Ha már linuxcnc. Egyszer, valamikor csinálnál egy trapézmenetű orsót anyával. A menet hossza mondjuk 100 mili vona és olyan átmérővel, meg emelkedéssel, ami neked kényelmes. Persze, néhány fotó jó lenne az eseményről.
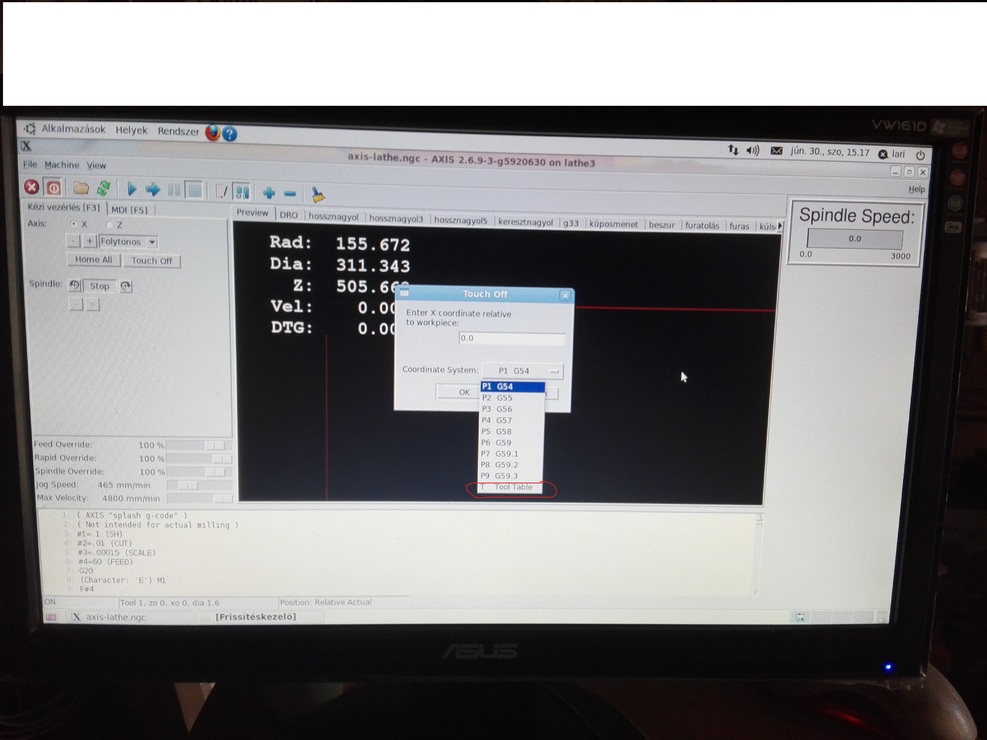
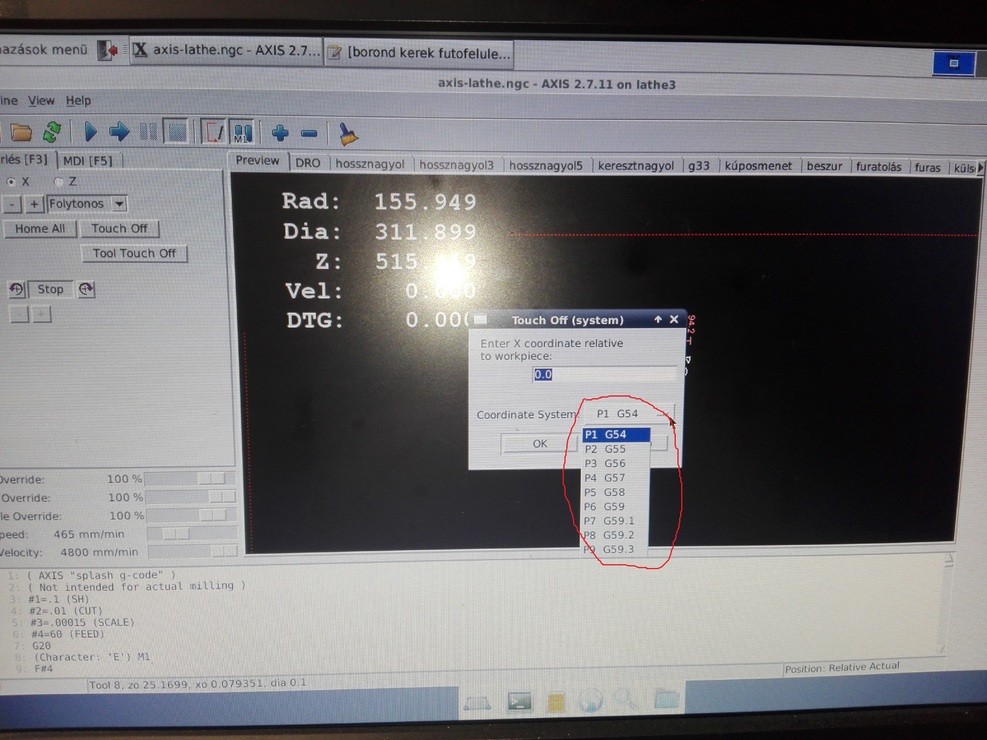
Korábban 2.6-os linuxcnc-t használtam eszterga módban. Ott késbemérésnél /Touch-Off/ megjelent egy lenyitható menü /Coordinate System/ ahol ki lehetett választani az eltolásokat-P1 G52, P2 G55 Stb.- Az utolsó kiválasztható opció volt a "T Tool Table". Jelen pillanatban a Linuxcnc 2.7.11 verzió van a gépemen és ez az utolsó "T Tool Table" menüpont hiányzik, ill nem jelenik meg késbeméréskor. Mi lehet ennek az oka? Tapasztalta ezt már valaki?
Amit nem próbáltam win alatt a PartitionGuru progi. Talán...
horcsab | 517
2018-06-24 13:19:07
[4643]
Egy 8GB vagy nagyobb pendrive-od? Ha van akkor, dobj rá egy live Linuxot (pl. universal usb installer-el) de maradjon némi szabad hely rajta, mert akkor még telepíteni is tudsz rá. Felrakod a midnight commandert vagy gnome commandert, diskpart vagy gpart progikat és hajrá.
total commander Ext4 plugin is csak olvasni tudja semi más irni nem boot fájt szeretnék szerkeszteni Ext4 particiorol (android) win alat.. sajnos linuxom nincs helyem sem...
Még nem próbáltam. De ha más nincs akkor egy live linuxos Pendrive boot, majd mindent megoldasz alóla amit akarsz. Ha más nincs, akkor Hiren boot. Ezzel szintén sok mindent megcsinálhatsz. Nem tudom mit akarsz, így nehéz segíteni érdemben.
Ha már szóba jött a lefejtő marás, és az elektronikus áttételezés, van valaki, aki meg is értette már, hogyan kell ezt bekonfigurálni? Nekem nem igazán sikerült átlátni a nem túl részletes dokumentációt, amit Andy Pugh készített. De lehet, én vagyok a béna. Ellenben összehoztam Arduinoval a dolgot, de azért vannak korlátai, íme:
A hardver maga egy eszterga+vertikális szán, persze azon is léptetőmotor. A vertikális szán forgatható a függőleges tengely körül, a maró+fogferdeség által kívánt szögben.
Maga a G-kód nem nagy csattanás, lineáris előtolás a maró szögének megfelelően.
Windows alat van lehetöség vagy esély hogy ext4 partition valo fájlokat lehesen szerkeszteni valahogy?
KoLa | 7508
2018-06-22 19:56:45
[4630]
Ez egy nagyobb méretű gép, EU-175, de itt az elforduló átmérő sugárban van megadva ( valóságban átmérő 365 még elfordul!) 2T a súlya.Majdnem E-400! Van benne anyag az biztos! A főorsóház fedlapban asszem 1950 van beleöntve!
Nekem is a saját magam írt DOS-os cnc vezárlőben a menetvágás úgy megy, hogy egy valahány réses érzékelő ahogy kiadom a G33 vagy mit is, utána az adott Z pont eléréséig szinkronban tartja az orsót a Z-ve és annyi.
Köszi! Ahááá! akkor itt a configban, a hal file-ban van összehozva a szinkronizáció! Másik beállításhoz, másik configgal kell újraindítani a Linuxcnc-t. Nem lenne gyorsabb egy subrutin? annó én kísérleteztem a gépemen hatszög és excenter esztergálással, Béni fórumtársunk remek subokat írt erre a feladatra, a g33-at használva a szinkronizálásra.
De meglátásom szerint még g-kód sem feltétlen kell ennél a műveletnél. 0:50 környékén kézzel megforgatja a főorsót, mindkét irányba követi a munkadarab. Ez a rész független a g-kódodtól, a hardver rétegen folyamatosan, valós időben szinkronizál. A tényleges megmunkálás akár manuálisan "slow jog" módban is kivitelezhető, vagy G01-gyel megfelelő előtolással adott pontig mozgatva. Ha nem téveszt lépést a másodlagos tengely, akkor bármeddig szinkronban maradnak.
A Mach3 mindent az index pontra alapoz, abból számolja a fordulatszámot, majd az alapján az előtolást, és ahhoz igazítja a menetbekezdést is, ezért számára így jóformán csak eszterga létezik.
Kezdem érteni!köszi! Kíváncsi lennék egy ilyen lefejtő marás g kódjára! A g33 van itt is használva? gondolom igen, de akkor itt is van egy index jel az elején, csak nem kell újrakezdeni, ezért értelmét veszti.
"Nem kell az index jel ahhoz hogy elinduljon a menetvágás!kipróbáltam! kiszámolja szerintem az A phase configból is, és indul akkor is ha nem jön az index jel, csak ebben az esetben nem talál vissza a menetárokba! Nincs ebből probléma, csak a működési elvet cikizem!"
Bocsánat, tudom, hogy nem éppen mai téma, de nagyon ritkán olvasom a fórumot, ezért szólok most hozzá. Nem cikizendő a dolog, egyszerűen a LinuxCNC nem esztergára van "kihegyezve", hanem szó szerint értsd: bármire. Egy eléggé rugalmasan variálható "elektronikus fogaskerék" (electronic gear) modulja van. Ez annyit jelent, hogy akár több tengely (max. 8 pár) szinkronizálható (más-más módosítással). Ezen belül max. a CPU teljesítmény vagy a fantázia szab határt. És persze ez a dolog jól felhasználható menetesztergáláshoz is. Ez az oka nálad annak, hogy index jel nélkül is csodásan szinkronban maradnak a tengelyek, amint írtam: mert elektronikusan folytamatosan áttételezve vannak (mintha mechanikus kivitelben a főorsó a cserekerekeken keresztül folyamatosan forgatná a vonó-/vezérorsót). Az index jel funkciója opcionális, eszterga esetében csupán annyi, hogy segít* megtalálni a menet bekezdést. (*: Csak segít, de meg tudná találni nélküle is a bekezdést, viszont több hibalehetőséggel.)
A fogaskerék lefejtőmarás egy másik kitűnő példa a főorsó szinkronra, csak ez marógépen és (bár használja) nem igényel index jelet.
Ha nagyon jót akarsz vegyél egy mesa kártyát. Én egy 7i92 használok etherneten. Baromi pontos és gyors. Jittert nem tudtam mérni a 100Mhz-es szkóppal. Csináltam hozzá egy optós leválsztókártyát és azon keresztül hajtom a szervókat és a digit ki/bemeneteket. Nekem bevált. Az ára sem volt vészes.
elektron | 15859
2018-06-13 19:48:01
[4617]
Majd meglátom hardverrel mit művel hamarosan, van másik gép is, ha ez nem lesz elég jó.
Nálam itt egyik lapos HP gépen valami 44000 ns ot ír ki az mintha soknak tűnne, bár ha ki nem hagy meg elég a jelhoszz, akkor szervónak mindegy, annyi tempó úgyis csak a gyorsjáratnál van.
Plusz még egy, ha nekem kéne 10 tengelyt mozgatni azt tud a linuxcnc ?
Nálam itt egyik lapos HP gépen valami 44000 ns ot ír ki az mintha soknak tűnne, bár ha ki nem hagy meg elég a jelhoszz, akkor szervónak mindegy, annyi tempó úgyis csak a gyorsjáratnál van.
Plusz még egy, ha nekem kéne 10 tengelyt mozgatni azt tud a linuxcnc ?
Lézerhez tökéletes. Én is használtam régebben az inkscape lézer moduljához, szürke árnyalatos gravírozáshoz. Csak nekem nem volt türelmem kísérletezgetni az árnyalatokkal.
A lasert az M3 S1 -el kb 20 % PWM mel hajtja meg. Hollehet olyan paraméter amivel ezt lehet állítani? Gondolom főorsó esetén hasznos hogy biztosan forogjon alacsony fordulaton is...
alarmix | 34
2018-04-18 13:46:10
[4604]
Köszönöm! Ezek szerint már benne van a stepconf-ban, csak nem láttam..
"The conversion program as of 2.7 is a part of the Stepconf Wizard!"

 Linuxot futtatva írd be: df -T és az majd megmutatja a partícióid típusát.
Linuxot futtatva írd be: df -T és az majd megmutatja a partícióid típusát.