Hatalmas segítségre lenne szükségem. Egy régi Okuma eszterga OSP-5000L vezérlőhöz esetleg tudna valaki letölthető manual linket adni vagy valami hasonlót? Amiket talàltam azok mind vagyonokba kerülnek sajnos. Nagyon szépen köszönöm a segítséget előre is!!
MacGyver | 140
2024-04-03 20:47:14
[3858]
Sziasztok, Tudna valaki küldeni nekem pár Vadásztrófea tartós STL fájlt/ relief-et ? őzikéhez/ vaddisznóhoz.. Esetleg cserébe tudok küldeni pár mindenféle jobb minőségű relief-et. Ha van valamid, akkor írj rám és tudunk osztozkodni mondjuk gugli driven megosztáson keresztül.
Thomas35 | 80
2024-03-26 19:02:56
[3857]
Szia!
Igen sikerült megoldani a problémát! Nagyon szépen köszönöm a segítséget!!
:) Alkalmazottként olyan eszközökkel vagyok kénytelen dolgozni, amit biztosítanak... (Kb. 1 hónapja körvonalaztam a "béna vagyok" #51312-ben munkánk "sokszínűségét". CAM: Nemrég a kollégákkal szóba jött, hogy ez irányban is kellene fejlődni és ezt tolmácsolni is próbáltuk felfelé, de még a vártnál is rosszabb reakciót váltott ki.)
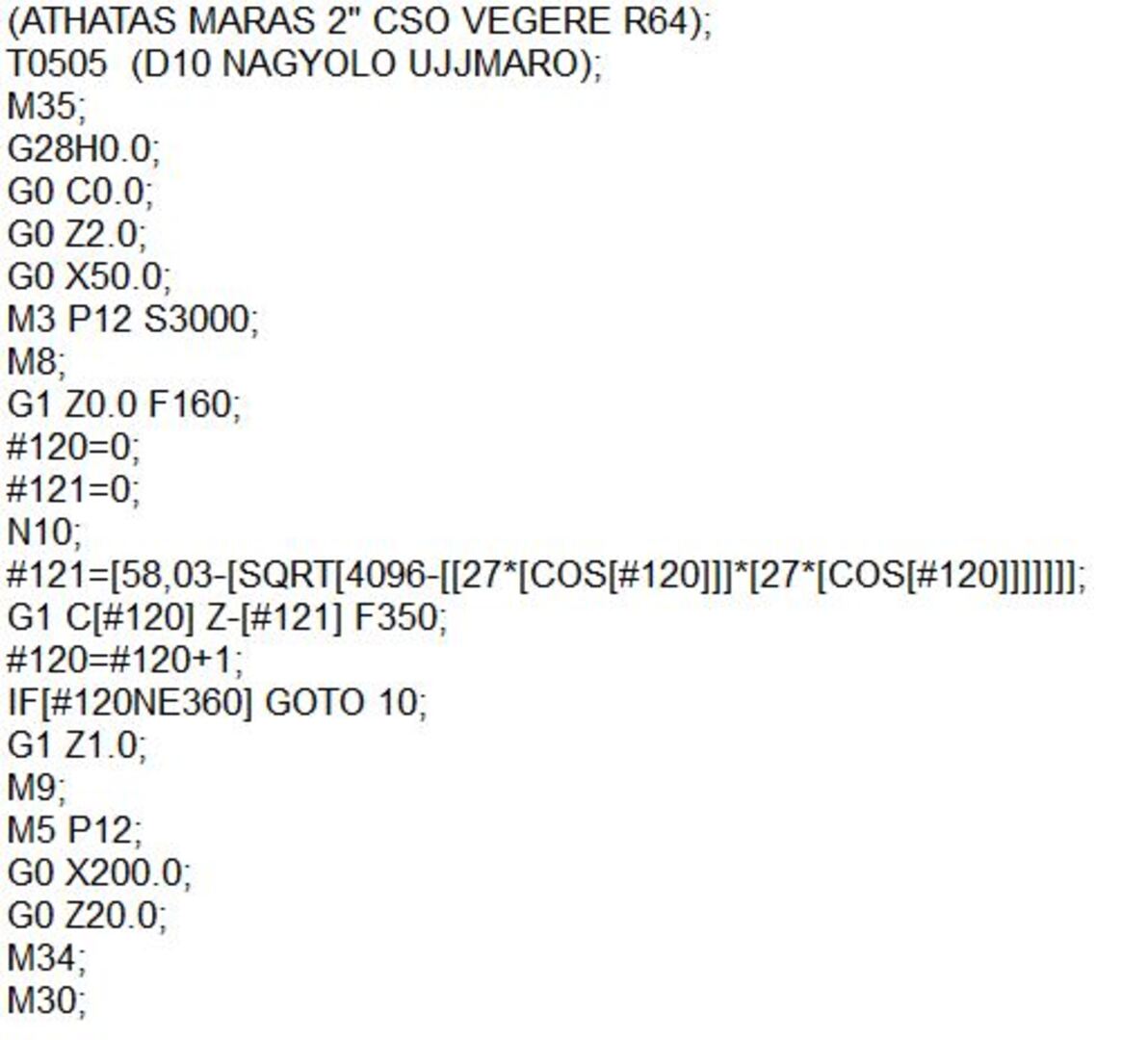
Plazmavágáshoz annak idején készítettem csőáthatás G100 feletti feladatorientált kódokat. Egy soros G kóddal kimarja/kivágja az alakzatot a vezérlő. Néhány ezzel kapcsolatos megoldás videóval is illusztrálva itt található: Robsy G kódok plazmavágás (forgácsolás) cső áthatás görbékhez.
Ezen elv alapján vannak G kód generátorok is, amik lefejtik a C, Z, X koordinátákat a C tengelyes esztergádra.
Ez a kód kisebb módosításokkal lefutott, de mozgás annyira szakaszos volt, hogy forgácsolni nem lehetett vele. Ha nem közvetlen követi egymást a két mozgás parancs, akkor megtorpan a technika. Mondatonként futtatva kinyertem belőle papírra a koordinátákat, amit direktben, folytonosan egymást követő G1 sorokba visszapötyögtettem és íme, kisimult a mozgás - miden happy! (Jeleztem is a hegesztőknek, hogy ne sokat variáljanak, mert egy programmódosítás alsó hangon két óra hosszába telik. ) A maró csak a levegőben kószál a videó kedvéért, mert nem lehetett átlátni az üvegen az egybefüggő hűtővíz tömegen:
Ez még mindig Fanuc eszterga. A holnapi próbálkozás. Kívácsi vagyok rá, hogy mit tudok összehozni belőle. Tudom, hogy így merőleges lesz a vágás a palástra, de mindenféle módszerrel sziszifuszi munka és próbálnék gyorsítani rajta. Elég vékony falú csőből van, meg különben is, a hegesztő legjobb barátja a hézag - áldásukat is adták a szisztémára, csak haladjunk. (Ha jól látom még van benne egy előjel hiba is.)
Bocsánat majd elfelejtettem, Doosan Fanuc vezérlő.
Thomas35 | 80
2024-03-18 13:46:47
[3844]
Sziasztok!
Tudnátok segíteni? Doosan cnc esztergàn szeretnék lapolàst készíteni de eddig csak Okuma vezérlőn dolgoztam . Anyag d30, lapolàs sw24 10mm hosszon, szerszám D10 4élű vhm maró. G kódokkal szeretném valahogy kivitelezni.
Köszönöm szépen a segítséget előre is!
Robsy1 | 213
2024-02-21 06:42:48
[3843]
Nagyon tanulságos, és érdekes, ha 4 esetet tesztelünk. Az út felbontás mindig legyen 100 step/mm.
Vezérlőprogram: ? Eset F kód(mm/min) a max (mm/s2) Futásidő (s) 1. 60 1000 ? 2. 60 10000 ? 3. 600 1000 ? 4. 600 10000 ?
Mivel a Fórumon elég sokféle vezérlővel (pl. Mach3, LinuxCNC, GRBL, ...) rendelkező felhasználó van, és a CNC technológiák is változatosak (3D nyomtatás, esztergálás, marás, lézergravír/vágás, ...), jó lenne ha felsoroltakra is jönnének teszt adatok.
Ja igen... és amíg a hobbyvezérlővel ellátott gép a kívánt pontossággal legyártja az alkatrészt addig a felhasználót nem érdekli a műszaki háttér.
Persze van az is, hogy amit nem tudunk az nem fáj. Adott esetben ha be lehet bizonyítani hogy a másik pontosabb, gyorsabb, felhasználóbarátabb és nem sokkal drágább akkor van esély rábeszélni a váltásra a tulajt.
Fafaragó ismerősöm is nagyot csodálkozott amikor ugyanazt a kódot lefuttatva előjöttek részletek a reliefjén egy másik vezérlővel.
Persze ez a részét tudjuk, és igazad is van a horror árak miatt. Hiszen így használhatóvá válik a jó öreg gép, komoly mechaniával, és ez a legfontosabb.
Csak sokan azt hiszik, huhhhh milyen minőségi váltás ez. Pedig irányítástechnikailag visszafejlődés. De mint tudjuk a hobbysta a jég hátán is megél, és "furmányos" ember, és őt csak a "működés", felhasználás érdekli minél olcsóbban, mint elsődleges szempont. Ha pedig betartjuk és tudjuk a vezérlés, mozgás dinamika adta határokat az adott gépre, nincs is azokkal semmi baj legyen az egy mezei léptecses vagy szervós step/dir hajtás.
"...a hobbysta korszerűsítés jegyében valaki lecseréli a régi ipari CNC vezérlőjét egy akármilyen step/dir-esre"
Nem! Azért cseréli le, mert nem javatható és/vagy csak horribilis árakon tudná megoldani az eredeti felélesztését.
Bár volt a körömben egy 86-os évjáratú Hurco Ultamax-2-es vezérlővel amit kínkeservesen sikerült életre keltenem, de a tulaj 1 hét után azt mondta képtelen azt a vezérlőt használni, pedig van vagy 6-7 típusú vezérlője. Tehát itt a kezelhetőség volt az ok.
Az ipari gépek tele vannak spec alkatrészekkel. Egy Fanuc 0T-s alaplapot 2,2 milló forintért javítottak meg a közelmúltban, ki kellett küldeni Luxemburgba mert a magyarországi szervizek feladták. '88-as eszterga, de célfeladatot teljesít, nagy cég, kibírták.
Ha egy hobbysta MÉH telepi áron megvesz egy ilyen hibás gépet, valószínűleg csak a hobby vezérlő lesz neki a járható út.
"Jelen tesztnél 1 lépésről, egy stepjelről beszélünk, hiszen ez követekezik a G kódból. És ahogy írtam, eleve ez a teszt kód célja, hogy a különböző step/dir vezérlők (Mach3, LinuxCNC, ... ) mit kezdenek egy ilyen teszt kóddal. Ha ismerjük az 500 db oda-vissza elmozdulásból álló mozgássorozat végrehajtási idejét, abból is már sok következtetésre juthatunk, és ezt a mérést egy stopperrel vagy a kijelzett futási ablak adat alapján mindenki el tudja végezni, akit érdekel a téma."
Az eltelt idő minden számítógépen más és más, nincs egységes órajel, éppen mi fut a háttérben az operációs rendszeren. Hogyan van konfigurálva a vezérlő program és minden más. Beállított paraméterektől: mennyi idő van beállítva az irány és a lépés parancs kiadása előtt, mennyi a max kiadható imp. száma, igy az eltelt időből mire is lehet következtetni? A program a G kód szerint ki fogja adni a megadott digitális jel mennyiségét, itt az 500-500db négyszögjelet és irány jelet.
Robsy1 | 213
2024-02-20 07:35:04
[3838]
Az előbb neked is válaszoltam, igen most még csak arról beszélünk, hogy egy step/dir vezérlő mit tud tenni ilyen esetben SW szinten, azaz milyen alapjelet küld ki.
Az ipari gépeket természetesen egy ilyen G kóddal ugyanígy meg lehet kínálni, be lehet mérni. Fognak vele egy kicsit "szenvedni", az biztos. Sőt a szán végén pl. egy Robsy kinematikai mérőrendszerrel a valóságos út, sebesség, adatai, minőségi viszonyai is kiderülnek a több tíz millás CNC gépnek is, ugyanis a Robsy mérőrendszer mindenféle elektromotoros hajtás bemérésére alkalmas.
Van itt egyébként egy hatalmas baj. Mégpedig az, hogy ne felejetsük el, a mi kis hobby step/dir-es vezérlőink "játékszerek" az ipari vezérlőkhöz képest, hiszen ott szoftver szinten van út visszacsatolás, azaz azok szabályzó rendszerek, csak pongyolán vezérléseknek hívjuk. A step/dir vezérlő meg csak a "vakvilágba" nyomja ki a jeleket, közben meg fogalma sincs, mi történik igazán.
Ezért szoktam mosolyogni pl.- azon a felvetésen, hogy a hobbysta korszerűsítés jegyében valaki lecseréli a régi ipari CNC vezérlőjét egy akármilyen step/dir-esre. Ez óriási minőség romlás az előbbiek miatt, hiszen a szabályzást vezérlésre butítjuk le ilyenkor.
"Javíts ki, ha tévedek, hobbista vagyok, nem ez a szakterületem. Jól sejtem, hogy a lépés/mm értéknek nem kéne befolyásolni az eredményt, csak a gyorsulásnak?"
A lépés/mm értéknek kiemelt jelentősége van egy G kód sor feldolgozásakor. Nagyon nem mindegy, hogy az aktuális sorban szereplő tengely út adat mekkora lépésszámmal valósul meg, azaz ez nagyon is nem "csak egy technikai kérdés", hanem alapkérdés, ami sok mindent utána meghatároz. A probléma ugyanis az, hogy ez az arány hányados nulla és a munkatér/felbontás között bármi is lehet.
Jelen tesztnél 1 lépésről, egy stepjelről beszélünk, hiszen ez követekezik a G kódból. És ahogy írtam, eleve ez a teszt kód célja, hogy a különböző step/dir vezérlők (Mach3, LinuxCNC, ... ) mit kezdenek egy ilyen teszt kóddal. Ha ismerjük az 500 db oda-vissza elmozdulásból álló mozgássorozat végrehajtási idejét, abból is már sok következtetésre juthatunk, és ezt a mérést egy stopperrel vagy a kijelzett futási ablak adat alapján mindenki el tudja végezni, akit érdekel a téma. Természetesen az igazi az, amikor egy ilyen teszt során a valóságot is mérjük a motor tengelyén, vagy a szánon, de az egy külön fejezet. Egyelőre csak a mozgásvezérlő cselekvésénél tartunk, de mint látható, már az téma is több súlyos kérdést vet fel az út, sebesség, gyorsulás alakulása tekintetében.
Érdekes felvetések kár, hogy a fórumon nem nagyon van veled azonos súlycsoportú egyén akivel érdemben tudnál róla értekezni.
Ha jól értem most egyelőre csak a G-kód feldolgozásáról van szó szoftver szinten?
Kár, hogy az ipari gépeket nem lehet olyan egyszerűen konfigurálni mint a hobby szofvereket, különben lefuttatnám a környezetemben levő pár fajta vezérlőn.
"Miért akarunk, olyan feladatokat adni egy gépnek amit nem tud elvégezni. Ezt nem is értem." Pedig egyszerű, hiszen tudnunk kell a feladat megoldó határainkat, és ez egy "gépre, vezérlésre" is igaz. Ha valamit mozgatok egy vezérléssel egy aktuális G kód utasítás sorral (most ez a vizsgálat, tesztelés tárgya), két fő eset lehetséges: 1. A kiküldött alapjel szinten bizonyos hibahatáron belül szépen megoldja a feladatot. 2. Nem tudja megoldani, de "sunnyog, hazudozik" a vezérlő, és hatalmas hibával valamit csinál, és erre nem figyelmeztet semmilyen hibaüzenettel, a leírásban sem említ semmit az ilyen esetekre.
"A te vezérlőddel ami mindent is tud ..." Ezt csak te állítod, én ilyet nem jelentettem ki soha.
"csináljunk egy próba tesztelést" 30 éve ezt csinálom, így alakultak ki a vezérlés, komplett hajtás, vagy csak motor Robsy kinematikai, dinamikai mérőrendszereim. De most még a felvetett téma kapcsán nem foglalkoztam a valóságos motor tengely adatok bemérésével, az egy külön nagy témakör, és ez már a szervo vagy léptető motoros topikba való, és ezekről ott említést is tettem.
"Én adom a Keyence mérőműszeremet aminek a felbontása 10 nanométer, elég korrekt ide. De ha ez nem lenne elég, azóta már beszereztem egy Renischaw-t ami 1 nanométer felbontású." Kár volt ilyen mérőműszerekre milliókat költened, ugyanis nem azt akarjuk bemérni, hogy ha egy légy rászáll a CNC mechanikádra, az mennyit hajlik le. Arról már nem is beszélek, hogy elvesznénk a mérési zajban, és értékelhetetlen lenne a mérés. A gyakorlati életben Hobby CNC kategóriában már a +-0.01 .. 0.02 mm gyártási méret hiba is álomszerű eredmény.
"A lényeg, nics virtuális csecsebecse, csak DOS 286-os gép és pontos egységugrás." Érdekes verseny feltétel elgondolásaid vannak. Az egyik oldalon legyen egy 35 évvel ezelőtti számító gép, a másik oldalon meg egy mostani idétlen, drága erőmű alaplapos PC. De van két rossz hírem: 1. A ilyen 286-os gép többet érhet a retro piacon, mint a te új alaplapos mai modernek mondott PC-d. 2. Az én vezérlőm valóban fog futni még egy 286-os gépen is, a tiednek mi a minimum igénye?
"1 lépésen belül te tudod változtatni a gyorsulást és a sebességet." Ezt én mikor mondtam, miért kívánsz tőlem lehetetlent?
"És nem kell sem integrálni, sem deriválni" Igenis kell, mert az tőlünk független műszaki tény, hogy az út, sebesség, gyorsulás adatok között deriválási, integrálási összefüggések vannak, és egyidejűleg létező fogalmakról beszélünk. Ha ezen összefüggések téged nem érdekelnek, vagy nem akarod megérteni, az a te magánügyed, de így elég furcsa, ha bármilyen kinematikai eseményről is határozott véleményed van.
Végül jó lenne, ha szakítanál a műszaki hitre épülő előitéleteiddel velem kapcsolatban, ezért erősen javasolnék neked vezérlés, szabályzás technikában egy op. rendszer független megközelítést. És lehetőleg csak arra a kérdésre koncentrálj, hogy egy adott vezérlő, vagy komplett rendszer hogyan, és mekkora hibákkal hajt végre a valóságban teszt feladatokat. Azt se feljtsed el, hogy amikről én itt írogatok, amögött több tíz év elméleti/gyakorlati tapasztalat, tanulással elért tudás van, hiszen a munkám során az életemet ezen témakörök fejlesztésével, megértésével töltöttem el. Emiatt amiket írok, közlök, igen nagy valószínűséggel megfelelnek a valóságnak, így ha ez bárkinek nem tetszik, az már nem az én ügyem. Természetesen a műszaki alapú tényekre épülő vitáknak helye van, és én se vagyok tévedhetetlen.
Nem sok köze lesz a valósághoz. Miért akarunk, olyan feladatokat adni egy gépnek amit nem tud elvégezni. Ezt nem is értem. Persze, ez nagyon jó. Akor itt és most én feltennék egy kisebb összeget befektetésnek. A te vezérlőddel ami mindent is tud, csináljunk egy próba tesztelést. Én adom a Keyence mérőműszeremet aminek a felbontása 10 nanométer, elég korrekt ide. De ha ez nem lenne elég, azóta már beszereztem egy Renischaw-t ami 1 nanométer felbontású. Én felajánlok neked 100.000Ft-ot ha a te rendszered, ezen a teszten tudja tartani a beállított paramétereket. Azaz egy egységugráson belül, különböző gyorsulást és lassulást a beállított érték 1%-án. Ugyan így a sebességnél is gondolom tudja a paramétereket. A lényeg, nics virtuális csecsebecse, csak DOS 286-os gép és pontos egységugrás. 1 lépésen belül te tudod változtatni a gyorsulást és a sebességet. Erre szerintem itt nagyon sokan kíváncsiak leszünk. És nem kell sem integrálni, sem deriválni csak a mintavételezés grafikonját figyelni ahogy egy lépésen belül egyenletes gyorsulást fogunk látni a különböző beállításoknak megfelelően.
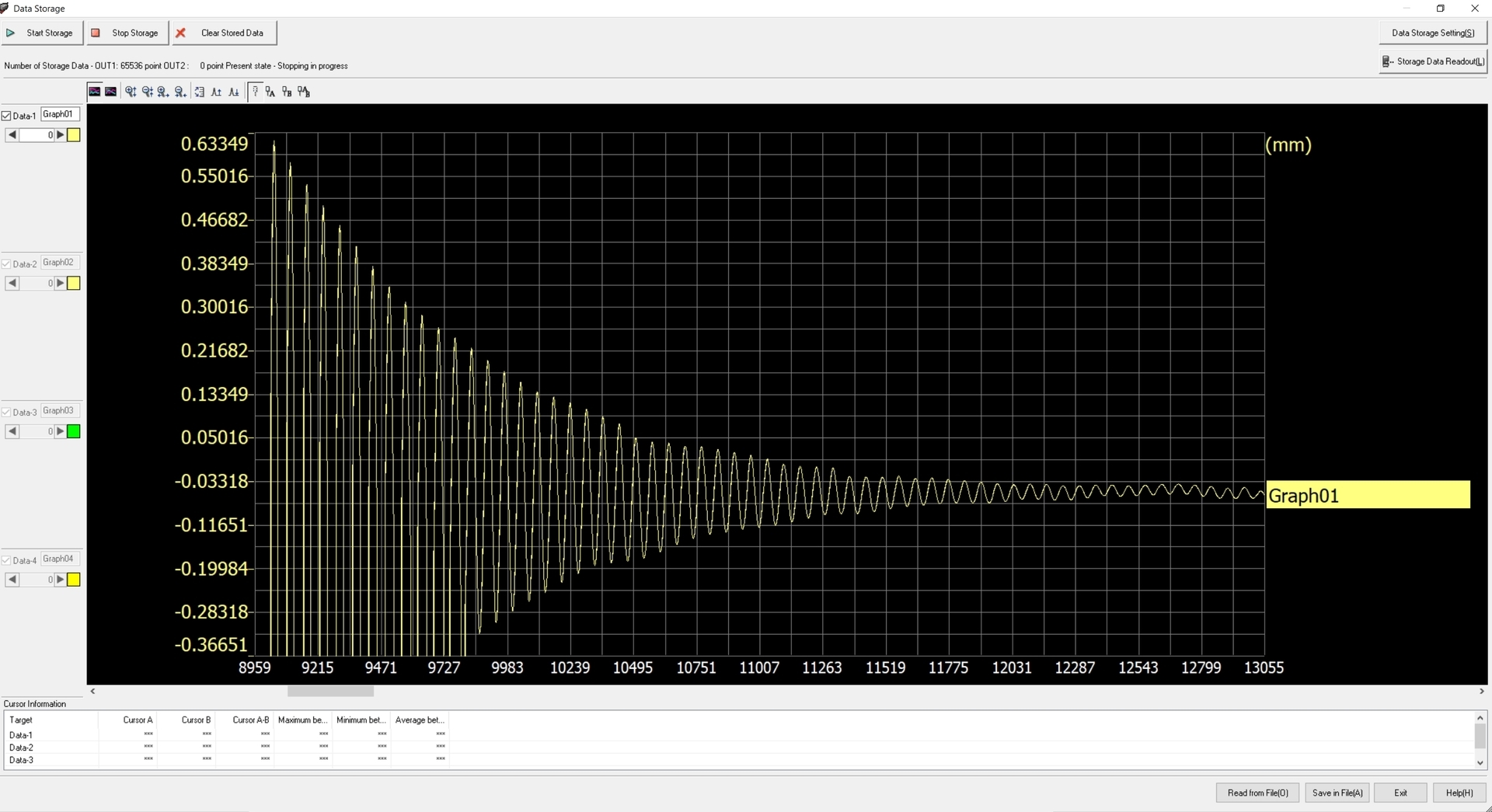
Van erre több féle alternatíva is, nekem is van rá mérőműszerem, ez csak technika és pénz kérdése. Nekem csak ilyen gagyi van, ez egy csipesz rezgésének csillapítása. De ez is alkalmas rá.
"Ha 0,01mm-t akarsz lelépni, miért nem választasz kisebb lépéseket?"
Mert egy CNC gépnél azt is kell nézni, optimalizálni, hogy minél nagyobb G0 sebességgel is tudjon haladni. Csigatempóban könnyű mikron alatti felbontással cammogni.
"Mivel itt nem beszélhetünk a gyorsulás mértékéről"
Hogy hogy nem? Ha van valóságos elmozdulás, az csakis valamilyen sebesség, és gyorsulás függvény mentén történhet, ezek egymástól elválaszthatatlanok, köztük egyértelmű matematikai összefüggés van. Eleve beleírtad a vezérlőd axis setup ablakaiba. Épp az a baj, és a teszt is erre van kihegyezve, hogy ezeknek ilyen esetben nem sok köze van a valósághoz.
Nem igazán látom ebben a feladványban a gyorsulás értékének az értelmét. 0,01mm egy lépés ide-oda, ekkora utat tesz meg sokszor, mindegy hányszor. Mivel itt nem beszélhetünk a gyorsulás mértékéről, miért specifikáljuk ezt. Ez egy való élettől teljesen elrugaszkodott példa. Inkább egy egységugrásteszt ahol azt tudjuk mérni a rendszerünk valóban lelépi-e ezt a távolságot. Azt sem igazán értem a sebesség itt hogyan alakul. Egy lépésen belül a vezérlő ezt hogyan tudná szabályozni. Ha 0,01mm-t akarsz lelépni, miért nem választasz kisebb lépéseket?
Amikor egy digitális útmérő és pozicionáló rendszerben a mérendő út megegyezik a mérési felbontással, akkor nagyok a gondok. Egyfelől a mérés (pozicionálás) abszolut hibája ilyenkor akár ~100% is lehet. Ezt most hagyjuk, ott a második nagy baj, miszerint egy általános álló helyzetből induló alapmozgás 3 szakaszból áll: gyorsulás, állandó sebességű szakasz, lassulás. Ez 3 db különböző mozgás állapot. Ha nincs állandó sebességű szakasz, akkor 2 db mozgás állapoti szakaszunk van. Könnyen belátható, hogy ha csak 1 szakasszal akarjuk azt leírni, amit csak 2-vel lehet, akkor a vezérlő programnak el kell dönteni, hogy az útfelbontás, sebesség, gyorsulás közül mi az amit az előre beállított (axis setup-ban) és az aktuális G kód sorban lévő paraméterek alapján mindenképpen tartani kell.
Mivel CNC forgácsológépek út alapon működnek, itt nem lehet tévedni, és nem az igazat tenni, mert az egyértelmű selejet eredményezhet. Marad a sebesség és a gyorsulás elferdítése a valóságtól, amit végrehajtási időben tudunk a legegyszerűbben kitapasztalni, megmérni.
Itt jön be a vezérlő programba beépített mozgás algortitmus kérdéskör, hogy hogyan lehet minimalizálni a "halandzsát" ennél az 1 elemű elmozdulás tesztnél. Mert azt talán sikerült érzkeltetnem, hogy valami nem lesz igaz, és borulnak a mozgásállapot kijelzett adatai. Nos itt különböznek nagyon az egyes mozgásvezérlők, hogy hogyan oldják meg ezt a helyzetet.
Aha, azt szemmel láthatóan nem olvastam el, pedig végig oda volt írva. Az ott leírt paraméterekkel már csak 7 másodperc. (Szemre majdnem 8, ami bele is illik az előző sorozatba.)
Javíts ki, ha tévedek, hobbista vagyok, nem ez a szakterületem. Jól sejtem, hogy a lépés/mm értéknek nem kéne befolyásolni az eredményt, csak a gyorsulásnak? Ez meg is felel a kapott eredménynek, de ezt is várnám, hiszen az csak egy technikai kérdés, hogy a kért távolságot hány lépéssel teszi meg. Én úgy gondolom, hogy a futásidőt az határozza meg, hogy a gyorsulásból adódóan a mozgásokra (és leginkább a visszafordulásokra) mennyi időt kap, hogy megoldja.
UCCNC-UC100 páros volt kéznél, kipróbáltam. Az eredmény megfelel a vártnak: annak, amit én vártam tőle. Mivel 320 lépés/mm van nálam beállítva, 3-at kell lépnie oda-vissza. (3,2-t kéne, de annyit nem tud szegény.) A futásidő erősen függ a beállított gyorsulástól (ezt vártam, nem fix futásidőt):
Akit érdekel, annak tanulságos lenne, ha a kedvenc mozgásvezérlőddel lefuttatnád ezt a Robsy CNC teszt G-kódot , és a futási időt (2-3 másodperc körül kellene lenni) beírnád ide. Köszönöm.
tekes | 74
2024-01-03 15:59:43
[3823]
Esetleg egy gyárit venni? Vagy egyet közelítőleg kireszelni, szilóval kitömni, az eredetit sokszorosítani?
Sabadkézi rajz alapján esélytelennek tűnik a 0,1mm.
Ha a rajzolt felület síkja hozzáférhető, akkor a,-fémvonalzó vagy mérőszalag darabokat ráragasztva, b,-sablonnal ismert elrendezésben pontozva vagy karcolva, majd
1,-több pozícióból fotózva fotorammetriai eljárással esetleg, de nem igazán hobbi kategóriás feladat, 2,-egyetlen fotóból minél több illesztőpontra transzformálni.
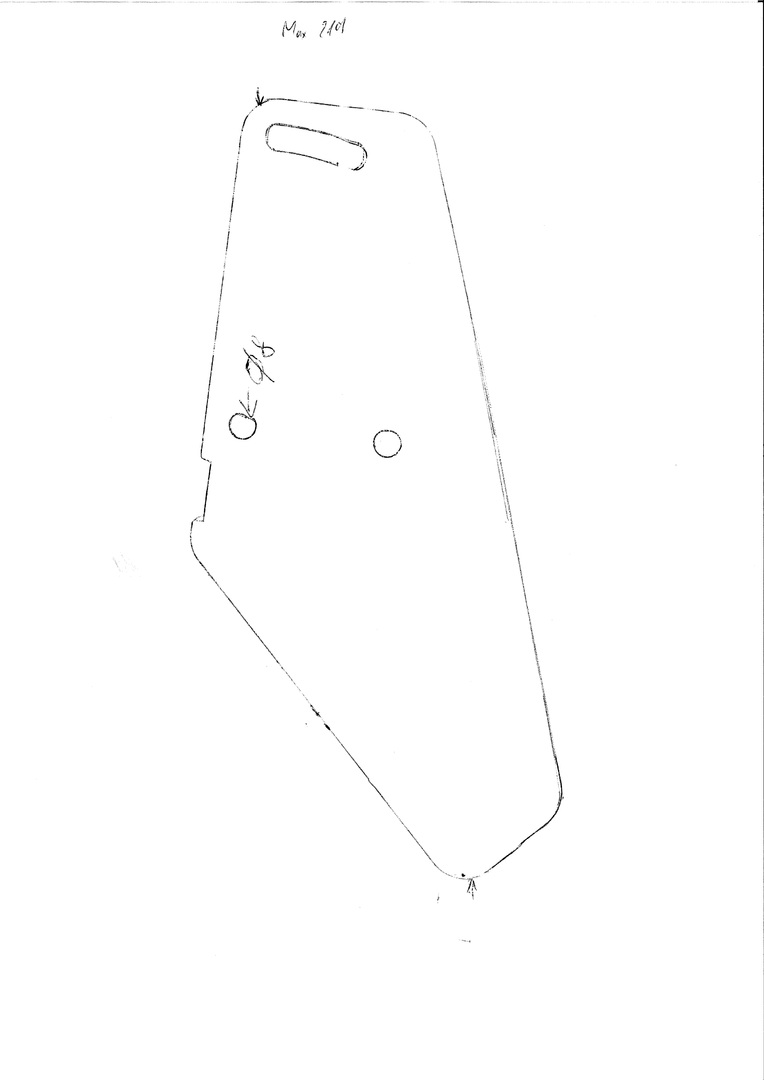
Igy néz ki. Bent van a helyén és nem lehet kiszedni csak amikor cserélem és újat rakom be. Kismértékű módosítás belefér a helyszínen de furatok pozíciója lényeges. Én nem tudom lerajzolni. Ezt a "karbantartó" csinálta nekem.
Inkscape programmal nem tudom, hogy lehetne megoldani, de Fusion360-ban igen, vagy legalábbis le tudom írni én hogy csinálnám. Felteszem az alkatrész valamilyen lapos alkatrész, vagyis a következőket tenném: 1 rátenném egy sima szkennerre - lapolvasóra és beszlennelném - persze ha ráfér. Ha nem fér rá akkor valamilyen semleges háttér előtt lefényképezném és a fotót használnám. 2 A szkennelt képet beilleszteném a Fusino360-ba mint canvas aztán az az alkatrész jól mérhető részénvel bekalibrálnám a canvast a Fusionban 3 a kalibrált képen egy új sketch-n körberajzolnám a munkadarabot 4 kihúznám a szükséges mértékben és onnan már lehet is egy G-kódot generálni UCCNC-hez.
Segítség kellene. Van egy kézzel körbe rajzolt alkatrészem. Erről kellene egy kb:0,1mm pontosságú rajzot készítenem amit megtudok majd etetni az UCCNC progival. Behívtam Inkscape nevű progival és készítettem külön layer-en egy rajzot. De nem méret pontos. Hogyan tudom "pontosítani" ?
VViktor | 1095
2023-12-20 15:30:14
[3815]
Szia Csaby! Köszönjük ezt a nagylelkű felajánlást. Kellemes ünnepeket kívánunk nektek !!
Sziasztok. Mivel jönnek az ünnepek arra gondoltam, hogy kaptok egy karácsonyi ajándékot tőlem is. Mivel a marós alapfelszerelése a patronkészlet, és minden rendes iparos vigyáz a szerszámaira, készíthettek magatoknak hozzá tartót. Mivel a hobbisták között leggyakoribb és én szeretem a Mach3 programot, (minden hibájával együtt), ezért ahoz írtam. Töltsétek le az alábbi kódot:
A kód saját használatra ingyenes, kereskedelmi használata esetén minden munkadarab után jár nekem agy tábla milka.
Olyan egyszerűre próbáltam csinálni, amennyire csak lehet. Használat előtt beírjátok, hogy milyen szerszámmal, mekkora kúpot, mennyit és hová szeretnétek, majd START gomb. Ha a patronszorító anyának is kell fészek, akkor azt a második körben készíthetítek el.
Amennyiben csak a G kód megismerése a cél, akkor is javaslom a letöltését és a böngészését, mert minden sort kommenteltem, hogy éppen mit csinál.
A részletes "haszut" ott van a web oldalon.
Boldog karácsonyt és várom az elkészült munkadarabok képeit!
Bocs | 273
2023-09-20 23:41:49
[3813]
Sziasztok!
Elvileg tanultam, de bizonytalan vagyok. Befelé táguló alakos üreget szeretnék esztergálni. Ha jól tudom a Fanuc rendszer, és az erre beállított Haas erre a G71-et használja, mint a palástra. Ezzel meg is tudom oldani, csak ugye a kiemelés veszélyes egy üregben, főleg, hogy befelé tágul. Én úgy gondolom, hogy G71-ben a kiemelés X+ irányba történik, olyant meg nem találtam, ami alapján a gép tudná, hogy nem palástot esztergál. Ez meg azt okozza, hogy a szerszám élének a palást esztergálással ellentétes irányba kell nézni. A gép jobb sodrású, a szerszám állása azonos az egyetemes esztegán megszokottal. Tehát jól gondolom-e, hogy az üregben X- irányba és lefelé mutató éllel kell állni a szerszámnak, miközben M3 irányban forog az anyag?
Vagy teljesen tévúton járok, és van rá külön megoldás?
Üdv. Mindenkinek! Van-e a tagok között, olyan aki használ hobbi cnc kis gépet, történetesen valamilyen Pro 3018-t? az enyém Vevor márka! Ha igen ebben szeretnék segítséget kérni! Előre is köszönöm!




 Ha van valóságos elmozdulás, az csakis valamilyen sebesség, és gyorsulás függvény mentén történhet, ezek egymástól elválaszthatatlanok, köztük egyértelmű matematikai összefüggés van.
Ha van valóságos elmozdulás, az csakis valamilyen sebesség, és gyorsulás függvény mentén történhet, ezek egymástól elválaszthatatlanok, köztük egyértelmű matematikai összefüggés van.