegmagasságnál kezdje a hűtést. A Repetier-ben menet közben, manuálisan is állítható a fordulata.(csúszka) De akár, ki is kapcsolható.
Én ugye, összeépítettem az Mk-8 tolóját, egy e3d v6 fejjel.
Így az mk8 eredeti pwm-es hűtése okafogyottá vált, nincs rá szükség, de ha kellene, mehetne direkt DC12V-ról. Az "új felállásban" az e3d v6 állandó(direkt DC12V)hűtéssel megy.(1db. 40x40-es nagyobb léghozamú venti) A felszabaduló Mk-8 hűtés pwm-es kimenetén pedig a kétoldali tárgyhűtés két, 40x40-es ventilátora van. Így, szabadon állíthatóak a tárgyhűtés paraméterei.
Üdv Az áramszünet miatt van bekötve nálam egy használt eredetileg 30 Ah akkumulátor. Nyomtató tápját 13.8-14V ra állítva menet közben töltve tartja az akkut ha meg rövidke áramszünet van az akku átveszi a tápellátást. Hogy időben ez menyit birna nem tudom, de pár perces áraszüneteket eddig jól áthidalt.