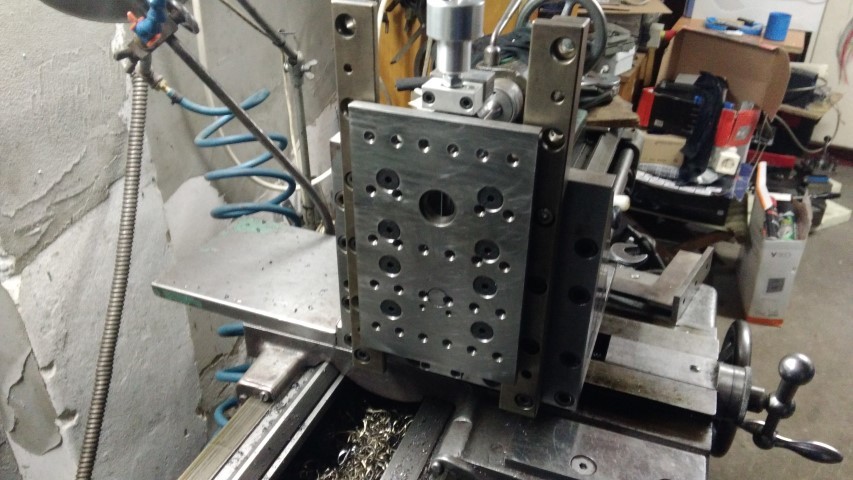
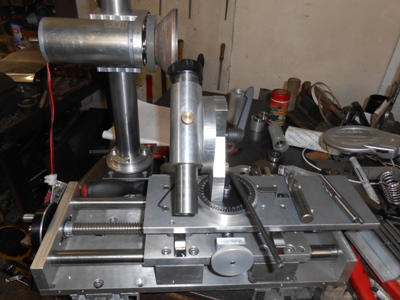
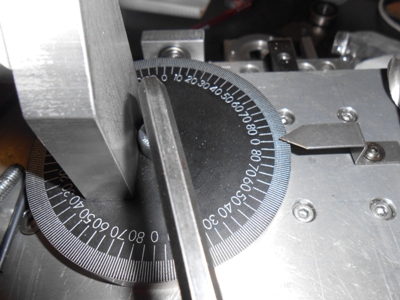
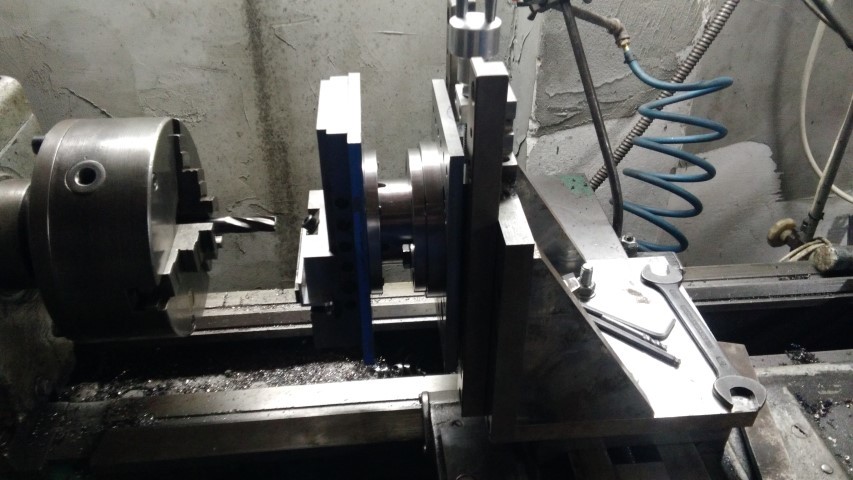
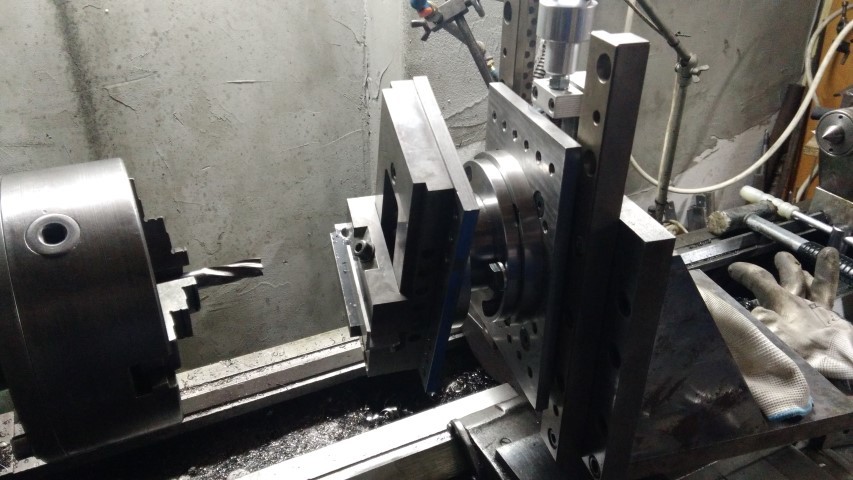
Sziasztok. Amint a satus topicban ígértem... Végre elkészültem az EAN-omhoz a magassági szánnal(3 éve kezdtem,általában az idö-anyag-kedv kombó nem jött össze) Nem kell sokszor használni,de ha olyan meló van a gépen,akkor nélkülözhetetlen. Az elsö három kép az alap csúszka,amire lehet anyagot fogatni leszorító papucsokkal, a 4-5. képen satuba.
Törölt felhasználó
2017-12-16 11:01:39
[810]
Ezt beszéld meg a gazdájával, de nem fórumtag. Ahogy a most épülő CNC koordinátakivágógép tulaja sem tag. A fórumon kívül nagyobb élet van gép építés terén ! Csak jó körökben kell mozogni és megtalálják az embert.
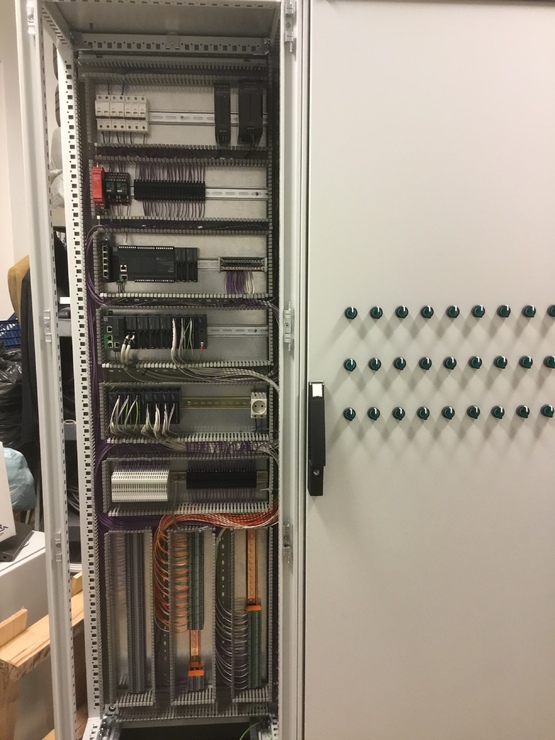
Ez valóban egy CNC gép vezérlő szekrénye amit jó pár hónapja csináltam. Viszonyításnak a mellette lévő vas ajtó 2100mm magas ! Előtérben meg maga a gépecske. Főorsó motorok távolodó sorrendben 7.5kw, 1.5kw, 4kW A két szélső csillag delta indításúak a középső meg dahlander Mellékmozgások 4.5kW DC szervó Vezérlés Mach3 + PLC
A burkolaton nem változtatok, mert ez egy gyári alu öntvény ami illik a géphez. Építettem tisztító kefét a gépbe így felülre kevés por kerül. Egzótákat nem nagyon vágok, sőt az egész fűrész alkalmi használatban van. Tűzifa is csak a műhely kályhába kell, oda viszont felezni kell mert nem fér be a hosszú fa. Megnéztem a szalag lebegését, nem vészes kb 0.5mm. Sajna nincs akkora asztalom amivel ellenőrizhetném, 2450mm a szalaghossz. Ez egy hátul berepedezett fáradt szalag épnek tűnő részéből van kivágva próba célra, szóval lehet hogy maga a szalag is kajla egy kicsit.
Létezik ilyen előtoló, illetve szoktak ilyen általában fa rugót készíteni ami a szalag közelében nekiszorítja a vágandó fát a vezetőnek. Gépi előtolást szerintem nagyobb asztalos üzemben érdemes használni, hobby használatnál többet ér ha érzed az előtolás közben a fűrész munkáját. Lazítani célszerű a lapot, a lapnak, a csapágyaknak de elsősorban a bandázsnak nem tesz jót az állandó feszülés, különösen ha napokig áll azonos helyzetben.
Amin én változtatnék : a kerék védő burkolata jobb ha sima felületű mert mikor szakad a lap esetleges beakadás esetén nem sérül a fogazat annyira - bár nekem jóval nagyobb kerületi sebességgel ment a fűrészem anno :800 m/perc . Ez is rögtön feltűnt , hogy szinte új lapnál erővel kell tolni a fát .Az "egylégterű" burkolat jobb mert hosszú távon kevesebb por jut a levegőbe főleg ha elszívót is teszel rá .A mai világban könnyű ezeket technikailag megoldani és ajánlott is lásd a régebbi időkben ilyenekkel nem foglalkoztak és az fűrészüzemben dolgozók közül sokan haltak meg tüdő betegségben . A fűrészlap végtelenítést te végezted ? Azért kérdezem mert írtad , hogy készítettél befogó sablont hozzá viszont a videón látszik a lap hullámzó mozgása . Bár írtad , hogy használt lap , végtelenítés előtt kiterítve az asztalon látni mennyire görbe a lap .
Ezek szerint nem csak én gondolkodtam el automatizáláson. Nekem az az ötletem támadt hogy alulról lehetne két oldalon 2-2 párhuzamosan futó bordásszíj szerű cucc, ami mozgatja a fát, mint egy lánctalpas fejjel lefelé odatéve, felülről pedig egy lemez szorítaná le a fát, aminek felülről egy-egy rugó adja az előfeszítést. (Vagyis ez mintegy gépi előtolásként működne.) Közben kérdeznék is egyet: Ha nincs használva a szalagfűrész, akkor vissza kell lazítani a lap feszítését vagy úgy lehet hagyni és nem okoz kárt? Most vettem meg életem első kis szalagfűrészét, ami nagyon szépen teszi a dolgát, igaz még csak pár próbavágást ejtettem vele. (Nem tűzifa, hanem hobbi fa és fémvágási céllal lett vásárolva.)
Felvettünk pár darab tölgy tűzifa felezését az elkészült fűrészemmel. Most ráraktam egy szélesebb méhtelepről mentett szalagot, és egész hatékonynak találtam. Használt 0.7*25 lap így hamar eltörik majd de addig is elég jól lehet aprítani vele.
Szia! Van itt még egy apró probléma az állandó vágósebesség módban. Valahogyan tudatni kell a programmal, hogy mekkora lehet a megmunkálás során a maximális fordulatszám. Pl.: oldalazásnál, ha indulsz egy 300 mm-es átmérőtől a gép elkezdi a beállított érték szerinti fordulatszámon a megmunkálást. Ahogy csökken az átmérő, el kzd a fordulatszám nőni. A központ felé közelítve a fordulatszám akkorára nőhet, hogy a gép, vagy az anyag kirepűlése esetén a kezelője is károsodhat. Tehát lenni kell egy kódnak, amivel be lehet állítani a maximális fordulatszámot. Ez talán a G48?
Ahogy írtam (illetve ez van a kódodban): "G96 S3500 M3". A G96 a CSS mód, az S3500 ebben a mondatban 3500 méter/perc, az M3 kell a módváltás miatt. A 3500 helyett kell jóval kisebb értéket írnod, mert ez egy kicsit sok, mivel méterben van, nem milliméterben! (Van itt egy jó kis videó, ahol jól látható/hallható a fordulatszám változás.)
(Ja, és még egy kérdés: ugye, jól értelmeztem, hogy Mach3-at használsz? Más program is nagyjából így kezeli a G96-ot, de a Mach-nál felhívják a figyelmet rá, hogy így kell kinéznie a mondatnak.)
A "G96 S3500 M3" mondat azt jelenti, hogy válts át RPM (fordulat/perc) mértékegységről CSS-re (állandó felületi sebesség). Ez utóbbi megoldja, hogy esztergálás közben a munkadarab sugarához álljon be a főorsó fordulatszáma. (Feltételezi, hogy az X a munkadarab tengelyében nulla, egyébként nem jól számol!)
Az aprócska probléma az, hogy az S3500 jelen esetben méter per perc (!) sebességet ír elő, ugyanis a G96 az így működik. (Birodalmi üzemmódban láb per perc.) A következő sorban az X 40, tehát a kerület 251,3mm. A 3500m/min eléréséhez 3500*1000/251,3 = 13927,5/min fordulatot írtál elő. (A számokat erősen kerekítettem.) Ez addig így is marad, míg "G97 Sxxx M3"-mal vissza nem váltasz RPM módba.
Ha az X-et elkezded növelni, elvileg le kell lassulnia a főorsónak.
Akitől vettem szintén polírozott vele, valami löttyel, kerámiával meg pici acélgolyókkal--ez már az órás kategória, nekem magas. Az aluhoz elég az éles korund szemcse szárazon, meg egy-két óra. Az automatázott rezek finom sorjázása meg pár perc minden nélkül szárazon...egymást leverik. Jó volna valami olyan technika ami aluhoz van és meghagyja az eredeti fényét. A gyöngyöt próbáltam, de lassú és a karcokat nem szedi le, mivel nincsen éle. Használnak kölest, árpát, tritikálét stb sajnos nincsen irodalma.




 )
)