Üdv! Tudni kéne milyen típusú az összeköttetés a cnc és a gép között.
piston | 9
2023-07-08 20:12:41
[18399]
Sziasztok, nem tudom hol tudnám fel tenni ezt a kérdést, megpróbálom itt Szerintetek ha túl messze van a vezérlő számítógép a CNC marógéptől, akkor veszíthet jelet?
Szeretnek segítségét kérni a Mach3 Turn üzem módban kb 2hete agyalok rajta mit kellene beírnom a g kod Listába hogy egy nagyoló ciklust végrehajtson a gép! Baj az hogy csak a kontúrt rajzolja ki és nem hajlandósemmilyen kódra nagyolást meg ki sem rajzolni Pl.G71 U1 R0.5 G71 P10 Q20 U0.2 W0.3 Innen a kontúr leíró rész Adott N10 sorról Az adott kontúr utolsó Mondatáig N20 ig Az a gondom hogy kézzel akarom Még írni és nem generáltatni szeretnék G kódot ami végrehajtana a nagyolást Ha tudnátok egy egyszerű hosszátmero esztergálást leírni egy 20mmátmerojű tengely esetében amit 10mm-re szedek le 50mm hosszon és le tudnád írni hogy a Mach3 ban milyen kódokkal működik ez a valóságban a nagyoló ciklus ?! Én sajnos szomorú vagyok nem jöttem rá! Kérlek ha tudtok kérnem a segítségeteket!
Előre is nagyon köszönöm! Üdvözlettel!
TBS-TEAM | 2635
2023-06-27 17:17:23
[18391]
Az encoder a frekvenciaváltóhoz van bekötve, a frekvenciaváltót kell programozni.
Egy problémával kapcsolatban szeretnék segítséget kérni tőletek: van egy 3 tengelyes kőmegmunkáló cnc gépem, melynek a vezérlő szoftvere a mach3. A főorsón található egy un vector-jeladó (heidenhain ak erm 2420/1024) mely tönkrement, így cseréltük, és azóta a főorsót nem tudom elindítani automata, azaz programozott módban. Manuálisan működik. Cnc-n semmilyen más beavatkozás nem történt elektromos tekintetben, csak ez a jeladó csere. A jeladó a főorsó frekvencia váltó paneljába van bekötve. A kérdés az lenne, hogy a vezérlő szoftverben kell beállítani valamit, vagy frekvencia váltóban, vagy merre?
Köszönöm előre is! Szilvási János
TBS-TEAM | 2635
2023-06-26 07:08:10
[18389]
Ha ez a hibajelenség új keletű akkor mechanikai hiba van(pl: Szorulás stb..), ha viszont régen fennáll akkor hibás beállítás. Nagy gyorsulás / lassulási érték. Célszerű a legutolsó hivatalos stabil verziót használni. Version R3.043.062. Utolsó verzió:Version R3.043.066
Konkrétan úgy jelentkezik a hiba, hogy mondjuk kontúrmarni akarok két négyzetet és az egyik marásánál felveszem a feed -et, akkor amikor G0 -al átmegy a másikhoz lépést veszt ( hallani is hogy prücök van ) és nem a megfelelő helyre pozicionál.
Köszi, nézegetem. Elvileg nem változtattam semmit a konfigon az utóbbi pár évben, és mostanában jött elő a dolog. És egyértelmű hogy feljebb nyomatja a G0 sebességet, mert reprodukálható a jelenség. Egyébként mit érdemes Mach3 helyett használni ?
Már évek óta nem használom a mach3-at de a General Logic jobb oldali oszlopában van olyasmi hogy: Lock rapid feed FRO.
itt össze lehet kötni a kettöt.
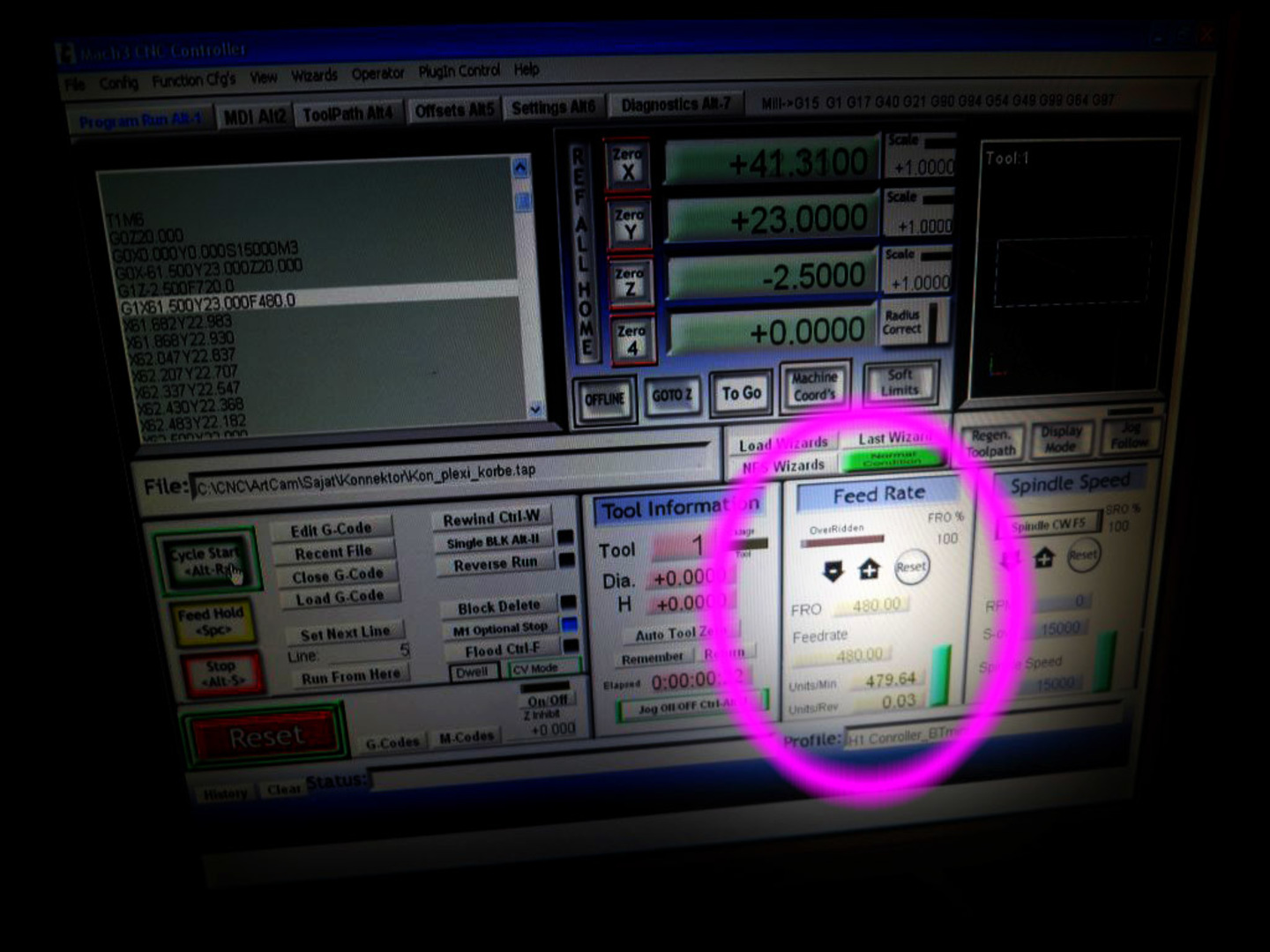
De természetesen valami nem jól van beállítva neked az Axis configban eleve hiszen a G0 sebességet nem lehetséges felfelé override-olni. Ergo neked a most beállított is túl magas ha lépést veszt.
Persze a Mach3 ilyen tekintetben elég bizonytalan, többek közt ezért is untam rá.
Megint szívatom magam. Marás közben átállítottam a Feed Rate -et hogy gyorsabban csinálja, viszont ezzel a G0 gyorsmenet is felgyorsult amit már nem bírt a masina és lépésvesztése lett. Be lehet valahogy állítani a Mach3 -ban hogy Feed Rate "begyorsítás" csak a G1 -re vonatkozzon ? Köszi.
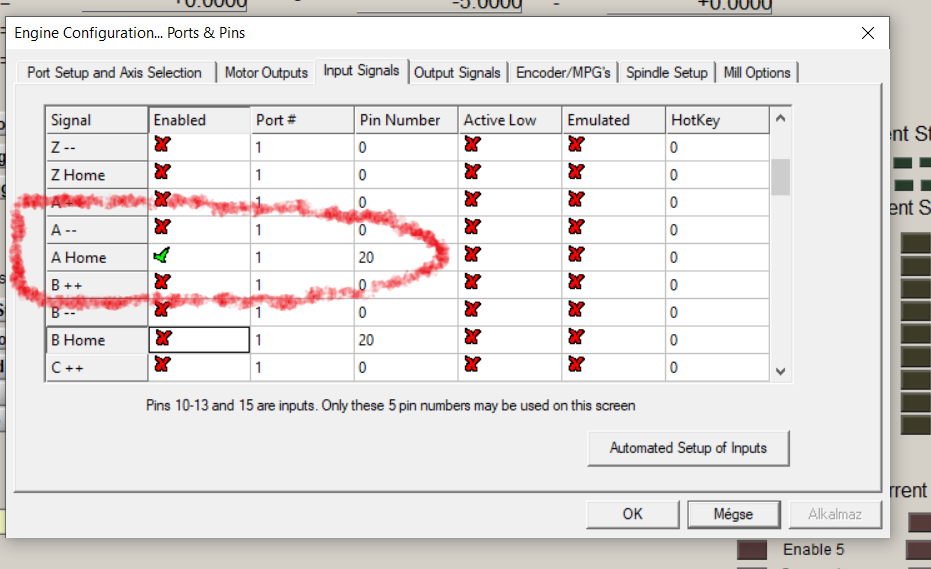
Értem! Köszönöm. Pontosan ezeken a lépéseken vagyok túl és ezért írtam ide, hogy van-e tapasztalat ezzel a kártyával. Van? Mert igen én is ezt gondoltam, hogy mennie kell, de mégsem megy, pedig pont 101szerre állítom be ugyanezeket a beállításokat! Igen y tengely mozog, b-tengely mozog. Külön beállítva a home kapcsoló, slave hozzárendelve. Mach3-ban látszik, hogy letiltja a slave tengely kijelzését, plussz ha kikapcsolom a slave tengelyt kikapcsolja az y-t is. Tehát a Mach3 úgy érzi ez a slave hozzá van rendelve, de mikor y-t mozgatom B-t nem mozgatja.
Mennie kell slave tengelynek is azzal a kártyával is. Telepísd újra a Mach3-at és menj sorba: Konfigurálási probléma. Pl:Y-hoz az A Motor kimenet meghatározása. A Master-Slave tengelynek kell külön home ref. kapcsoló. Motor paraméterek beállitás. (ha nem egyforma akkor a lassabbhoz fog igazodni a vezérlés) Slave tengely linális (nem forgó tengely) definiálni. Hozzárendelni a master-hez a slave-t. Újraindít.
sziasztok! Van egy kis gondom a slave tengelyekkel.
Adott egy 5 tengelyes kártya (STB5100 még kínaibb klónja). Minden tengelyt fel tudtam programozni. megy az X,Y,Z lineár és A,B is. mindet tudom billentyűről mozgatni, tehát a kártya motorkimenetei jók. A terv hogy az Y - és a B -t (vagy az A-t) összekötöm a slave módban. Na itt a gond mert továbbra sem akarnak együtt menni. A slave tengelynek ugyan nem látszik a mozgása a Mach3 -ban , de ettől még külön mozog billentyűről. Van esetleg ötlet, hogy mit kell még állítani a mach3-on belül, vagy felejtsem el ennél a vezérlőkártyánál? Köszi
qvasz2 | 30
2023-06-09 18:23:16
[18368]
Sejtelmem sincs milyen pluginra gondolsz. Friss telepítés, benne kellene legyen minden, ami kell. Az UC100 nem tudom, hogy micsoda, nálam nincs olyan a pluginok közt.
Előzmény: Arany János, 2023-06-09 16:43:08 [18367]
Arany János | 1357
2023-06-09 16:43:08
[18367]
Nem lehet hogy valamelyik plugin-t keresi? Nálam UC100 hiánya miatt fordul ez elő. Ha a Config Plugins-ban letiltom, lehet resetelni, de újraindítás után megint kéri!
Köszi, jó ötlenek tűnik, de nem lehetséges Én beállítom a piros x-et, ő meg visszazöldíti a pipát. Tökmindegy, hogy újraidítom, vagy sem, abban a pillanatban, amikor leokézom, kilép a konfigból, de visszaírja zöldre.
Engedélyezve van az E-Stop a Port&Pin -ben! Állítsd át piros x-re, Apply majd ok! Ezek után ha kéri piros gomb Reset! Előfordulhat hogy újra kell indítani a Mach3-at!
Hello! Kezdeném az ismerkedést a mach3-mal. Win7 32, új partíción, frissen telepítve. A progi demo a gyártó oldaláról, volt ott egy reg-file is win7-hez. A PC-t is most vettem, direkt ehhez, van rajta párhuzamos port. Nagy nehezen lefuttattam a test programot, most már jó neki. (rendszergazda módban kell indítani, ezt sajnos nem írta a magyar help). Viszont a reset gomb villogásnál megállt a projekt, nem tudom rávenni, hogy abbahagyja. Mit tudnék vele csinálni? Úgy tudom, hogy amíg ebből nem hozom ki, addig nem lehet tovább lépni.
Adott 1 gép AXBB-E vezérlő van benne és a Mach3 refpont felvételnél véletlen szerű helyeken megállnak a tengelyek, mielőtt elérnék a valós refpontokat. Az induktívok nem adnak téves jelet. Találkozott valaki már ilyennel?
Valamint a RefCombination se működik. ilyenkor az X tengely nem megy refre.
Köszi a segítséget előre is.
TBS-TEAM | 2635
2023-05-22 14:46:40
[18358]
Keresek olyan embert aki Mach3 macro-t tud írni. Kérem jelentkezzen adatlapom bármelyik elérhetőségén.
Rabb Ferenc | 4284
2023-04-22 08:02:10
[18357]
A relé nem lesz túl lassú? Típustól függően 2-8 ms a kapcsolási ideje, ezalatt a mérőfel több tized mullimétert halad tovább.
Egy megfelelő tranzisztor, PNP vagy NPN - attól függően, hogy milyen jelet mivé akart konvertálni - kiküszöböli ezt a durva nullázási pontatlanságot.
Jaa, köszi szépen, végül sikerült megoldanom. Találtam itthon egy relésort, azzal meg tudtam fordítani a logikai jelet, most épp a 3d tapintót tesztelem már :D Köszi szépen a segítséget.


 Szerintetek ha túl messze van a vezérlő számítógép a CNC marógéptől, akkor veszíthet jelet?
Szerintetek ha túl messze van a vezérlő számítógép a CNC marógéptől, akkor veszíthet jelet?